S-ar putea să vă placă și
- Solutions Manual to accompany Engineering Materials ScienceDe la EverandSolutions Manual to accompany Engineering Materials ScienceEvaluare: 4 din 5 stele4/5 (1)
- Theory - Book Completo PDFDocument609 paginiTheory - Book Completo PDFadriasiq3068100% (1)
- Transmission Line Reference Book - 345 KV and Above Epri 1982Document640 paginiTransmission Line Reference Book - 345 KV and Above Epri 1982adriasiq306885% (13)
- Transmission Line Reference Book - 345 KV and Above Epri 1982Document640 paginiTransmission Line Reference Book - 345 KV and Above Epri 1982adriasiq306885% (13)
- Electrical Engineering NotesDocument170 paginiElectrical Engineering NotesArabang Raditapole0% (1)
- Kaminksi Kazan PD 1Document4 paginiKaminksi Kazan PD 1api-39041399325% (4)
- 0K 353 Guidelines For Increased Utilization of Overhead Transmission LinesDocument170 pagini0K 353 Guidelines For Increased Utilization of Overhead Transmission Linesadriasiq3068Încă nu există evaluări
- 0K 353 Guidelines For Increased Utilization of Overhead Transmission LinesDocument170 pagini0K 353 Guidelines For Increased Utilization of Overhead Transmission Linesadriasiq3068Încă nu există evaluări
- Describing PeopleDocument2 paginiDescribing Peoplescatach50% (2)
- 500 Real English PhrasesDocument38 pagini500 Real English PhrasesIon Sava100% (2)
- Pellegrino Calladine 1985 Matrix Analysis of Statically and Kinetically Indeterminate FrameworksDocument20 paginiPellegrino Calladine 1985 Matrix Analysis of Statically and Kinetically Indeterminate Frameworkscolkurtz21Încă nu există evaluări
- Principles of Temperature MeasurementDocument21 paginiPrinciples of Temperature MeasurementAddisu Safo BoseraÎncă nu există evaluări
- Obect:-Apparatus Required:: Practical No.1Document5 paginiObect:-Apparatus Required:: Practical No.1mohammad_nizamaniÎncă nu există evaluări
- Paper-Creep Life Estimation of T22Document9 paginiPaper-Creep Life Estimation of T22Parmanand RautÎncă nu există evaluări
- (ME-2505) Lab 1Document9 pagini(ME-2505) Lab 1Ruman Hossain RonyÎncă nu există evaluări
- Course Update: Ceramic MaterialsDocument7 paginiCourse Update: Ceramic Materialssayhigaurav07Încă nu există evaluări
- Thermal Conductivity of Metal RodDocument3 paginiThermal Conductivity of Metal RodBhargava S Padmashali100% (1)
- 1 s2.0 S0167577X1301700X Main PDFDocument4 pagini1 s2.0 S0167577X1301700X Main PDFSamah SamahÎncă nu există evaluări
- Assignment 1Document5 paginiAssignment 1Miriam NagyÎncă nu există evaluări
- Ultra ConductorsDocument28 paginiUltra ConductorsAnu Kp50% (8)
- Heat Transfer Lab Experiment ReportDocument5 paginiHeat Transfer Lab Experiment ReportMuhammed Rafi K M67% (3)
- Heat Chap03 039Document17 paginiHeat Chap03 039Kerem GönceÎncă nu există evaluări
- Solution of Transient 2D Heat Conduction Problem Using Freefem++Document4 paginiSolution of Transient 2D Heat Conduction Problem Using Freefem++Chicca PantanoÎncă nu există evaluări
- Kusadasi ACEMPDocument5 paginiKusadasi ACEMPapacheÎncă nu există evaluări
- Chapter 1: INTRODUCTIONDocument19 paginiChapter 1: INTRODUCTIONVikas KhicharÎncă nu există evaluări
- Formation of Persistent Dislocation Loops by Ultra-High Strain-Rate Deformation During Cold SprayingDocument10 paginiFormation of Persistent Dislocation Loops by Ultra-High Strain-Rate Deformation During Cold SprayingStellina ZolaÎncă nu există evaluări
- Heat Conservation in Liquid Iron, 2005-07-10Document5 paginiHeat Conservation in Liquid Iron, 2005-07-10arnaldorcr8646100% (1)
- Thermal Analysis of Electrical Machines Limits and Heat Transfer PrinciplesDocument2 paginiThermal Analysis of Electrical Machines Limits and Heat Transfer PrinciplesAnonymous sAmJfcVÎncă nu există evaluări
- Characterization and Modeling of Metal-Insulator Transition (MIT) Based Tunnel JunctionsDocument2 paginiCharacterization and Modeling of Metal-Insulator Transition (MIT) Based Tunnel JunctionsDr-Mandeep SinghÎncă nu există evaluări
- HT TUT2 SolutionDocument9 paginiHT TUT2 SolutionAsim UstadÎncă nu există evaluări
- Phase Stability of High Manganese Austenitic Steels For Cryogenic ApplicationsDocument8 paginiPhase Stability of High Manganese Austenitic Steels For Cryogenic ApplicationsKhairul MuzafarÎncă nu există evaluări
- Tutorial SheetDocument5 paginiTutorial Sheetpradeep.kumarÎncă nu există evaluări
- Kom Manual PDFDocument44 paginiKom Manual PDFShivam DoharÎncă nu există evaluări
- Resistance ThermometryDocument52 paginiResistance ThermometryRAJAÎncă nu există evaluări
- 21, Rue D'artois, F-75008 PARIS: CIGRE 2012Document8 pagini21, Rue D'artois, F-75008 PARIS: CIGRE 2012Hugh EdwardsÎncă nu există evaluări
- Steady Heat ConductionDocument81 paginiSteady Heat ConductionIsmail MughalÎncă nu există evaluări
- PCB-integrated Metallic Thermal Micro-Actuators: Eniko T. Enikov, Kalin LazarovDocument7 paginiPCB-integrated Metallic Thermal Micro-Actuators: Eniko T. Enikov, Kalin LazarovKarthik RaoÎncă nu există evaluări
- Practice Problems For Quiz 2Document6 paginiPractice Problems For Quiz 2divyanshuÎncă nu există evaluări
- 13 ThermoelasticityDocument18 pagini13 ThermoelasticityaderancÎncă nu există evaluări
- HT 02 ConductionDocument37 paginiHT 02 ConductionDubistWhiteÎncă nu există evaluări
- Character Is at Ion of Polyimides Under High-Temperature SlidingDocument8 paginiCharacter Is at Ion of Polyimides Under High-Temperature SlidingAlberto GamberiniÎncă nu există evaluări
- 3D Electro-Thermal Study For Reliability of Automotive Power Vertical MOSFET Using COMSOL MultiphysicsDocument4 pagini3D Electro-Thermal Study For Reliability of Automotive Power Vertical MOSFET Using COMSOL MultiphysicsAnika TabassumÎncă nu există evaluări
- Heat Treatment of Metal Surfaces by A Conformal Electron BeamDocument6 paginiHeat Treatment of Metal Surfaces by A Conformal Electron BeamM Hadyan MuslihanÎncă nu există evaluări
- Title Mist Intensified Cooling in SpotDocument8 paginiTitle Mist Intensified Cooling in SpotCahya WaskitaÎncă nu există evaluări
- Thermal Stability and Performance Data For Sm-Co 2 17 High-TemperatureDocument4 paginiThermal Stability and Performance Data For Sm-Co 2 17 High-TemperatureelectronenergyÎncă nu există evaluări
- 2011FMconf FusingcurrentDocument12 pagini2011FMconf FusingcurrentKrzyszto FPÎncă nu există evaluări
- Predicting Temperature Rise of Ferrite Cored TransformersDocument5 paginiPredicting Temperature Rise of Ferrite Cored TransformersPhạm Văn TưởngÎncă nu există evaluări
- EEE308 AssignmentDocument8 paginiEEE308 AssignmentToriqul IslamÎncă nu există evaluări
- Heat Transfer May2004 NR 320305Document8 paginiHeat Transfer May2004 NR 320305Nizam Institute of Engineering and Technology LibraryÎncă nu există evaluări
- TG14 Version 3 July 2019Document7 paginiTG14 Version 3 July 2019Donig FermanianÎncă nu există evaluări
- Chapter 3 Heat Trasnfer 4001Document45 paginiChapter 3 Heat Trasnfer 4001Maria Camila De la RosaÎncă nu există evaluări
- 13 - Thermal PropertyDocument18 pagini13 - Thermal PropertyNikhil Kumar ChennuriÎncă nu există evaluări
- Design of Aluminum Rolling Processes For Foil, Sheet, and PlateDocument46 paginiDesign of Aluminum Rolling Processes For Foil, Sheet, and Platered_fulcrum2011Încă nu există evaluări
- Reading 3Document20 paginiReading 3shafyvonommyÎncă nu există evaluări
- Ductile CeramicsDocument61 paginiDuctile CeramicsFlorin AndreiÎncă nu există evaluări
- Electrical Conduction Mechanism in Polycrystalline Titanium Oxide Thin FilmsDocument5 paginiElectrical Conduction Mechanism in Polycrystalline Titanium Oxide Thin FilmsjohnmirraÎncă nu există evaluări
- T.C. Forensic - JAPANESE REPORTS ON ELECTRICAL FIRE CAUSES - Abstract 3Document5 paginiT.C. Forensic - JAPANESE REPORTS ON ELECTRICAL FIRE CAUSES - Abstract 3ecordova1Încă nu există evaluări
- What Annealing Is and How It Degrades THDocument8 paginiWhat Annealing Is and How It Degrades THHari SunderÎncă nu există evaluări
- AAAdddd 1Document3 paginiAAAdddd 1Anonymous ufMAGXcskMÎncă nu există evaluări
- 6Document52 pagini6Virendra Kumar PareekÎncă nu există evaluări
- Electrical Conductivity and ResistivityDocument3 paginiElectrical Conductivity and ResistivityYuvaraj SathishÎncă nu există evaluări
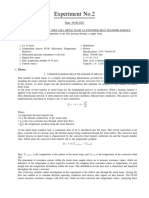
- Experiment No.2: Date: 30-08-2023Document4 paginiExperiment No.2: Date: 30-08-2023navneetservÎncă nu există evaluări
- Tugas 01: Classification and Characteristics of SteelsDocument8 paginiTugas 01: Classification and Characteristics of SteelsAprian HidayatÎncă nu există evaluări
- Numerical Simulation Nugget Formation 14Document15 paginiNumerical Simulation Nugget Formation 14tobiasÎncă nu există evaluări
- Mechanical Behavior of Aluminum-Lithium Alloys at Cryogenic TemperaturesDocument7 paginiMechanical Behavior of Aluminum-Lithium Alloys at Cryogenic TemperaturesHani AshriÎncă nu există evaluări
- 3.3.2 Current Capacity of The CableDocument11 pagini3.3.2 Current Capacity of The CableardiwilagagunÎncă nu există evaluări
- Properties of ElectrodepositsDocument27 paginiProperties of Electrodepositsjvo917Încă nu există evaluări
- Loss Reduction in Distribution TransformersDocument37 paginiLoss Reduction in Distribution Transformerstapas_kbÎncă nu există evaluări
- Iec WT 01-2001 PDFDocument56 paginiIec WT 01-2001 PDFadriasiq3068Încă nu există evaluări
- D5.1.55 - Dynamic Line RatingDocument62 paginiD5.1.55 - Dynamic Line Ratingadriasiq3068Încă nu există evaluări
- Fourcornerslevel2powerpoint 141122163716 Conversion Gate02 PDFDocument350 paginiFourcornerslevel2powerpoint 141122163716 Conversion Gate02 PDFAlexander AntónÎncă nu există evaluări
- TowersDocument72 paginiTowersboltgingerkoppyÎncă nu există evaluări
- Automatic ControlDocument241 paginiAutomatic Controladriasiq3068Încă nu există evaluări
- Elt 267 1Document10 paginiElt 267 1adriasiq3068Încă nu există evaluări
- D5.1.55 - Dynamic Line RatingDocument62 paginiD5.1.55 - Dynamic Line Ratingadriasiq3068Încă nu există evaluări
- TowersDocument72 paginiTowersboltgingerkoppyÎncă nu există evaluări
- 028 - 2005 - Xlpe Insulated Single Core Underground Cables Up To 33kv Rated VoltageDocument13 pagini028 - 2005 - Xlpe Insulated Single Core Underground Cables Up To 33kv Rated Voltageadriasiq3068Încă nu există evaluări
- A Data Fusion Architecture For Enhanced Position Estimation in Wireless NetworksDocument3 paginiA Data Fusion Architecture For Enhanced Position Estimation in Wireless Networksadriasiq3068Încă nu există evaluări
- Premium B2 WBDocument146 paginiPremium B2 WBadriasiq3068Încă nu există evaluări
- New Interlink 4 TG Todo Internetx - 0Document98 paginiNew Interlink 4 TG Todo Internetx - 0adriasiq3068Încă nu există evaluări
- Sundararajan 1996aDocument6 paginiSundararajan 1996aadriasiq3068Încă nu există evaluări
- Premium B2 Exam ReviserDocument34 paginiPremium B2 Exam ReviserJohn Moyes100% (1)
- Weather, Corona, and The Decay of Trapped Energy On Transmission LinesDocument9 paginiWeather, Corona, and The Decay of Trapped Energy On Transmission Linesadriasiq3068Încă nu există evaluări
- BOJIć - Switching Transients in 400 KV Transmission Network Due To Circuit Breaker FailureDocument6 paginiBOJIć - Switching Transients in 400 KV Transmission Network Due To Circuit Breaker Failureadriasiq3068Încă nu există evaluări
- CIGRE - Benefits and Economical Aspects - (2004) PDFDocument34 paginiCIGRE - Benefits and Economical Aspects - (2004) PDFadriasiq3068Încă nu există evaluări
- LL Upp UN4 LPDocument1 paginăLL Upp UN4 LPadriasiq3068Încă nu există evaluări
- Simulation of The 500 KV SF6 Circuit Breaker Cutoff Process During The Unsuccessful Three-Phase AutoreclosingDocument6 paginiSimulation of The 500 KV SF6 Circuit Breaker Cutoff Process During The Unsuccessful Three-Phase Autoreclosingintiw_23Încă nu există evaluări
- Cigre Elt - 183 - 2Document31 paginiCigre Elt - 183 - 2adriasiq3068Încă nu există evaluări
- Cigre Elt - 183 - 2Document31 paginiCigre Elt - 183 - 2adriasiq3068Încă nu există evaluări
- 1 - SomDocument82 pagini1 - SomJegan KrishnaÎncă nu există evaluări
- Fracture MechanicsDocument231 paginiFracture MechanicsSohrab Gheibi86% (7)
- Fracture Intro 9 Pics NoLogoDocument20 paginiFracture Intro 9 Pics NoLogoRaj RamanathanÎncă nu există evaluări
- Kaunas University of Technology: Mechanical Engineering and Design FacultyDocument78 paginiKaunas University of Technology: Mechanical Engineering and Design FacultyvsÎncă nu există evaluări
- Steel Structures By: Dr. Amr IbrahimDocument31 paginiSteel Structures By: Dr. Amr IbrahimFgaier AhmedÎncă nu există evaluări
- Equilibrium & Compatibility (0 7) : X X F X X X FDocument9 paginiEquilibrium & Compatibility (0 7) : X X F X X X FAshok PradhanÎncă nu există evaluări
- Ca1 - Tme205-03-2023Document6 paginiCa1 - Tme205-03-2023Charls zaviorÎncă nu există evaluări
- CE6501 Structural Analysis I 2 Marks Unit 3 PDFDocument14 paginiCE6501 Structural Analysis I 2 Marks Unit 3 PDFJuan WagnerÎncă nu există evaluări
- Modeling Parameters For The Nonlinear Analysis of Reinforced Concrete Beams Under Cyclic LoadingDocument12 paginiModeling Parameters For The Nonlinear Analysis of Reinforced Concrete Beams Under Cyclic LoadingVladekÎncă nu există evaluări
- CH 8W Fracture From Student Extra Callister PDFDocument37 paginiCH 8W Fracture From Student Extra Callister PDFSayyadh Rahamath BabaÎncă nu există evaluări
- Dassios 2017Document12 paginiDassios 2017Eber Javier Lenes PuelloÎncă nu există evaluări
- Results Postprocessing: Chapter EightDocument50 paginiResults Postprocessing: Chapter EightIftekher Ahmed KhanÎncă nu există evaluări
- Ahss Guidelines V 23Document113 paginiAhss Guidelines V 23Radesh VangipuramÎncă nu există evaluări
- API Casing Collapse CalcsDocument8 paginiAPI Casing Collapse CalcsJay SadÎncă nu există evaluări
- 09 Deflection-Virtual Work Method Beams and Frames-1Document38 pagini09 Deflection-Virtual Work Method Beams and Frames-1MayMST50% (4)
- Ass5 PDFDocument4 paginiAss5 PDFakhtar khanÎncă nu există evaluări
- Grade 80 Percent of WoodDocument4 paginiGrade 80 Percent of WoodChris John Q. TeñidoÎncă nu există evaluări
- Non-Associated Plasticity For Soils, Concrete and RockDocument64 paginiNon-Associated Plasticity For Soils, Concrete and RockErnest NsabimanaÎncă nu există evaluări
- Energy MethodDocument44 paginiEnergy MethodZulfadhli ZainudinÎncă nu există evaluări
- Welding of P91Document10 paginiWelding of P91mahmoud_allam3Încă nu există evaluări
- Strain, Strain Rate, Stress-2Document26 paginiStrain, Strain Rate, Stress-2Marika LeitnerÎncă nu există evaluări
- Nonlinear Analysis of Rectangular and T-Shaped Concrete Walls (CMS-0324559)Document351 paginiNonlinear Analysis of Rectangular and T-Shaped Concrete Walls (CMS-0324559)Rory Cristian Cordero RojoÎncă nu există evaluări
- Experimental and Numerical Investigations On Seismic Responses of Reinforced Concrete Structures Considering Strain Rate EffectDocument15 paginiExperimental and Numerical Investigations On Seismic Responses of Reinforced Concrete Structures Considering Strain Rate EffectIon SococolÎncă nu există evaluări
- Creep - EMM212 - Physical Metallurgy IIDocument34 paginiCreep - EMM212 - Physical Metallurgy IICalebÎncă nu există evaluări
- Design of Reinforced Concrete StructureDocument83 paginiDesign of Reinforced Concrete StructurekarthiksampÎncă nu există evaluări
- Lab 5Document10 paginiLab 5Tayyab ZafarÎncă nu există evaluări
- APPSC Common CE ME Paper II PDFDocument19 paginiAPPSC Common CE ME Paper II PDFVenkat MacharlaÎncă nu există evaluări