S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Residual Stresses in Weld JointsDocument8 paginiResidual Stresses in Weld Jointshayder1920Încă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Generic TWS600S Service ManualDocument113 paginiGeneric TWS600S Service ManualWise So100% (2)
- A Completely Algebraic Solution of The Simple Harmonic OscillatorDocument11 paginiA Completely Algebraic Solution of The Simple Harmonic OscillatorDiego Alejandro Rasero CausilÎncă nu există evaluări
- Pressure Rating ClassesDocument2 paginiPressure Rating ClassesDonPulubi Prokopyo100% (1)
- Arabic PronounsDocument64 paginiArabic Pronounsfatinzalila0% (1)
- D7425D7425M 13Document3 paginiD7425D7425M 13diego rodriguez100% (1)
- Sediment Lab ReportDocument5 paginiSediment Lab ReportMihails Aleksejevs100% (1)
- L07 Destructive Test PDFDocument14 paginiL07 Destructive Test PDFfatinzalila100% (1)
- Labsheet DJJ30113 Heat Treatment PDFDocument3 paginiLabsheet DJJ30113 Heat Treatment PDFkarim100% (1)
- 01 - Introduction To Computer and Algorithm - PortalDocument35 pagini01 - Introduction To Computer and Algorithm - PortalfatinzalilaÎncă nu există evaluări
- Micro X Ray Fluorescence Spectroscopy First Edition PDFDocument31 paginiMicro X Ray Fluorescence Spectroscopy First Edition PDFAlberto Núñez CardezoÎncă nu există evaluări
- PLSB Comment Not Done - Cable List Summary & Status ReportDocument26 paginiPLSB Comment Not Done - Cable List Summary & Status ReportfatinzalilaÎncă nu există evaluări
- 5 4 18 Obstructions IssuesDocument8 pagini5 4 18 Obstructions IssuesfatinzalilaÎncă nu există evaluări
- Jadual Kelas Sem 1 Tahun 3Document2 paginiJadual Kelas Sem 1 Tahun 3fatinzalilaÎncă nu există evaluări
- Report To PLSB (Issues & Remarks)Document4 paginiReport To PLSB (Issues & Remarks)fatinzalilaÎncă nu există evaluări
- CHAPTER 1 Proposal Capstone RWFDocument7 paginiCHAPTER 1 Proposal Capstone RWFfatinzalilaÎncă nu există evaluări
- Template Data Swelling TestDocument8 paginiTemplate Data Swelling TestfatinzalilaÎncă nu există evaluări
- Swelling Test ResultDocument5 paginiSwelling Test ResultfatinzalilaÎncă nu există evaluări
- Final Viva ZalilaDocument51 paginiFinal Viva ZalilafatinzalilaÎncă nu există evaluări
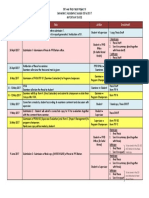
- Important Dates EBT446Document1 paginăImportant Dates EBT446fatinzalilaÎncă nu există evaluări
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document38 paginiMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaÎncă nu există evaluări
- Full Data For Tensile TestDocument10 paginiFull Data For Tensile TestfatinzalilaÎncă nu există evaluări
- Slide Viva 1 Proposal RWFDocument13 paginiSlide Viva 1 Proposal RWFfatinzalilaÎncă nu există evaluări
- Material Selection & DesignDocument22 paginiMaterial Selection & DesignfatinzalilaÎncă nu există evaluări
- L09 Distortion Control - PDF - 2Document4 paginiL09 Distortion Control - PDF - 2fatinzalilaÎncă nu există evaluări
- Advanced Electron Microscopy in The Study of Multimetallic Nanoparticles (Polyol MethodDocument34 paginiAdvanced Electron Microscopy in The Study of Multimetallic Nanoparticles (Polyol MethodfatinzalilaÎncă nu există evaluări
- L04 SmawDocument16 paginiL04 SmawfatinzalilaÎncă nu există evaluări
- L05 Welding Metallurgy PDFDocument15 paginiL05 Welding Metallurgy PDFfatinzalilaÎncă nu există evaluări
- Materials The Environment: Ebt 447: Materials Selection and DesignDocument37 paginiMaterials The Environment: Ebt 447: Materials Selection and DesignfatinzalilaÎncă nu există evaluări
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document89 paginiMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaÎncă nu există evaluări
- L03 Welding Symbols PDFDocument9 paginiL03 Welding Symbols PDFfatinzalilaÎncă nu există evaluări
- L08 Metallography PDFDocument10 paginiL08 Metallography PDFfatinzalilaÎncă nu există evaluări
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document123 paginiMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaÎncă nu există evaluări
- Material Selection: Case Studies: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014Document37 paginiMaterial Selection: Case Studies: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014fatinzalilaÎncă nu există evaluări
- Material Selection: The Basic: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014Document35 paginiMaterial Selection: The Basic: Materials Selection and Design EBT 447 SEMESTER II, 2013/2014fatinzalilaÎncă nu există evaluări
- CHAPTER 1 Proposal Capstone RWFDocument7 paginiCHAPTER 1 Proposal Capstone RWFfatinzalilaÎncă nu există evaluări
- Full Report Capstone Senior RWFDocument62 paginiFull Report Capstone Senior RWFfatinzalilaÎncă nu există evaluări
- TP07 Castillo PDFDocument8 paginiTP07 Castillo PDFJefreyMatuanMondranoÎncă nu există evaluări
- GME Entrance Exam Interview SyllabusDocument2 paginiGME Entrance Exam Interview SyllabusNimish SinghÎncă nu există evaluări
- Adiabatic Ideal GasDocument4 paginiAdiabatic Ideal GasMaria AngelinÎncă nu există evaluări
- Fundamentals of Thermodynamics and Heat Transfer: March 2019Document9 paginiFundamentals of Thermodynamics and Heat Transfer: March 2019Vinay SawantÎncă nu există evaluări
- Md1 Module 2Document17 paginiMd1 Module 2Daniel MillanoÎncă nu există evaluări
- 3123 PDFDocument4 pagini3123 PDFTrefina PranaÎncă nu există evaluări
- Chapter Four: Bond, Anchorage and Development LengthDocument31 paginiChapter Four: Bond, Anchorage and Development LengthMintesnot WondimuÎncă nu există evaluări
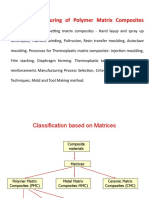
- UNIT-II: Manufacturing of Polymer Matrix CompositesDocument67 paginiUNIT-II: Manufacturing of Polymer Matrix CompositesVsr RaoÎncă nu există evaluări
- Shariff 2010Document11 paginiShariff 2010zidan ojaÎncă nu există evaluări
- heat-exchangers-TEMA TYPEDocument12 paginiheat-exchangers-TEMA TYPEvaibhavÎncă nu există evaluări
- Near East University: Department of Petroleum and Natural Gas EngineeringDocument38 paginiNear East University: Department of Petroleum and Natural Gas Engineeringolga ibanÎncă nu există evaluări
- SG Test3MCQ 64ac8bc86f1720.64ac8bcaa19898.54250131Document34 paginiSG Test3MCQ 64ac8bc86f1720.64ac8bcaa19898.54250131390108263Încă nu există evaluări
- Astm F 519-97 E98Document12 paginiAstm F 519-97 E98Jorge ToribioÎncă nu există evaluări
- The Voice Coil (Part 1) : Parts and ProductionDocument5 paginiThe Voice Coil (Part 1) : Parts and ProductionMallickarjuna A.SÎncă nu există evaluări
- Nex Flow: Frigid-X Panel CoolerDocument17 paginiNex Flow: Frigid-X Panel CoolerrehanÎncă nu există evaluări
- Solutions ProblemsDocument32 paginiSolutions ProblemsRaichal P BijuÎncă nu există evaluări
- Alia APT3000 Pressure TransmitterDocument2 paginiAlia APT3000 Pressure TransmitterRexCrazyMindÎncă nu există evaluări
- Ge Radin 1984Document15 paginiGe Radin 1984Phuor TyÎncă nu există evaluări
- B.Tech ME 2016 v2Document123 paginiB.Tech ME 2016 v2hakeemniyasÎncă nu există evaluări
- SADT HT-225A User Manual PDFDocument20 paginiSADT HT-225A User Manual PDFDayane GomesÎncă nu există evaluări
- ASTM C990-01a Specification For Joints For Concrete Pipe, Manholes, and Precast Box Sections Using Preformed Flexible Joint Sealants.Document4 paginiASTM C990-01a Specification For Joints For Concrete Pipe, Manholes, and Precast Box Sections Using Preformed Flexible Joint Sealants.Liu ZhenguoÎncă nu există evaluări
- Castigliano'S Theorem: U P U P U P WDocument4 paginiCastigliano'S Theorem: U P U P U P WTania Rubilar GonzalezÎncă nu există evaluări