S-ar putea să vă placă și
- Atlas Ilustrado Armas de Fuego SusaetaDocument1.359 paginiAtlas Ilustrado Armas de Fuego SusaetaJuankar Martin86% (29)
- Tema 8 PDFDocument10 paginiTema 8 PDFmercedeschapela70% (10)
- Diccionario CATERPILLAR IncDocument132 paginiDiccionario CATERPILLAR IncYersi Salvador PorrasÎncă nu există evaluări
- ¿Como Funciona El Regulador de Voltaje Interno y ExternoDocument2 pagini¿Como Funciona El Regulador de Voltaje Interno y ExternoJosé Alfredo Horna MerinoÎncă nu există evaluări
- MOV. LA RetroexcavadoraDocument27 paginiMOV. LA RetroexcavadoradennisÎncă nu există evaluări
- Tabla de Pesos de Pernos NormalizadosDocument8 paginiTabla de Pesos de Pernos NormalizadosDiego ChapalvayÎncă nu există evaluări
- Cero Torno y FresaDocument10 paginiCero Torno y FresaAsunción VelázquezÎncă nu există evaluări
- MecanizadoDocument15 paginiMecanizadogabrielÎncă nu există evaluări
- Sistema de RoscasDocument28 paginiSistema de RoscasAllan Javier Gonzales GarciaÎncă nu există evaluări
- Estudio de Movimientos 3.2Document10 paginiEstudio de Movimientos 3.2Kira GonzalesÎncă nu există evaluări
- Informe de Rotor Desfibrador COP 5 PDFDocument23 paginiInforme de Rotor Desfibrador COP 5 PDFEduardo Bautista100% (1)
- Sistemas HidráulicosDocument7 paginiSistemas HidráulicosJulio GuamánÎncă nu există evaluări
- Sistemas de PresfuerzoDocument21 paginiSistemas de PresfuerzoSofia Velastegui100% (1)
- Exposición Volante de InerciaDocument27 paginiExposición Volante de InerciaRICHARD GERMAN CAJAS PAZMINOÎncă nu există evaluări
- Ángulos de Corte en Una HerramientaDocument1 paginăÁngulos de Corte en Una HerramientaTaller Metal-Mecanica Leo100% (4)
- Como Hacer Una Punta LógicaDocument4 paginiComo Hacer Una Punta LógicaYolanda CastilloÎncă nu există evaluări
- 17-24 Cuestionario 1Document2 pagini17-24 Cuestionario 1JORGE ALEXANDER MONAR BARRAGANÎncă nu există evaluări
- Acoplamiento de Generadores en RedDocument3 paginiAcoplamiento de Generadores en RedianbreezyÎncă nu există evaluări
- Control Estrella TrianguloDocument6 paginiControl Estrella TrianguloIvan TocteÎncă nu există evaluări
- Tabla ComparativaDocument5 paginiTabla ComparativaGerardo HernándezÎncă nu există evaluări
- Proyecto de FundicionDocument15 paginiProyecto de FundicionJuan FloresÎncă nu există evaluări
- Informe Motores de Combustion Interna PDFDocument10 paginiInforme Motores de Combustion Interna PDFHenry Israel Satama RamirezÎncă nu există evaluări
- Evaporadores AutomotricesDocument2 paginiEvaporadores AutomotricesBryan Chavez100% (1)
- Este Es El Circuito de Un TACOMETRO DIGITALDocument5 paginiEste Es El Circuito de Un TACOMETRO DIGITALrobertoÎncă nu există evaluări
- Tipos Máquinas para Soldadura Por Arco EléctricoDocument5 paginiTipos Máquinas para Soldadura Por Arco EléctricoYurka YurkkaÎncă nu există evaluări
- Sistema de Numeración de Los Circuitos Neumáticos e Hidráulicos PDFDocument2 paginiSistema de Numeración de Los Circuitos Neumáticos e Hidráulicos PDFDaniel Andy Copa SilvestreÎncă nu există evaluări
- Cuestionario Sensor TPS - Grupo 3Document4 paginiCuestionario Sensor TPS - Grupo 3Leonel ChicaizaÎncă nu există evaluări
- Ajuste Montaje Verificacion y Control de Maquinas - Parte I 3 3 PDFDocument20 paginiAjuste Montaje Verificacion y Control de Maquinas - Parte I 3 3 PDFmecc2Încă nu există evaluări
- Proyecto Final Maquinas de Soldar TesisDocument3 paginiProyecto Final Maquinas de Soldar TesisAbigail Paz ChÎncă nu există evaluări
- EsmeriladoDocument48 paginiEsmeriladoMatiasÎncă nu există evaluări
- Códigos de Diagnóstico Del ECU para Los Motores Toyota 4ADocument5 paginiCódigos de Diagnóstico Del ECU para Los Motores Toyota 4AJaime Suri QuispeÎncă nu există evaluări
- Nuevos Materiales Utilizados para La Construcción de Las Partes Fijas y Móviles Del Motor de Combustión InternaDocument4 paginiNuevos Materiales Utilizados para La Construcción de Las Partes Fijas y Móviles Del Motor de Combustión InternaStalin MayoÎncă nu există evaluări
- Resumen Cap Tulo 1 PDFDocument3 paginiResumen Cap Tulo 1 PDFJuan Manuel Saá MadrigalÎncă nu există evaluări
- Descripción Del Proceso Fabricación de Una BridaDocument2 paginiDescripción Del Proceso Fabricación de Una BridaBRAYAN DIAZÎncă nu există evaluări
- Electronica - Circuito Alarma (Auto)Document4 paginiElectronica - Circuito Alarma (Auto)H_ADRIAN_H0% (1)
- 101.modulo de Control de Caja AutomaticaDocument2 pagini101.modulo de Control de Caja AutomaticaMiguel AngelÎncă nu există evaluări
- Preguntas de FresadoraDocument8 paginiPreguntas de Fresadoraivilema50% (4)
- Practica 2 de InstrumentaciónDocument6 paginiPractica 2 de InstrumentaciónMarìa SolÎncă nu există evaluări
- Tacometro DigitalDocument14 paginiTacometro DigitaldardozÎncă nu există evaluări
- Proyecto Sensor de HuellaDocument13 paginiProyecto Sensor de HuellaAngel Vazquez100% (1)
- Arranque Directo de Dos Motores en Secuencia Forzada (Clase 03-07-13)Document6 paginiArranque Directo de Dos Motores en Secuencia Forzada (Clase 03-07-13)Giovanni HF100% (1)
- Fallas Por Carga EstaticaDocument27 paginiFallas Por Carga EstaticaVictor PerezÎncă nu există evaluări
- Informe MotoresDocument44 paginiInforme Motoresjhossef100% (1)
- Electrónica Analógica Practica 03 Puente HDocument4 paginiElectrónica Analógica Practica 03 Puente HLuis Alberto SDÎncă nu există evaluări
- Sistema de Encendido Con Efecto HallDocument4 paginiSistema de Encendido Con Efecto HallCamilo SusaÎncă nu există evaluări
- Actividades Finales de Sistemas de EncendidoDocument8 paginiActividades Finales de Sistemas de EncendidoBoris Muñoz100% (1)
- Principio de Funcionamiento de Un Motor Paso A PasoDocument36 paginiPrincipio de Funcionamiento de Un Motor Paso A PasoJeff Torres CaroÎncă nu există evaluări
- Ele 2Document6 paginiEle 2Vinueza AndrésÎncă nu există evaluări
- Resistencia en El EstatorDocument9 paginiResistencia en El EstatorEriiqa RoMeroÎncă nu există evaluări
- INFORME Motor de ArranqueDocument8 paginiINFORME Motor de ArranqueDaniel H-TrincadoÎncă nu există evaluări
- Unidad de Control HidraulicoDocument15 paginiUnidad de Control HidraulicoBrian GarroÎncă nu există evaluări
- Sensor Tps Con IdlDocument3 paginiSensor Tps Con IdlJuan JoseÎncă nu există evaluări
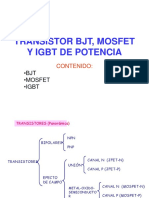
- Transistor BJT, Mosfet y Igbt de PotenciaDocument22 paginiTransistor BJT, Mosfet y Igbt de PotenciaAndrésEduardoMartinezÎncă nu există evaluări
- Guía de PrácticasDocument21 paginiGuía de PrácticasJontn RomanzÎncă nu există evaluări
- Reconocimiento Interno y Funcionamiento de La Direccion Por CremalleraDocument13 paginiReconocimiento Interno y Funcionamiento de La Direccion Por CremalleraGeovanny ZuñigaÎncă nu există evaluări
- Encendido InductivoDocument5 paginiEncendido InductivoGerli ZuÎncă nu există evaluări
- Balance Energetico de Un Motor Nissan Qg15Document35 paginiBalance Energetico de Un Motor Nissan Qg15Carlos CesarÎncă nu există evaluări
- Fresadora - Cabezal Universal DivisorDocument20 paginiFresadora - Cabezal Universal DivisorRicardo Montoya0% (1)
- VirutajeDocument11 paginiVirutajeVictor HugoÎncă nu există evaluări
- Historia Del Torno CNCDocument2 paginiHistoria Del Torno CNCrafaelechuga60% (5)
- Ejercicios InstruDocument33 paginiEjercicios InstruDiego BurneoÎncă nu există evaluări
- Asientos EléctricosDocument4 paginiAsientos EléctricosEsteban Jovanny Zelada AzañeroÎncă nu există evaluări
- Sistema de CargaDocument11 paginiSistema de CargacoqueshÎncă nu există evaluări
- Aplicaciones CiDocument3 paginiAplicaciones CiSteven MontenegroÎncă nu există evaluări
- Manual Compresor de EspiralesDocument5 paginiManual Compresor de EspiralesJaime Diaz DiazÎncă nu există evaluări
- Informe OxiacetilenoDocument7 paginiInforme OxiacetilenoVictor AguirreÎncă nu există evaluări
- Lab 1 Convecional Vs ViwaDocument3 paginiLab 1 Convecional Vs ViwaJefferson DefazÎncă nu există evaluări
- Lab3 Saavedra Salazar Pachacama Conf - deuntornoCNCDocument7 paginiLab3 Saavedra Salazar Pachacama Conf - deuntornoCNCleonardoÎncă nu există evaluări
- 2014 06 16 - 03 01 03105219 PDFDocument13 pagini2014 06 16 - 03 01 03105219 PDFs_barriosÎncă nu există evaluări
- Operacion CMV Leadwell V30Document26 paginiOperacion CMV Leadwell V30Jhon ValdiviezoÎncă nu există evaluări
- Ejercicio 2 PDFDocument1 paginăEjercicio 2 PDFYineth ForeroÎncă nu există evaluări
- Vocab AsDocument33 paginiVocab AsCarlos GilÎncă nu există evaluări
- Diccionaro de Campos PricatDocument7 paginiDiccionaro de Campos PricatYineth ForeroÎncă nu există evaluări
- Estructura Del Mensaje Detalle de SegmentosDocument56 paginiEstructura Del Mensaje Detalle de SegmentosYineth ForeroÎncă nu există evaluări
- Estructura para El Diligenciamiento Del Pricat en La plantilla-LOGYCADocument5 paginiEstructura para El Diligenciamiento Del Pricat en La plantilla-LOGYCAYineth ForeroÎncă nu există evaluări
- Boveda Celeste - PpsDocument70 paginiBoveda Celeste - PpsYineth ForeroÎncă nu există evaluări
- Guía de Calidad PDFDocument11 paginiGuía de Calidad PDFYineth ForeroÎncă nu există evaluări
- Modelo HDocument1 paginăModelo HYineth ForeroÎncă nu există evaluări
- Modelo FDocument1 paginăModelo FYinethForeroÎncă nu există evaluări
- Modelo G-IDocument2 paginiModelo G-IYineth ForeroÎncă nu există evaluări
- Modelo IDocument1 paginăModelo IYineth ForeroÎncă nu există evaluări
- Modelo DDocument1 paginăModelo DYinethForeroÎncă nu există evaluări
- Modelo BDocument1 paginăModelo BYineth ForeroÎncă nu există evaluări
- Modelo ADocument1 paginăModelo AYineth ForeroÎncă nu există evaluări
- Horarios Por Facultad y Proyecto CurricularDocument19 paginiHorarios Por Facultad y Proyecto CurricularYineth ForeroÎncă nu există evaluări
- Modelo EDocument1 paginăModelo EYineth ForeroÎncă nu există evaluări
- Modelo CDocument1 paginăModelo CYineth ForeroÎncă nu există evaluări
- 7 Actividad Programacion Por MetasDocument3 pagini7 Actividad Programacion Por MetasKAREN DAYANA VELANDIA MACIASÎncă nu există evaluări
- Formulario de Precálculo (Matemáticas-KALASHNIKOV)Document21 paginiFormulario de Precálculo (Matemáticas-KALASHNIKOV)Andrés Alfonso Hdez100% (1)
- Modelo GDocument1 paginăModelo GYineth ForeroÎncă nu există evaluări
- Formulario de Precálculo (Matemáticas-KALASHNIKOV)Document21 paginiFormulario de Precálculo (Matemáticas-KALASHNIKOV)Andrés Alfonso Hdez100% (1)
- Tabla de DíasDocument1 paginăTabla de DíasYineth ForeroÎncă nu există evaluări
- Dialnet SolucionDeModelosDeOptimizacionLinealConCoeficient 2870277 PDFDocument16 paginiDialnet SolucionDeModelosDeOptimizacionLinealConCoeficient 2870277 PDFYineth ForeroÎncă nu există evaluări
- IcfesDocument1 paginăIcfesYineth ForeroÎncă nu există evaluări
- Inv CientíficaDocument1 paginăInv CientíficaYineth ForeroÎncă nu există evaluări
- 4.programa de Cultura AmbientalDocument14 pagini4.programa de Cultura AmbientalCristian Isaza MuñozÎncă nu există evaluări
- Tic Gin Fm001Document2 paginiTic Gin Fm001Yineth ForeroÎncă nu există evaluări
- 23 Minsaludr0025-2015Document6 pagini23 Minsaludr0025-2015luisarleyyÎncă nu există evaluări
- Produccion Con DeficitDocument10 paginiProduccion Con DeficitYineth ForeroÎncă nu există evaluări
- 04 57004 Malacalza (2013) Ecología y AmbienteDocument11 pagini04 57004 Malacalza (2013) Ecología y AmbienteYineth Forero0% (1)
- Elementos de Union RoscadosDocument8 paginiElementos de Union RoscadosJuan RodriguezÎncă nu există evaluări
- Tipos de TrituradorasDocument2 paginiTipos de TrituradoraswilliamÎncă nu există evaluări
- Diagrama Hombre MaquinaDocument7 paginiDiagrama Hombre MaquinaAllanStevenÎncă nu există evaluări
- Prensa h.-8Document5 paginiPrensa h.-8Sandra Lorena Ibarguen RodriguezÎncă nu există evaluări
- CABEZALDocument3 paginiCABEZALJulian McCloud PhdÎncă nu există evaluări
- Caja NortonDocument4 paginiCaja NortonJeimy Rafael Zacarias RodriguezÎncă nu există evaluări
- Centro de EntretenimientoDocument10 paginiCentro de EntretenimientoPablo RuizÎncă nu există evaluări
- Velocidades y Avances para CortesDocument7 paginiVelocidades y Avances para CortesMiguel AngelÎncă nu există evaluări
- GrapadoraDocument6 paginiGrapadoraJesus Antonio Doria CavadiaÎncă nu există evaluări
- Manual Aspas Tuflite3000Document4 paginiManual Aspas Tuflite3000septixÎncă nu există evaluări
- Instalar Tempomat en TDIDocument20 paginiInstalar Tempomat en TDIJavier Gómez0% (1)
- Metodologia de Inspeccion Visual en Latas de ConservasDocument9 paginiMetodologia de Inspeccion Visual en Latas de ConservasmyghumimcÎncă nu există evaluări
- Proceso de MaquinadoDocument20 paginiProceso de MaquinadoDavid Domínguez JuárezÎncă nu există evaluări
- Forjado de CincelDocument7 paginiForjado de CincelJuan Jose Estrada LazoÎncă nu există evaluări
- Elaboración de Tabique Con PetDocument3 paginiElaboración de Tabique Con PetCarlos BasilioÎncă nu există evaluări
- BOSCH 12V Drill Driver B2300 Instruction ManualDocument12 paginiBOSCH 12V Drill Driver B2300 Instruction ManualSKWÎncă nu există evaluări
- TaladrandoDocument3 paginiTaladrandoCourtney WilkersonÎncă nu există evaluări
- QUEBRANTADODocument11 paginiQUEBRANTADOSandy Peñaloza Mercado100% (1)
- Andre Garcia McDonald Hugh Magande Introduction To Thermo Fluids Systems Design 2012 WileyDocument4 paginiAndre Garcia McDonald Hugh Magande Introduction To Thermo Fluids Systems Design 2012 WileyAlejandro UndaÎncă nu există evaluări
- Proyecto MecanizadoDocument26 paginiProyecto MecanizadoAntonioQ-fÎncă nu există evaluări