S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Technical Information ECU HondaDocument3 paginiTechnical Information ECU HondaWhiro Opo AriefÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Wheel AlignmentDocument21 paginiWheel Alignmentfrankhil ramosÎncă nu există evaluări
- Lucid Towing Guide2022414Document12 paginiLucid Towing Guide2022414tripathi prashantÎncă nu există evaluări
- Shutdown ScheduleDocument70 paginiShutdown ScheduleAmjad AzeemiÎncă nu există evaluări
- Mercedes Benz Trucks The Power of The Middle EastDocument18 paginiMercedes Benz Trucks The Power of The Middle EastChristopherÎncă nu există evaluări
- ScraperDocument20 paginiScraperMuhd AqibÎncă nu există evaluări
- Pavements DesignDocument21 paginiPavements DesignRamil S. ArtatesÎncă nu există evaluări
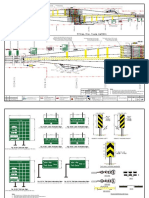
- HI-SI Toll Plaza Marking R2-23-01-2020 Final PDFDocument4 paginiHI-SI Toll Plaza Marking R2-23-01-2020 Final PDFRamBhuvan SonkarÎncă nu există evaluări
- TM 9-793 M23 AMMUNITION TRAILERDocument211 paginiTM 9-793 M23 AMMUNITION TRAILERAdvocate100% (1)
- Railways by Indiabix Section 1-4Document183 paginiRailways by Indiabix Section 1-4Joseph Tinio CruzÎncă nu există evaluări
- Site SelectionDocument21 paginiSite SelectionHaneul LeeÎncă nu există evaluări
- Ferry Terminal Design Considerations & PrinciplesDocument18 paginiFerry Terminal Design Considerations & PrinciplesNikki Angela Lirio Bercilla86% (7)
- SDM Ch14 PSCGirdersDocument48 paginiSDM Ch14 PSCGirdersfatherofgeorgeÎncă nu există evaluări
- MasterbuilderDocument4 paginiMasterbuildermahakÎncă nu există evaluări
- Major Accident Investigation Report: National Truck Accident Research CentreDocument36 paginiMajor Accident Investigation Report: National Truck Accident Research Centreemeka2012Încă nu există evaluări
- TS2016 User GuideDocument88 paginiTS2016 User GuideMarcos GastónÎncă nu există evaluări
- List of Jacksonville Infrastructure ProjectsDocument4 paginiList of Jacksonville Infrastructure ProjectsActionNewsJaxÎncă nu există evaluări
- Intro Airports Work BookDocument13 paginiIntro Airports Work BookAnantharajÎncă nu există evaluări
- 3 Series Front LoadersDocument11 pagini3 Series Front Loadersmithis3781Încă nu există evaluări
- Bofeili Owner's ManualDocument16 paginiBofeili Owner's ManualOsvaldo LatorreÎncă nu există evaluări
- Fu&Cebon 2002Document17 paginiFu&Cebon 2002akseoluÎncă nu există evaluări
- Escalators & Moving Walks: Moving Solutions With Safety, Reliability and EfficiencyDocument7 paginiEscalators & Moving Walks: Moving Solutions With Safety, Reliability and EfficiencydeniÎncă nu există evaluări
- List A To Z TransportationDocument6 paginiList A To Z TransportationSyauqi ZamryÎncă nu există evaluări
- Introduction To Bridge EngineeringDocument37 paginiIntroduction To Bridge EngineeringDilshad AzimÎncă nu există evaluări
- Railway Engg (CE-353)Document15 paginiRailway Engg (CE-353)zahid881Încă nu există evaluări
- Design and Fabrication of Lever Propelled WheelchairDocument6 paginiDesign and Fabrication of Lever Propelled WheelchairAnonymous kw8Yrp0R5rÎncă nu există evaluări
- 13.04.2022 - DPR 731 PKG-2Document31 pagini13.04.2022 - DPR 731 PKG-2Shalini BorkerÎncă nu există evaluări
- The Atlantic 202106 - Admit It You Miss Your CommuteDocument4 paginiThe Atlantic 202106 - Admit It You Miss Your CommuteLuis AlexandreÎncă nu există evaluări
- American AutoDocument37 paginiAmerican Automatthew barryÎncă nu există evaluări
- Register of National Roads - Transition - of - Government, - Constitution - of - Kenya - 2016 PDFDocument30 paginiRegister of National Roads - Transition - of - Government, - Constitution - of - Kenya - 2016 PDFJoshua Ndalo100% (1)