S-ar putea să vă placă și
- NF EN 15614-1 Et 9606-1Document13 paginiNF EN 15614-1 Et 9606-1axl smurfÎncă nu există evaluări
- Infos Qualite 3Document4 paginiInfos Qualite 3Patrick BaridonÎncă nu există evaluări
- Controle Soudage Globale 2016Document129 paginiControle Soudage Globale 2016walid walid100% (1)
- Qualification ASME IX (1) - CopieDocument59 paginiQualification ASME IX (1) - Copiewalid walidÎncă nu există evaluări
- Assistant de Soudage Et ASMEDocument11 paginiAssistant de Soudage Et ASMEDanem Halas100% (1)
- 0301f - Guide Pour La Demande de Qualification Des Inspecteurs en Soudage 2020 PDFDocument20 pagini0301f - Guide Pour La Demande de Qualification Des Inspecteurs en Soudage 2020 PDFبريكي عقبةÎncă nu există evaluări
- Saf Fro FR Chap3 Consommables Arc2870527885232716754Document74 paginiSaf Fro FR Chap3 Consommables Arc2870527885232716754babaarome0% (1)
- Rédaction Dmos WPS de Soudage Eswl 01 2019Document2 paginiRédaction Dmos WPS de Soudage Eswl 01 2019saxhorn100% (2)
- Guide D'utilisation Des Normes NF en 287-1 Et NF en ISO 15614-1Document45 paginiGuide D'utilisation Des Normes NF en 287-1 Et NF en ISO 15614-1asta57100% (1)
- P Et F NembDocument5 paginiP Et F NembH_DEBIANEÎncă nu există evaluări
- Dossier InterventionDocument60 paginiDossier InterventiontroisvirguleÎncă nu există evaluări
- Contrôle Visuel Des Soudures PDFDocument2 paginiContrôle Visuel Des Soudures PDFgueridi100% (2)
- 119f 2019-1 Guide Sur Les Modes Operatoires de SoudageDocument30 pagini119f 2019-1 Guide Sur Les Modes Operatoires de Soudagesakina laabidÎncă nu există evaluări
- Liste Des Taches de L'inspecteur en SoudageDocument9 paginiListe Des Taches de L'inspecteur en SoudageFethi BELOUISÎncă nu există evaluări
- Diaporama 9606 1 PDFDocument28 paginiDiaporama 9606 1 PDFZouhair BenmabroukÎncă nu există evaluări
- Qualification Des SoudeursDocument28 paginiQualification Des SoudeursDanem HalasÎncă nu există evaluări
- Catalogue Formations CND 2020-IfATDocument120 paginiCatalogue Formations CND 2020-IfATait.koufiÎncă nu există evaluări
- Programme Formation CETIME 2017Document4 paginiProgramme Formation CETIME 2017Le CETIME - Centre Technique des Industries Mécaniques et ÉlectriquesÎncă nu există evaluări
- Vademecum Pour Inspecteur - Type de Défauts - CopieDocument86 paginiVademecum Pour Inspecteur - Type de Défauts - CopieIbrahima BIBANG0% (1)
- Rediger Et Verifier Un Cahier de SoudageDocument2 paginiRediger Et Verifier Un Cahier de SoudageTeam QuestIn100% (2)
- Public Review Draft 2404Document87 paginiPublic Review Draft 2404Said100% (1)
- Note CalculDocument9 paginiNote CalculAbdessamad AmarÎncă nu există evaluări
- A Programme de Formation 01-01Document3 paginiA Programme de Formation 01-01med chabane100% (1)
- Guide Technique RobinetterieDocument22 paginiGuide Technique RobinetterieAkysÎncă nu există evaluări
- AFNOR Essai-Non-Destructif Magnetoscopie Niveau-Acceptation FR-FR PDFDocument10 paginiAFNOR Essai-Non-Destructif Magnetoscopie Niveau-Acceptation FR-FR PDFdrevetph6233Încă nu există evaluări
- PQR 06-19 PDFDocument34 paginiPQR 06-19 PDFbouchoucha jebaliÎncă nu există evaluări
- ASME IX Positions de SoudageDocument2 paginiASME IX Positions de SoudageFethi BELOUISÎncă nu există evaluări
- Cours Soudage PDFDocument118 paginiCours Soudage PDFTabka SouheilÎncă nu există evaluări
- Calcul Fond GRC CodapDocument4 paginiCalcul Fond GRC CodapHarambe HarambeÎncă nu există evaluări
- NF T30-124 Méthode Non Destructive À Flux MagnétiqueDocument9 paginiNF T30-124 Méthode Non Destructive À Flux MagnétiqueAvatamanitei ConstantinÎncă nu există evaluări
- NF en 1289-A1Document8 paginiNF en 1289-A1hamza.tazi.00100% (1)
- CWB QualificationDocument166 paginiCWB QualificationCyrille BeauchesneÎncă nu există evaluări
- Procedure de Controle VisuelDocument7 paginiProcedure de Controle VisuelNouha AbardazzouÎncă nu există evaluări
- Cetim Formation CND 2016Document44 paginiCetim Formation CND 2016FofaSistaÎncă nu există evaluări
- NF EN ISO 9712 END QualificationEtCertificationduPersonnelEND Mars 2022Document59 paginiNF EN ISO 9712 END QualificationEtCertificationduPersonnelEND Mars 2022SKORA100% (3)
- Calcul en LigneDocument8 paginiCalcul en LignefathiÎncă nu există evaluări
- S.T.G. CHAUDRONNERIE R Sous PressionDocument11 paginiS.T.G. CHAUDRONNERIE R Sous PressionmezouedÎncă nu există evaluări
- Fiche D'instruction VTDocument3 paginiFiche D'instruction VTjohan emileÎncă nu există evaluări
- NF EN 1011-1 - Mai 2009 PDFDocument17 paginiNF EN 1011-1 - Mai 2009 PDFTOBALÎncă nu există evaluări
- Équivalence Entre NormeDocument2 paginiÉquivalence Entre NormeOlss Bbzo100% (1)
- En 12681 PDFDocument22 paginiEn 12681 PDFImane KhammouriÎncă nu există evaluări
- Iso 5817 PDFDocument14 paginiIso 5817 PDFSarah LayadiÎncă nu există evaluări
- ASME IX Variables WPS - SMAWDocument1 paginăASME IX Variables WPS - SMAWFethi BELOUISÎncă nu există evaluări
- Application CodapDocument1 paginăApplication CodapChaker AmirÎncă nu există evaluări
- Guide Pour Le Controle UTDocument2 paginiGuide Pour Le Controle UTImane KhammouriÎncă nu există evaluări
- NF en Iso 14343 - 2007Document22 paginiNF en Iso 14343 - 2007Emmanuel BoquetÎncă nu există evaluări
- Rédaction D'un D.M.O.S (EN ISO 15609 - 1)Document6 paginiRédaction D'un D.M.O.S (EN ISO 15609 - 1)sakina laabid50% (2)
- EssaisDocument24 paginiEssaisNaceri Mohamed RedhaÎncă nu există evaluări
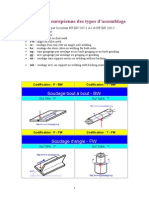
- Codification Européenne Des Types de Soudure Soudage 2000Document3 paginiCodification Européenne Des Types de Soudure Soudage 2000Mhéîdô ColoryoÎncă nu există evaluări
- Conseils Aux Utilisateurs de La Galvanisation À ChaudDocument12 paginiConseils Aux Utilisateurs de La Galvanisation À ChauddaemsalÎncă nu există evaluări
- InterpretationDocument75 paginiInterpretationMohamed Madene100% (2)
- Format de Qualification de SoudeurDocument1 paginăFormat de Qualification de SoudeurScribdTranslationsÎncă nu există evaluări
- Tache Des Inspecteur en SoudageDocument10 paginiTache Des Inspecteur en Soudageattalah.djaafar19887Încă nu există evaluări
- M12-Cours01 ProfDocument15 paginiM12-Cours01 ProfFathi KHOUDIÎncă nu există evaluări
- Anim Soudage OADocument46 paginiAnim Soudage OARebecca RileyÎncă nu există evaluări
- Projet de Procédés Et Métallurgie de Soudage DMOSP Yasmine MohamedDocument15 paginiProjet de Procédés Et Métallurgie de Soudage DMOSP Yasmine MohamedYasmine HammamiÎncă nu există evaluări
- Qualification API 1104Document38 paginiQualification API 1104walid walid100% (1)
- Qualif FRDocument8 paginiQualif FRatallah BoufatehÎncă nu există evaluări
- AWS D1.1 Guides - En.fr-1Document10 paginiAWS D1.1 Guides - En.fr-1Abdelkader AbdelkaderÎncă nu există evaluări
- Black and Gray Minimalist Presentations Work Summary PlanDocument26 paginiBlack and Gray Minimalist Presentations Work Summary PlanSouidiÎncă nu există evaluări
- Aciers Construction PresentationDocument8 paginiAciers Construction Presentationmohamed0167Încă nu există evaluări
- Iso 5817 PDFDocument14 paginiIso 5817 PDFSarah LayadiÎncă nu există evaluări
- CCTP Lot N 01 Sas HeDocument12 paginiCCTP Lot N 01 Sas HeKhalidMoutarajiÎncă nu există evaluări
- Assemblage Corniere DoubleDocument6 paginiAssemblage Corniere DoublemarcelÎncă nu există evaluări
- 04c Qmos Dmos Cle0cd6d1Document4 pagini04c Qmos Dmos Cle0cd6d1Danem HalasÎncă nu există evaluări
- 6 Structure CarrosserieDocument20 pagini6 Structure CarrosserieKhalidMoutarajiÎncă nu există evaluări
- Calculs Assemblages Par Boulons HRDocument13 paginiCalculs Assemblages Par Boulons HRBilel KhanÎncă nu există evaluări
- Codap OnDocument1 paginăCodap OnKhalidMoutarajiÎncă nu există evaluări
- Travaux 2C2A Recensement COFRENDDocument27 paginiTravaux 2C2A Recensement COFRENDKhalidMoutarajiÎncă nu există evaluări
- 04c Qmos Dmos Cle0cd6d1Document4 pagini04c Qmos Dmos Cle0cd6d1Danem HalasÎncă nu există evaluări
- Guide Pratique Pour Les Inspecteurs en Construction de Pipelines 16mar2016 FrCaDocument131 paginiGuide Pratique Pour Les Inspecteurs en Construction de Pipelines 16mar2016 FrCaKoufi100% (2)
- These LUISET Benjamin UTBM PDFDocument137 paginiThese LUISET Benjamin UTBM PDFKhalidMoutarajiÎncă nu există evaluări
- Cahier Des Charges: Contrôle Reglementaire Des Appareils A Pression de Vapeur D'Eau Du Site Inra de Jouy-En-Josas Et Domaines RattachesDocument7 paginiCahier Des Charges: Contrôle Reglementaire Des Appareils A Pression de Vapeur D'Eau Du Site Inra de Jouy-En-Josas Et Domaines RattachesKhalidMoutarajiÎncă nu există evaluări
- Tableau-Verifications-techniques Des ERPDocument5 paginiTableau-Verifications-techniques Des ERPKhalidMoutarajiÎncă nu există evaluări
- Fiche - Les Essais de DuretéDocument3 paginiFiche - Les Essais de DuretéKhalidMoutarajiÎncă nu există evaluări
- L'Exposition Externe - InterneDocument13 paginiL'Exposition Externe - InterneKhalidMoutarajiÎncă nu există evaluări
- Fiche - Les Essais de DuretéDocument3 paginiFiche - Les Essais de DuretéKhalidMoutarajiÎncă nu există evaluări
- Classification Aciers PressionDocument2 paginiClassification Aciers PressionKhalidMoutarajiÎncă nu există evaluări
- Rad 437006Document24 paginiRad 437006KhalidMoutaraji100% (1)
- Les Fondamentaux Du Procede MIG-MAGDocument135 paginiLes Fondamentaux Du Procede MIG-MAGEmilio CabaleiroÎncă nu există evaluări
- Charte Radiographie Industrielle HNDocument56 paginiCharte Radiographie Industrielle HNKhalidMoutarajiÎncă nu există evaluări
- Controles Non Destruct Ifs Par Rayonnements IonisantsDocument75 paginiControles Non Destruct Ifs Par Rayonnements IonisantsMohamed Madene100% (6)
- Qualite en SoudageDocument44 paginiQualite en Soudagemodza2383% (12)
- Adverbes Cm1 Bilan Avec Le CorrigéDocument1 paginăAdverbes Cm1 Bilan Avec Le CorrigéKhalidMoutarajiÎncă nu există evaluări
- FacebookDocument1 paginăFacebookKhalidMoutarajiÎncă nu există evaluări
- Ed 4218Document4 paginiEd 4218KhalidMoutarajiÎncă nu există evaluări
- CEWAC QS ExplicationDocument2 paginiCEWAC QS ExplicationKhalidMoutarajiÎncă nu există evaluări
- 128758Document10 pagini128758KhalidMoutarajiÎncă nu există evaluări
- 9 Ip 1 UR0 EQE2 Lo CG BC EXz 7 Icm 5 W 0Document1 pagină9 Ip 1 UR0 EQE2 Lo CG BC EXz 7 Icm 5 W 0KhalidMoutarajiÎncă nu există evaluări
- Les Radicaux Chinois - HSK AcademyDocument36 paginiLes Radicaux Chinois - HSK AcademyMika RasoanaivoÎncă nu există evaluări
- Modaris V7R2 de LectraDocument8 paginiModaris V7R2 de Lectrachhiba lahbib100% (1)
- Les Temps SurcomposésDocument3 paginiLes Temps SurcomposésA B SÎncă nu există evaluări
- Vêtements Infectieux PDFDocument6 paginiVêtements Infectieux PDFfidelASÎncă nu există evaluări
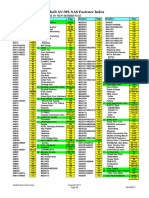
- AN MS NAS Hardware 2017 PDFDocument61 paginiAN MS NAS Hardware 2017 PDFHernan AntequeraÎncă nu există evaluări
- Plan T2eDocument4 paginiPlan T2eThắng HoàngÎncă nu există evaluări
- Le Gai Savoir: Nietzsche:, Et La Crise de La Vérité (Livre 5) Analyse Des Fragments 352, 359, 360Document7 paginiLe Gai Savoir: Nietzsche:, Et La Crise de La Vérité (Livre 5) Analyse Des Fragments 352, 359, 360bikaÎncă nu există evaluări
- Le Noir Et La Surface (Michel Foucault)Document45 paginiLe Noir Et La Surface (Michel Foucault)legrandecureuil100% (1)
- Dernières Paroles Derniers Entretiens de Thérèse Avec Ses SœursDocument271 paginiDernières Paroles Derniers Entretiens de Thérèse Avec Ses SœursLeonardo LimeiraÎncă nu există evaluări
- 1822 Le - Jardinier - Fleuriste - Et - Potager - H Et PDocument335 pagini1822 Le - Jardinier - Fleuriste - Et - Potager - H Et ProuxÎncă nu există evaluări
- Theori de L'information Et de La Communication MicDocument8 paginiTheori de L'information Et de La Communication MicEl Malick KandjiÎncă nu există evaluări
- Comment Faire Pousser Un Palmier Dattier Medjool de La GraineDocument13 paginiComment Faire Pousser Un Palmier Dattier Medjool de La Grainepassagerx007Încă nu există evaluări
- Traicte de L'oeconomie Politique - Montchrestien, AntoineDocument522 paginiTraicte de L'oeconomie Politique - Montchrestien, AntoineJuliana PeixotoÎncă nu există evaluări
- Les Giratoires en BetonDocument16 paginiLes Giratoires en BetonouniÎncă nu există evaluări
- La Magie de L'Oeil Noir PDFDocument22 paginiLa Magie de L'Oeil Noir PDFbartabackÎncă nu există evaluări
- La Vie de Jean-Henri Fabre Par DR G.V. LegrosDocument500 paginiLa Vie de Jean-Henri Fabre Par DR G.V. LegroshenkhalÎncă nu există evaluări
- Shosholoza CSC PDFDocument1 paginăShosholoza CSC PDFAziel Sto DomingoÎncă nu există evaluări
- Activités Verlan ArgotDocument2 paginiActivités Verlan ArgotmaorboÎncă nu există evaluări
- Exemplaire de CV en Anglais PDFDocument2 paginiExemplaire de CV en Anglais PDFDuwaun100% (2)
- Fiche Pédagogique Patricia KaasDocument11 paginiFiche Pédagogique Patricia KaasLilia LitraÎncă nu există evaluări
- Reconciliation CoupleDocument12 paginiReconciliation CouplePère elie AssaadÎncă nu există evaluări
- Le RéalismeDocument3 paginiLe Réalismeevelina_turcule4939Încă nu există evaluări
- VIOLA - Bach 6 Suite PreludioDocument3 paginiVIOLA - Bach 6 Suite PreludioOsvaldo SuarezÎncă nu există evaluări
- Les Prépositions de Lieu ExercicesDocument8 paginiLes Prépositions de Lieu ExercicesThibault De MaertelaereÎncă nu există evaluări
- Textes Dictees Ce2Document7 paginiTextes Dictees Ce2Mirela EftimieÎncă nu există evaluări
- Ordinateur HPDocument3 paginiOrdinateur HPmetoui62Încă nu există evaluări
- Projet FutuhatDocument12 paginiProjet FutuhatSoolayÎncă nu există evaluări