S-ar putea să vă placă și
- White Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsDocument7 paginiWhite Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsdanemsalÎncă nu există evaluări
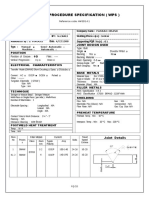
- Welding Procedure Specification NO. 8-32-1: National Certified Pipe Welding BureauDocument7 paginiWelding Procedure Specification NO. 8-32-1: National Certified Pipe Welding BureauDanem HalasÎncă nu există evaluări
- 208 4Document35 pagini208 4danemsalÎncă nu există evaluări
- Fundamentals - ValvesDocument52 paginiFundamentals - Valvesapi-3808778100% (2)
- Psrao Welding DefectsDocument35 paginiPsrao Welding DefectsdanemsalÎncă nu există evaluări
- Buried PipeDocument83 paginiBuried PipePlalvarezcelis100% (3)
- Παρουσίαση EC3 Connections Και ΙNSTANT Steel 2012Document28 paginiΠαρουσίαση EC3 Connections Και ΙNSTANT Steel 2012danemsalÎncă nu există evaluări
- ZorcDocument6 paginiZorcdanemsalÎncă nu există evaluări
- 4 1 Sirin ManuscriptDocument6 pagini4 1 Sirin ManuscriptdanemsalÎncă nu există evaluări
- Yongxu Yang 2Document164 paginiYongxu Yang 2danemsalÎncă nu există evaluări
- Ultrasonic SolutionDocument46 paginiUltrasonic Solutionsoumyadev86% (14)
- ThickWalledCylinder and PressShrinkFit ShigDocument17 paginiThickWalledCylinder and PressShrinkFit ShigArooj WaniÎncă nu există evaluări
- WPS Smaw1gDocument1 paginăWPS Smaw1gDanem HalasÎncă nu există evaluări
- Bts Roc Methodes 2002 PDFDocument36 paginiBts Roc Methodes 2002 PDFdanemsalÎncă nu există evaluări
- A - SeriesDocument18 paginiA - SeriesdanemsalÎncă nu există evaluări
- B Section 202 To 212Document11 paginiB Section 202 To 212joshua_tan_31Încă nu există evaluări
- Causes and Cures of Common Welding Defects: Blow HolesDocument12 paginiCauses and Cures of Common Welding Defects: Blow HolesDeepak GuptaÎncă nu există evaluări
- StructEngII Connections 276-327Document52 paginiStructEngII Connections 276-327danemsalÎncă nu există evaluări
- Psrao Welding DefectsDocument35 paginiPsrao Welding DefectsdanemsalÎncă nu există evaluări
- Bts Roc Methodes 2009Document31 paginiBts Roc Methodes 2009Med Ali MaatougÎncă nu există evaluări
- 4 1 Sirin ManuscriptDocument6 pagini4 1 Sirin ManuscriptdanemsalÎncă nu există evaluări
- Calculate HVL Material Attenuation CoefficientDocument4 paginiCalculate HVL Material Attenuation CoefficientdanemsalÎncă nu există evaluări
- Welding Processes: Basic Ideas, Terminology, Properties of The Welding ArcDocument38 paginiWelding Processes: Basic Ideas, Terminology, Properties of The Welding ArcdanemsalÎncă nu există evaluări
- CDC UP Test Plan TemplateDocument20 paginiCDC UP Test Plan TemplatedanemsalÎncă nu există evaluări
- Course Module 9Document10 paginiCourse Module 9danemsalÎncă nu există evaluări
- B Section 202 To 212Document11 paginiB Section 202 To 212joshua_tan_31Încă nu există evaluări
- Ultrasonic SolutionDocument46 paginiUltrasonic Solutionsoumyadev86% (14)
- Arccosts PDFDocument27 paginiArccosts PDFharry_1981Încă nu există evaluări
- A - SeriesDocument18 paginiA - SeriesdanemsalÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Quiz 1Document3 paginiQuiz 1JULIANNE BAYHONÎncă nu există evaluări
- 31 Legacy of Ancient Greece (Contributions)Document10 pagini31 Legacy of Ancient Greece (Contributions)LyreÎncă nu există evaluări
- Lab Report 1Document8 paginiLab Report 1Hammad SattiÎncă nu există evaluări
- Amber ToolsDocument309 paginiAmber ToolshkmydreamsÎncă nu există evaluări
- READING 4.1 - Language and The Perception of Space, Motion, and TimeDocument10 paginiREADING 4.1 - Language and The Perception of Space, Motion, and TimeBan MaiÎncă nu există evaluări
- 5 Tests of Significance SeemaDocument8 pagini5 Tests of Significance SeemaFinance dmsrdeÎncă nu există evaluări
- Unit 5 - Assessment of One'S Teaching Practice: Universidad de ManilaDocument15 paginiUnit 5 - Assessment of One'S Teaching Practice: Universidad de ManilaDoc Joey100% (3)
- Daftar PustakaDocument3 paginiDaftar PustakaNurha ZizahÎncă nu există evaluări
- Unit 3.1 - Hydrostatic ForcesDocument29 paginiUnit 3.1 - Hydrostatic ForcesIshmael MvunyiswaÎncă nu există evaluări
- Lecture 6-Design For ShearDocument14 paginiLecture 6-Design For ShearMarkos DanielÎncă nu există evaluări
- Spectro Xepos Brochure 2016Document8 paginiSpectro Xepos Brochure 2016Mary100% (1)
- The Critical Need For Software Engineering EducationDocument5 paginiThe Critical Need For Software Engineering EducationGaurang TandonÎncă nu există evaluări
- University Reserch Worksheet PDFDocument7 paginiUniversity Reserch Worksheet PDFapi-410567922Încă nu există evaluări
- Smell Detectives: An Olfactory History of Nineteenth-Century Urban AmericaDocument35 paginiSmell Detectives: An Olfactory History of Nineteenth-Century Urban AmericaUniversity of Washington PressÎncă nu există evaluări
- CH 11 & CH 12 John R. Schermerhorn - Management-Wiley (2020)Document16 paginiCH 11 & CH 12 John R. Schermerhorn - Management-Wiley (2020)Muhammad Fariz IbrahimÎncă nu există evaluări
- ECE Laws and Ethics NotesDocument29 paginiECE Laws and Ethics Notesmars100% (1)
- CHEE319 Tutorial 4 SolnDocument13 paginiCHEE319 Tutorial 4 SolnyeshiduÎncă nu există evaluări
- Empowerment Technology - Week 2Document3 paginiEmpowerment Technology - Week 2yahgieÎncă nu există evaluări
- Giraffe Juice GamesDocument32 paginiGiraffe Juice Gamesgwyn022100% (3)
- Mil B 49430BDocument36 paginiMil B 49430Bparam.vennelaÎncă nu există evaluări
- Design and Simulation of Programmable AC-DC Converter Using Pulse Width Modulation (PWM) Techniques in MATLABDocument5 paginiDesign and Simulation of Programmable AC-DC Converter Using Pulse Width Modulation (PWM) Techniques in MATLABJeannot MpianaÎncă nu există evaluări
- What Is A Lecher AntennaDocument4 paginiWhat Is A Lecher AntennaPt AkaashÎncă nu există evaluări
- Course-PM SSY135 Wireless Communications 21-22Document7 paginiCourse-PM SSY135 Wireless Communications 21-22Amirhossein MohsenianÎncă nu există evaluări
- Tithi PRAVESHADocument38 paginiTithi PRAVESHAdbbircs100% (1)
- ADL MATRIX STRATEGY FOR BPCL'S GROWTHDocument17 paginiADL MATRIX STRATEGY FOR BPCL'S GROWTHSachin Nagar100% (1)
- Superficial ConclusionDocument49 paginiSuperficial ConclusionIngrid ParissÎncă nu există evaluări
- Chemical Engineering Assignment SubmissionDocument10 paginiChemical Engineering Assignment SubmissionFahad KamranÎncă nu există evaluări
- Guimaras State CollegeDocument5 paginiGuimaras State CollegeBabarianCocBermejoÎncă nu există evaluări
- Ninja's Guide To OnenoteDocument13 paginiNinja's Guide To Onenotesunil100% (1)
- Kavanaugh On Philosophical EnterpriseDocument9 paginiKavanaugh On Philosophical EnterprisePauline Zoi RabagoÎncă nu există evaluări