S-ar putea să vă placă și
- Extending Continuous Path Trajectories To Point-To Point Trajectories by Varying Intermediate PointsDocument9 paginiExtending Continuous Path Trajectories To Point-To Point Trajectories by Varying Intermediate Pointszhaodong.liangÎncă nu există evaluări
- Spline and Spline Wavelet Methods with Applications to Signal and Image Processing: Volume III: Selected TopicsDe la EverandSpline and Spline Wavelet Methods with Applications to Signal and Image Processing: Volume III: Selected TopicsÎncă nu există evaluări
- Creating Through Points in Linear Function With Parabolic Blends Path by Optimization MethodDocument13 paginiCreating Through Points in Linear Function With Parabolic Blends Path by Optimization MethodPrem KumarÎncă nu există evaluări
- Application of Dynamic Programming To Optimization of Running Profile of A TrainDocument10 paginiApplication of Dynamic Programming To Optimization of Running Profile of A Trainbasardeniz87Încă nu există evaluări
- Optimal Train Schedule With Headway and Passenger Flow Dynamic ModelsDocument6 paginiOptimal Train Schedule With Headway and Passenger Flow Dynamic ModelsRahul sardanaÎncă nu există evaluări
- 08 Robotics F16MTE Path and Trajectory PlanningDocument21 pagini08 Robotics F16MTE Path and Trajectory PlanningasadÎncă nu există evaluări
- Motion Planning As Probabilistic Inference Using Gaussian Processes and Factor GraphsDocument9 paginiMotion Planning As Probabilistic Inference Using Gaussian Processes and Factor GraphsmusikmitmartinÎncă nu există evaluări
- Ci 8Document12 paginiCi 8Thanh DatÎncă nu există evaluări
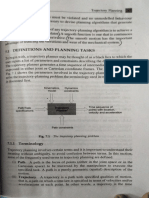
- Definitions and Planning Tasks: Tobegin With, A Trajectory Planner May Be Thought of As A Black Box To Which TheDocument7 paginiDefinitions and Planning Tasks: Tobegin With, A Trajectory Planner May Be Thought of As A Black Box To Which The20131A5327 KONDETI SHIVA NARASIMHAÎncă nu există evaluări
- Fully-Pipelined VLSI Architectures The Kinematics of Robot ManipulatorsDocument7 paginiFully-Pipelined VLSI Architectures The Kinematics of Robot ManipulatorskiranvlsiÎncă nu există evaluări
- 19EE5803 UNIT-4 Path Planning: Prepared by S.ChithraDocument49 pagini19EE5803 UNIT-4 Path Planning: Prepared by S.ChithraTizon Star100% (1)
- Constant Kinetic Energy Robot Trajectory PlanningDocument16 paginiConstant Kinetic Energy Robot Trajectory PlanningstaktikaÎncă nu există evaluări
- Formulation and Optimization of Cubic Polynomial Joint Trajectories For Industrial RobotsDocument9 paginiFormulation and Optimization of Cubic Polynomial Joint Trajectories For Industrial Robotswanglei2112221990100% (1)
- Kinmatics Invese CalcuDocument6 paginiKinmatics Invese CalcukinfegetaÎncă nu există evaluări
- A New Method For Smooth Trajectory Planning of Robot ManipulatorsDocument17 paginiA New Method For Smooth Trajectory Planning of Robot Manipulatorswanglei2112221990Încă nu există evaluări
- Microcontroller Based Model Design of A Train Collision Avoidance SystemDocument9 paginiMicrocontroller Based Model Design of A Train Collision Avoidance SystemIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalÎncă nu există evaluări
- Robotic Arm Control System For Mars Rover AnalogueDocument5 paginiRobotic Arm Control System For Mars Rover Analoguecntez11Încă nu există evaluări
- Experiment 3: 300035 - Kinematics and Kinetics of Machines (Kinematics Half)Document9 paginiExperiment 3: 300035 - Kinematics and Kinetics of Machines (Kinematics Half)uzair jahanzebÎncă nu există evaluări
- Time Table Ch2Document16 paginiTime Table Ch2madan321Încă nu există evaluări
- Parallel Algorithms and Architectures 1Document22 paginiParallel Algorithms and Architectures 1Ismael Abdulkarim AliÎncă nu există evaluări
- Contraction of Timetable Networks With Realistic Transfers: Geisberger@kit - EduDocument26 paginiContraction of Timetable Networks With Realistic Transfers: Geisberger@kit - Edumadan321Încă nu există evaluări
- LBNL 49407Document8 paginiLBNL 49407Luckysaluter SaluterÎncă nu există evaluări
- Arc Length Parameter InterpolationDocument10 paginiArc Length Parameter InterpolationLim AndrewÎncă nu există evaluări
- A Bilevel Model of Taxation and Its Application To Optimal Pricing of Congested HighwaysDocument6 paginiA Bilevel Model of Taxation and Its Application To Optimal Pricing of Congested HighwaysshotorbariÎncă nu există evaluări
- Mechanical Engineering and SciencesDocument9 paginiMechanical Engineering and ScienceswarnoiseÎncă nu există evaluări
- Huacai2013 PDFDocument6 paginiHuacai2013 PDFIslo BenÎncă nu există evaluări
- Article 23Document6 paginiArticle 23hk germanÎncă nu există evaluări
- Path Following Mobile Robot in The Presence of Velocity ConstraintsDocument12 paginiPath Following Mobile Robot in The Presence of Velocity ConstraintsmonikÎncă nu există evaluări
- Fault Detection of PM Synchronous Motor Via Modulating FunctionsDocument6 paginiFault Detection of PM Synchronous Motor Via Modulating Functionsjithesh87Încă nu există evaluări
- National Institute of Technology: Karnataka, SurathkalDocument36 paginiNational Institute of Technology: Karnataka, SurathkalSneha JogdhankarÎncă nu există evaluări
- Kinematic Control of A Seven-Joint Manipulator With Non-Spherical WristDocument6 paginiKinematic Control of A Seven-Joint Manipulator With Non-Spherical WristgusalemanÎncă nu există evaluări
- Intelligent Simulation of Multibody Dynamics: Space-State and Descriptor Methods in Sequential and Parallel Computing EnvironmentsDocument19 paginiIntelligent Simulation of Multibody Dynamics: Space-State and Descriptor Methods in Sequential and Parallel Computing EnvironmentsChernet TugeÎncă nu există evaluări
- Domme 1967Document12 paginiDomme 1967Carlos ChávezÎncă nu există evaluări
- Computer Solution: Digital Electromagnetic Transients Multiphase NetworksDocument12 paginiComputer Solution: Digital Electromagnetic Transients Multiphase NetworksObed GarcíaÎncă nu există evaluări
- Safe and Effective Determinant Evaluation: February 25, 1994Document16 paginiSafe and Effective Determinant Evaluation: February 25, 1994David ImmanuelÎncă nu există evaluări
- Computer Aided Analysis and Synthesis of MechanismsDocument10 paginiComputer Aided Analysis and Synthesis of MechanismsKartikeya Shukla100% (1)
- Class Notes, Trajectory Planning, COMS4733: 1 TrajectoriesDocument9 paginiClass Notes, Trajectory Planning, COMS4733: 1 TrajectoriesVashish RamrechaÎncă nu există evaluări
- MET2007 Lars AbrahamssonDocument6 paginiMET2007 Lars AbrahamssonnpfhÎncă nu există evaluări
- Real-Time Model Predictive Control of A Laboratory Liquid Tanks SystemDocument7 paginiReal-Time Model Predictive Control of A Laboratory Liquid Tanks SystemVaghela ChintanÎncă nu există evaluări
- Content PDFDocument14 paginiContent PDFrobbyyuÎncă nu există evaluări
- Trip Assignment: Lecture Notes in Transportation Systems EngineeringDocument11 paginiTrip Assignment: Lecture Notes in Transportation Systems EngineeringAyaÎncă nu există evaluări
- Atk Transport CalculationsDocument35 paginiAtk Transport CalculationsLiviu BadeaÎncă nu există evaluări
- 080 Manipulator Trajectory PlanningDocument23 pagini080 Manipulator Trajectory PlanningJohan RojasÎncă nu există evaluări
- Model Predictive Control of A Permanent Magnet Synchronous Motor With Experimental ValidationDocument19 paginiModel Predictive Control of A Permanent Magnet Synchronous Motor With Experimental ValidationAlimamy KoromaÎncă nu există evaluări
- What Is A Parallel RobotDocument46 paginiWhat Is A Parallel Robotminh_bk0101Încă nu există evaluări
- 10 1109@iCoMET48670 2020 9074060Document6 pagini10 1109@iCoMET48670 2020 9074060mohammedismail4869Încă nu există evaluări
- Level Set Based Path Planning Using A Novel Path Optimization Algorithm For RobotsDocument8 paginiLevel Set Based Path Planning Using A Novel Path Optimization Algorithm For RobotsBhagya PatilÎncă nu există evaluări
- Parametric Cad/Cae Tool in Modal Analysis: Numerical Results and Experimental OutcomesDocument4 paginiParametric Cad/Cae Tool in Modal Analysis: Numerical Results and Experimental OutcomesShan aliÎncă nu există evaluări
- Iterative Volume-of-Fluid Interface Positioning in General Polyhedrons With Consecutive Cubic Spline InterpolationDocument27 paginiIterative Volume-of-Fluid Interface Positioning in General Polyhedrons With Consecutive Cubic Spline InterpolationGlenn GouldÎncă nu există evaluări
- Effective Estimation of Speed and Rotor Position of A PM Synchronous Motor Drive by A Kalman FiltDocument7 paginiEffective Estimation of Speed and Rotor Position of A PM Synchronous Motor Drive by A Kalman FiltAli H. NumanÎncă nu există evaluări
- Icra09 TaskSpaceTrajectoriesCubicSplineOptimizationDocument8 paginiIcra09 TaskSpaceTrajectoriesCubicSplineOptimizationsigmateÎncă nu există evaluări
- Optimal Design Methodology For An AGV Transportation System by Using The Queuing Network TheoryDocument10 paginiOptimal Design Methodology For An AGV Transportation System by Using The Queuing Network TheorybhumijayaÎncă nu există evaluări
- Fast Linear Parameter Varying Model Predictive Control of Buck DC-DC Converters Based On FPGADocument13 paginiFast Linear Parameter Varying Model Predictive Control of Buck DC-DC Converters Based On FPGAnhatvpÎncă nu există evaluări
- Computers and Mathematics With Applications: D. Mierke, C.F. Janßen, T. RungDocument22 paginiComputers and Mathematics With Applications: D. Mierke, C.F. Janßen, T. RungAT8iÎncă nu există evaluări
- Journal Pre-Proofs: International Journal of Electronics and Commu-NicationsDocument27 paginiJournal Pre-Proofs: International Journal of Electronics and Commu-NicationspetruskaraÎncă nu există evaluări
- Computer Implementation of An Optimal Conformal Mapping For Gear Tooth Stress AnalysisDocument9 paginiComputer Implementation of An Optimal Conformal Mapping For Gear Tooth Stress Analysisభుక్య వెంకటేష్Încă nu există evaluări
- Matrix Transpose On Meshes: Theory and PracticeDocument5 paginiMatrix Transpose On Meshes: Theory and PracticeshashankÎncă nu există evaluări
- "Report On Patch Antennas Issues": Assignment # 03Document3 pagini"Report On Patch Antennas Issues": Assignment # 03Amir KhanÎncă nu există evaluări
- Arc ParamDocument10 paginiArc ParamgomsonÎncă nu există evaluări
- Final Soil Test ReportDocument7 paginiFinal Soil Test ReportPrateek JhanjiÎncă nu există evaluări
- As 2812-2005 Welding Brazing and Cutting of Metals - Glossary of TermsDocument6 paginiAs 2812-2005 Welding Brazing and Cutting of Metals - Glossary of TermsSAI Global - APAC0% (1)
- ASSA ABLOY - Digital Cam LocksDocument12 paginiASSA ABLOY - Digital Cam LocksSales Project 2 VCPÎncă nu există evaluări
- B777 ChecklistDocument2 paginiB777 ChecklistMarkus Schütz100% (1)
- Inv INDIGO 22.11.2021 + TRDocument1 paginăInv INDIGO 22.11.2021 + TRJunis MamedovÎncă nu există evaluări
- W L 1176Document1 paginăW L 1176shama093Încă nu există evaluări
- Training BookletDocument20 paginiTraining BookletMohamedAliJlidiÎncă nu există evaluări
- 'I' Series Incubators With A Natural Air Circulation: CharacteristicsDocument4 pagini'I' Series Incubators With A Natural Air Circulation: CharacteristicstitouÎncă nu există evaluări
- Times of India - Supply Chain Management of Newspapers and MagazinesDocument18 paginiTimes of India - Supply Chain Management of Newspapers and MagazinesPravakar Kumar33% (3)
- How To Size Hydropneumatic TankDocument3 paginiHow To Size Hydropneumatic TankfelipeÎncă nu există evaluări
- Average - Aptitude MCQ Questions and Solutions Wit - 1597107113795Document6 paginiAverage - Aptitude MCQ Questions and Solutions Wit - 1597107113795Manish ChavannavarÎncă nu există evaluări
- Bloomberg Certification FAQ BMC (Bloomberg Market Concepts) : Goizueta Business LibraryDocument3 paginiBloomberg Certification FAQ BMC (Bloomberg Market Concepts) : Goizueta Business LibrarySarah Raquel Bozo Herrera100% (1)
- Syllabus 330C SystemsDocument1 paginăSyllabus 330C SystemsDANIEL VARGAS RODRIGUEZÎncă nu există evaluări
- Gudenaaparken (Randers) - All You Need To Know BEFORE You GoDocument8 paginiGudenaaparken (Randers) - All You Need To Know BEFORE You GoElaine Zarb GiorgioÎncă nu există evaluări
- ¿Cómo Se Utilizan Las Partituras en La Enseñanza y El Aprendizaje de La Música?Document15 pagini¿Cómo Se Utilizan Las Partituras en La Enseñanza y El Aprendizaje de La Música?manaimanaÎncă nu există evaluări
- How To Restring An Acoustic Guitar Nicholas OngkowijayaDocument9 paginiHow To Restring An Acoustic Guitar Nicholas Ongkowijayaplebeius31Încă nu există evaluări
- Sixthsense: - Sanjana Sukumar 3Rd YearDocument2 paginiSixthsense: - Sanjana Sukumar 3Rd YearSanjana SukumarÎncă nu există evaluări
- Brady Lecture 6Document32 paginiBrady Lecture 6TygerGoose0% (1)
- Kumbh Mela 2019 Presentation Mela AuthorityDocument35 paginiKumbh Mela 2019 Presentation Mela AuthorityBanibrataChoudhuryÎncă nu există evaluări
- DELTA - IA-HMI - Danfoss VLT 2800 - FC Protocol - CM - EN - 20111122Document4 paginiDELTA - IA-HMI - Danfoss VLT 2800 - FC Protocol - CM - EN - 20111122Ronnie Ayala SandovalÎncă nu există evaluări
- Photometric Design White PaperDocument5 paginiPhotometric Design White PaperScott VokeyÎncă nu există evaluări
- Nessus 6.3 Installation GuideDocument109 paginiNessus 6.3 Installation GuideminardmiÎncă nu există evaluări
- 4455770110e1 Parts ManualDocument31 pagini4455770110e1 Parts ManualSimon AlbertÎncă nu există evaluări
- Alexandria University Faculty of Engineering: Electromechanical Engineering Sheet 1 (Synchronous Machine)Document5 paginiAlexandria University Faculty of Engineering: Electromechanical Engineering Sheet 1 (Synchronous Machine)Mahmoud EltawabÎncă nu există evaluări
- Video Games Industry FinalDocument44 paginiVideo Games Industry FinalZee100% (4)
- Scooptram ST14 Battery: Fully Battery Electric Loader With 14-Tonne CapacityDocument8 paginiScooptram ST14 Battery: Fully Battery Electric Loader With 14-Tonne CapacityAnonymous Mdw6y7Q1Încă nu există evaluări
- Mmro C 053 MD 0357 Interior PL DrawingsDocument82 paginiMmro C 053 MD 0357 Interior PL DrawingsAnonymous 4Ts8UBFwzÎncă nu există evaluări
- Free Convection (Formulae & Problems)Document15 paginiFree Convection (Formulae & Problems)ananth2012Încă nu există evaluări
- Tank TacticsDocument241 paginiTank TacticsSlobodan Petrovic100% (1)
- Characteristics of Responsible Users and Competent Producers of Media and InformationDocument83 paginiCharacteristics of Responsible Users and Competent Producers of Media and InformationMarson B. GranaÎncă nu există evaluări
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldDe la EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldEvaluare: 4.5 din 5 stele4.5/5 (55)
- Generative AI: The Insights You Need from Harvard Business ReviewDe la EverandGenerative AI: The Insights You Need from Harvard Business ReviewEvaluare: 4.5 din 5 stele4.5/5 (2)
- Cyber War: The Next Threat to National Security and What to Do About ItDe la EverandCyber War: The Next Threat to National Security and What to Do About ItEvaluare: 3.5 din 5 stele3.5/5 (66)
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityDe la EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityEvaluare: 5 din 5 stele5/5 (1)
- Algorithms to Live By: The Computer Science of Human DecisionsDe la EverandAlgorithms to Live By: The Computer Science of Human DecisionsEvaluare: 4.5 din 5 stele4.5/5 (722)
- The Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldDe la EverandThe Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldEvaluare: 4.5 din 5 stele4.5/5 (107)
- Chaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyDe la EverandChaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyEvaluare: 3.5 din 5 stele3.5/5 (111)
- Chip War: The Quest to Dominate the World's Most Critical TechnologyDe la EverandChip War: The Quest to Dominate the World's Most Critical TechnologyEvaluare: 4.5 din 5 stele4.5/5 (228)
- Solutions Architect's Handbook: Kick-start your career as a solutions architect by learning architecture design principles and strategiesDe la EverandSolutions Architect's Handbook: Kick-start your career as a solutions architect by learning architecture design principles and strategiesÎncă nu există evaluări
- Python for Beginners: A Crash Course Guide to Learn Python in 1 WeekDe la EverandPython for Beginners: A Crash Course Guide to Learn Python in 1 WeekEvaluare: 4.5 din 5 stele4.5/5 (7)
- 100M Offers Made Easy: Create Your Own Irresistible Offers by Turning ChatGPT into Alex HormoziDe la Everand100M Offers Made Easy: Create Your Own Irresistible Offers by Turning ChatGPT into Alex HormoziÎncă nu există evaluări
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessDe la EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessÎncă nu există evaluări
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveDe la EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveÎncă nu există evaluări
- Four Battlegrounds: Power in the Age of Artificial IntelligenceDe la EverandFour Battlegrounds: Power in the Age of Artificial IntelligenceEvaluare: 5 din 5 stele5/5 (5)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindDe la EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindÎncă nu există evaluări
- Clean Code: A Handbook of Agile Software CraftsmanshipDe la EverandClean Code: A Handbook of Agile Software CraftsmanshipEvaluare: 5 din 5 stele5/5 (13)
- Excel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceDe la EverandExcel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceÎncă nu există evaluări
- Learn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.De la EverandLearn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.Evaluare: 5 din 5 stele5/5 (34)
- Dark Data: Why What You Don’t Know MattersDe la EverandDark Data: Why What You Don’t Know MattersEvaluare: 4.5 din 5 stele4.5/5 (3)
- Hacks To Crush Plc Program Fast & Efficiently Everytime... : Coding, Simulating & Testing Programmable Logic Controller With ExamplesDe la EverandHacks To Crush Plc Program Fast & Efficiently Everytime... : Coding, Simulating & Testing Programmable Logic Controller With ExamplesEvaluare: 5 din 5 stele5/5 (1)
- Excel 2023 for Beginners: A Complete Quick Reference Guide from Beginner to Advanced with Simple Tips and Tricks to Master All Essential Fundamentals, Formulas, Functions, Charts, Tools, & ShortcutsDe la EverandExcel 2023 for Beginners: A Complete Quick Reference Guide from Beginner to Advanced with Simple Tips and Tricks to Master All Essential Fundamentals, Formulas, Functions, Charts, Tools, & ShortcutsÎncă nu există evaluări
- Artificial Intelligence: The Insights You Need from Harvard Business ReviewDe la EverandArtificial Intelligence: The Insights You Need from Harvard Business ReviewEvaluare: 4.5 din 5 stele4.5/5 (104)
- Working with AI: Real Stories of Human-Machine Collaboration (Management on the Cutting Edge)De la EverandWorking with AI: Real Stories of Human-Machine Collaboration (Management on the Cutting Edge)Evaluare: 5 din 5 stele5/5 (5)