Documente Academic
Documente Profesional
Documente Cultură
EB Weld Heat Transfer and Fluid Flow
Încărcat de
Ciprian Mihai TărboiuDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
EB Weld Heat Transfer and Fluid Flow
Încărcat de
Ciprian Mihai TărboiuDrepturi de autor:
Formate disponibile
orange rai layout:Layout 1 2/11/09 3:24 PM Page 54
Heat Transfer and Fluid Flow during Electron
Beam Welding of 304L Stainless Steel Alloy
Models were used to calculate the three-dimensional temperature field and fluid
velocities for electron beam welding of 304L stainless steel
BY R. RAI, T. A. PALMER, J. W. ELMER, AND T. DEBROY
ABSTRACT and fluid flow models for electron beam
significant. The influence of convec-
welding are not available in the literature.
tion was illustrated by comparing the
A numerical model for three-dimen- Klemens (Ref. 7) performed pressure bal-
calculated weld pool geometries in
sional heat transfer and fluid flow in ance at the keyhole walls to calculate the
the presence and absence of convec-
keyhole mode electron beam welding keyhole radius. Mazumder and Steen
tion. The vapor pressures and wall
was developed and applied to 304L (Ref. 8) proposed a 3-D heat conduction
temperatures in the keyhole in-
WELDING RESEARCH
stainless steel welds made at different model for the calculation of temperature
creased with increase in the peak
power density distributions achieved profiles in the workpiece. Kaplan (Ref. 12)
power density.
by varying the focal spot radius at a and Zhao (Ref. 19) calculated the asym-
fixed input power. The model first cal- metric keyhole profile at high welding
culates keyhole geometry based on en- speeds by considering energy balance at
ergy balance on keyhole walls and Introduction the keyhole walls. Sudnik et al. (Ref. 13)
then solves the three-dimensional approximated the 3-D fluid flow in the
temperature field and fluid velocities High-energy-density electron beams weld pool by 2-D flows in horizontal and
in the workpiece. Since the energy bal- are often used to join a wide range of ma- vertical planes. Ki et al. (Refs. 17, 18) cal-
ance and, consequently, the keyhole terials with an equally wide range of thick- culated the transient evolution of the key-
penetration are affected by the key- nesses for applications where a high aspect hole and the weld pool during laser weld-
hole wall temperatures, the variation ratio (depth/width) and narrow heat- ing using the level set method to track the
of the keyhole wall temperature with affected zone are needed. Due to the very liquid-vapor interface. Rai et al. (Refs.
depth has been considered. A modi- high intensity of electron beams, the work- 2023) calculated the asymmetric keyhole
fied turbulence model based on piece material undergoes strong localized profile through energy balance at keyhole
Prandtls mixing length hypothesis was evaporation, resulting in the formation of walls considering multiple reflections of
used to calculate the spatially variable a narrow and deep vapor cavity or key- the laser beam within the keyhole, and the
effective values of thermal conductiv- hole (Refs. 1, 2). A pressure gradient 3-D heat transfer and fluid flow in the
ity and viscosity to account for en- forms along the keyhole depth because of weld pool. Elmer et al. (Ref. 24) proposed
hanced heat and mass transfer due to the flow of metal vapor resulting in a vari- three heat conduction models for electron
turbulence in the weld pool. Unlike ation in the equilibrium temperatures of beam welding based on distributed, point,
models available in literature, the the keyhole walls with weld depth. Tem- or line heat sources, depending on the
model proposed in this work considers peratures at the top and the bottom of the power densities and compared calculated
the physical processes like variations keyhole can differ by several hundred de- and measured weld geometries. Wei and
of keyhole wall temperatures with grees (Ref. 3), which results in the flow of Giedt (Ref. 25) proposed a two-
depth and the resulting influence on liquid metal in the vertical direction under dimensional heat transfer and fluid flow
calculation of keyhole depth and fluid the influence of the surface-tension gradi- model and computed the free surface tem-
velocities along the keyhole wall, and ent along the keyhole walls. perature, liquid layer thickness, and tan-
three-dimensional heat and mass While many numerical models for heat gential free surface fluid velocities assum-
transport. Thus, the model can be ap- transfer and fluid flow have been devel- ing the surface tension gradient to be the
plied to materials with a range of ther- oped for keyhole mode laser welding main driving force for the fluid flow. Wei
mophysical properties. The model was (Refs. 423), comprehensive heat transfer and Chow (Ref. 26) studied the effect of
used to study the fluid flow patterns in beam focusing and alloying elements on
the weld pool and their effects on the the shape of the electron beam keyhole.
calculated weld geometry. The calcu- Assuming the vapor cavity to be a parabo-
lated weld dimensions agreed reason- KEYWORDS loid of revolution, Wei and Shian (Ref. 27)
ably well with the measured values. calculated penetration depth and surface
Peclet number calculation showed Electron Beam Welding temperatures using an analytical three-
that convective heat transfer was very Keyhole dimensional heat conduction model.
Heat Transfer Here we propose a three-dimensional
Fluid Flow phenomenological model for heat transfer
Stainless Steel and fluid flow in electron beam welding
R. RAI, T. A. PALMER, and T. DEBROY are with
Department of Materials Science and Engineering, Weld Process Simulation that considers keyhole formation and the
The Pennsylvania State University, University Park, Three-Dimensional variation of keyhole wall temperature as a
Pa. J. W. ELMER is with Lawrence Livermore Na- Phenomenological Model function of depth. A very important pa-
tional Laboratory, Livermore, Calif. rameter in the electron beam welding
54-s MARCH 2009, VOL. 88
orange rai layout:Layout 1 2/11/09 3:24 PM Page 55
A B
Z,mm
Z,mm
Y,
Y,
m
m
m
X, mm
m
X, mm
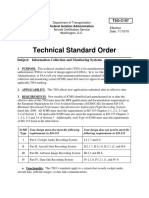
Fig. 1 Beam shape for 0.17-mm beam radius Fig. 2 Fluid flow pattern in electron beam weld for focal spot radius of the following: A 0.13 mm;
produced at sharp focus settings for 1000-W power B 0.28 mm. Labels 1, 2, and 3 represent 1697, 1900, and 2200 K, respectively.
at a work distance of 229 mm.
process is the power density distribution. The stainless steel workpiece had a com- at 1/e2 of the peak intensity (FWe2) are
In this work, the model was applied to position of 18.2%Cr, 8.16%Ni, 1.71%Mn, measured. The beam radius was taken to
welds made on 304L stainless steel with 0.02%C, 0.082%N, 0.47%Mo, 0.44%Si, be of the FWe2 value measured by the
fixed input power and welding speed but 0.14%Co, 0.35%Cu, 0.0004%S, 0.03%P, EMFC. Figure 1 shows the beam shape for
WELDING RESEARCH
different power density distributions. The and balance Fe. Six welds were made using the case of a 0.17-mm focal spot radius,
power density distribution was varied by a sharply focused beam at different work from EB welding machine model number
changing the work distance and then refo- distances (Table 1). The resulting weld SN/175 manufactured by Hamilton Stan-
cusing the electron beam to a sharp spot pool cross sections were polished and dard at a 229-mm work distance (Ref. 28).
on the workpiece surface. The increase in etched with electrolytic oxalic acid solu- Since the beam has an elliptical shape, the
the focal spot diameter with increasing tion to provide the outline of the fusion effective value of the beam radius was
work distance also affects the geometry of zone boundary. Image Pro, Version 4.1 taken as the radius of a circle with an area
the weld pool shape (Ref. 28). The calcu- was then used to measure the weld di- equal to the actual beam spot (Ref. 28).
lated and the experimental weld geome- mensions (Ref. 28). The beam shape and radius may vary with
tries were compared for each case and the The sharp focus condition was deter- distance from the focal plane, which can
effect of variation of power density distri- mined by using an enhanced modified affect the weld geometry. However, due to
bution on the weld geometry was investi- Faraday cup (EMFC) device to ensure a a lack of data on the divergence of the
gated. The resulting fluid flow circulation more consistent and quantified beam beam near the focal plane, its effect has
patterns in the 304L stainless steel elec- focus than is manually possible (Ref. 28). been neglected in this work.
tron beam weld pools were studied. The The EMFC device samples the electron
nail-head-shaped weld cross section of beam through 17 linear slits placed radi- Mathematical Model
electron beam welds observed in this study ally around a tungsten slit disk and con-
was explained in terms of the fluid flow verts them into voltage drops across the Calculation of Keyhole Profile
and resulting convective heat transfer. known resistor. A computer-assisted to-
mographic (CT) imaging algorithm is then Quasi-steady state and flat top surface
Experiments used to reconstruct the power density dis- outside the keyhole region are assumed.
tribution of the beam using the data from The fluctuations of the keyhole shape and
Autogenous electron beam welds were the 17 linear slits. From the reconstructed size have been neglected. Energy balance
made on 9.5-mm-thick 304L stainless steel beam, the peak power density, full width is performed on the liquid-vapor interface
samples with a power of 1000 W (100 kV, of the beam at half of its peak intensity to calculate the keyhole geometry using a
10 mA) and a welding speed of 17 mm/s. (FWHM), and the full width of the beam model that is available in literature (Refs.
Table 1 Experimental and Calculated Weld Dimensions for Welds Made at 1000-W Input Power and 17 mm/s Welding Speed Using Electron
Beam Welding Machine S/N 175
WD Rf PPD dm dc % wm wc % MA AR
mm mm kW/mm2 mm mm error mm mm error mm2
127 0.131 34.9 4.46 4.20 6.19 1.27 1.38 7.97 2.40 3.52
184 0.166 21.6 4.21 3.87 8.79 1.29 1.52 15.13 2.55 3.27
229 0.173 20.0 3.97 3.80 4.47 1.48 1.58 6.33 2.63 2.65
305 0.207 14.1 3.69 3.56 3.65 1.48 1.68 11.90 2.58 2.49
381 0.243 10.2 3.39 3.33 1.80 1.55 1.76 11.93 2.56 2.19
457 0.279 7.79 2.96 2.97 0.34 1.71 1.90 10.00 2.62 1.73
WD; work-distance, Rf: radius of focal spot; PPD: peak power density; d; depth; w: width; subscripts m and c stand for measured and calculated; MA: melted cross-sectional
area; AR: aspect ratio.
WELDING JOURNAL 55-s
orange rai layout:Layout 1 2/13/09 9:40 AM Page 56
A B B
C
C
WELDING RESEARCH
D E F
Fig. 3 Fluid flow in the weld made with 0.28-mm beam radius in transverse planes at the following
locations behind the electron beam: A 0.11 mm; B 0.28 mm; C 0.45 mm; D 0.62 mm; E
0.78 mm; and F 0.95 mm. Only the top 3.5 mm of the total plate thickness of 9.5 mm is shown.
12, 1923). The temperature gradient in p = gz + (T)/r(z) (1)
the vertical direction is small compared to
that along any direction in the horizontal where is the density, g is the acceleration Fig. 4 Fluid flow in the weld made with 0.28-
mm beam radius in longitudinal planes at the
plane. Therefore, the heat transfer takes due to gravity, (T) is the surface tension following locations from the centerline: A 0
place mainly along horizontal planes. at temperature T, and r(z) is the keyhole mm; B 0.28 mm; and C 0.45 mm. Labels
However, the temperature gradient on the radius at distance z from the top surface. 1, 2, and 3 represent 1697, 1900, and 2200 K, re-
keyhole walls along the vertical direction The decrease in r(z) with increasing depth spectively. Only the top 3.5 mm of the total plate
is still sufficient to generate surface ten- in the keyhole results in an increase in the thickness of 9.5 mm is shown.
sion driven flow along the keyhole walls in surface tension force. As a result, the
the vertical direction. vapor pressure required to keep the key-
The keyhole is kept open by a balance hole open increases with depth. Thus, the
between the surface tension force /r(z), vapor pressure at various depths in the equilibrium temperature vs. pressure rela-
the hydrostatic force due to the liquid keyhole can be calculated from the above tion for the alloy-vapor interface assuming
head gz, and the vapor pressure inside equation. ideal solution behavior (Ref. 29). The key-
the keyhole p through the following The temperature at the keyhole wall at hole geometry is iteratively calculated first
relationship: any depth can then be calculated from the by assuming a constant temperature equal
to the normal boiling point of the alloy at
1 atmosphere on the keyhole walls. The
Table 2 Data Used for Calculations calculation of the energy balance at the
keyhole walls is described elsewhere
Physical Property Value (Refs. 12, 1923). The wall temperature is
Solidus temperature, (K) [Refs. 23, 48] 1697
modified in subsequent iterations by first
Liquidus temperature, (K) [Refs. 23, 48] 1727 calculating the vapor pressure required to
Density of liquid (kg/m3) [Ref. 23] 7000 balance the surface tension and the hy-
Specific heat of solid, (J/kg K) [Ref. 23] 712 drostatic force at the keyhole wall. Using
Specific heat of liquid, (J/kg K) [Ref. 23] 800 this calculated vapor pressure, the wall
Viscosity, (Pa-s) [Ref. 23] 0.007 temperature is then determined through
Coefficient of thermal expansion, (1/K) [Ref. 23] 1.96 105 equilibrium temperature vs. pressure rela-
Temperature coefficient of surface tension, (N/m K) [Ref. 48] 0.43 103
Enthalpy of solid at melting point, (J/kg) [Refs. 23, 48] 1.20 106
tion, changing the keyhole depth and ra-
Enthalpy of liquid at melting point, (J/kg) [Refs. 23, 48] 1.26 106 dius. Thus, the wall temperatures are cor-
Emissivity 0.3 rected with each iteration, and the
Heat transfer coefficient, W/m2-K 210 calculations continue until the change in
Plasma attenuation coefficient, (m1) 10 keyhole depth with each additional itera-
Absorption coefficient 0.2 tion becomes less than 104 mm, at which
point the calculations are assumed to con-
Values are estimated based on the data available in the reference.
56-s MARCH 2009, VOL. 88
orange rai layout:Layout 1 2/11/09 3:25 PM Page 57
A Depth,mm A B
C D
B
Width, mm
WELDING RESEARCH
Fig. 5 A Variation of weld depth with spot radius; B variation of weld width with spot radius. Fig. 6 Comparison of experimental and calcu-
lated weld geometries for focal spot radii: A
0.131 mm; B 0.173 mm; C 0.207 mm; D
0.243 mm; E 0.279 mm. Input power: 1000 W.
Welding speed: 17 mm/s.
verge. During calculation of the asymmet- values for the solid phase were tempera- metal flow in the weld pool can be repre-
ric keyhole geometry, all temperatures in- ture dependent and the thermal conduc- sented by the following momentum con-
side the keyhole were assigned the wall tivity data were available up to a tempera- servation equation (Refs. 33, 34):
temperature at that depth, for the identi- ture of 1273 K. Approximate thermal
( ) = u + S
fication of the keyhole. At each horizontal conductivity values above this tempera-
xy plane, where x is the direction of weld- ture were estimated based on linear ex- u uu
j i j j
ing, the keyhole boundary was identified trapolation of the experimental data for + (2))
by both minimum and maximum x values 304L stainless steel (Ref. 31). Thermal t x x x j
i i i
for any given y value. conductivity for liquid was calculated
The attenuation of the beam due to ab- based on the Wiedemann-Franz relation,
sorption and scattering, as it traverses a which states that the ratio of thermal con- where is the density, t is the time, xi is the
unit distance in the plasma, is estimated by ductivity to the product of temperature distance along the ith (i = 1, 2, and 3) or-
using attenuation coefficients (Ref. 12). and electrical conductivity is a constant thogonal direction, uj is the velocity com-
The beam attenuation affects the amount (Ref. 32). The electrical conductivity of ponent along the j direction, is the ef-
of electron beam energy incident on key- liquid stainless steel was taken as the elec- fective viscosity, and Sj is the source term
hole walls below the workpiece surface. It trical conductivity of liquid iron at its the- for the jth momentum equation and is
is assumed that the energy loss due to oretical melting point, which was close to given as
large angle backscattering of electrons by the value obtained by extrapolating the p ui
the plasma in a deep, narrow keyhole is data for electrical resistivity of 18Cr-8Ni S = +
small (Ref. 30). Consequently, a small steel between 300 and 1273 K to the liq-
j
x x x
j i j
value of attenuation coefficient has been uidus temperature (Ref. 29).
2
assumed here for the attenuation of the
( )
electron beam. With a plasma attenuation
coefficient value of 10/m used for electron
Heat Transfer and Fluid Flow in the Weld
Pool
1 fL
C
f3 +B
u j + g j T Tref ( )
beam plasma here, 99% and 96% of the L
electron beam passes through lengths of 1 After calculating the keyhole profile, u
and 4 mm, respectively, through the the fluid flow and heat transfer in the weld j
U (3)
plasma. Table 2 lists the values of material pool are modeled by solving the equations x
1
properties and process parameters used of conservation of mass, momentum, and
for the calculations. Thermal conductivity energy in three dimensions. The liquid where p represents pressure, U is the weld-
WELDING JOURNAL 57-s
orange rai layout:Layout 1 2/11/09 3:26 PM Page 58
tions were solved for the complete work-
piece. For the region inside the keyhole,
the coefficients and source terms in the
discretized algebraic equations were ad-
justed to obtain zero fluid velocities and
temperature equal to the wall tempera-
ture at that depth. The methodology for
the implementation of known values of
variables in any specified location of the
solution domain is well documented in the
literature (Ref. 34).
Fig. 7 Variation of vapor pressure in the keyhole A B
with depth for radius of 0.13 and 0.28 mm. z = 0 at Boundary Conditions
the surface of the workpiece.
A 3-D Cartesian coordinate system is
used in the calculation, and only half of the
workpiece is considered since the weld is
Wall temperature, K
symmetrical about the weld centerline.
The boundary conditions are discussed as
follows.
Top Surface
Outside the region of vapor cavity, the
C D weld top surface is assumed to be flat. The
velocity boundary conditions are given as
WELDING RESEARCH
Fig. 8 Variation of keyhole wall temperature with Fig. 9 Weld pool cross sections for focal spot (Refs. 4043)
depth for radius of 0.13 and 0.28 mm. z = 0 at the radius of 0.13 mm: A With convection and B
surface of the workpiece. without convection; and 0.28 mm: C with u d T
convection and D without convection. Input =f
L
power: 1000 W, welding speed: 17 mm/s. z dT x
v d T
=f
L
z dT y
ing velocity, is the coefficient of volume heat of fusion. The liquid fraction fL is as- w=0 (8)
expansion, and Tref is a reference temper- sumed to vary linearly with temperature where u, v, and w are the velocity compo-
ature taken here as the solidus tempera- for simplicity (Ref. 37): nents along the x, y, and z directions, re-
ture. The third term represents the fric- spectively, and d/dT is the temperature
tional dissipation in the mushy zone coefficient of surface tension. As shown in
according to the Carman-Kozeny equa- 1 T >T
L this equation, the u and v velocities are de-
tion for flow through a porous media termined from the Marangoni effect
T T
(Refs. 35, 36), where fL is the liquid frac- S
f = T T T (5) (Refs. 4043). The w velocity is equal to
tion, B is a very small computational con- L
S L
LT T
S
zero since the outward flow at the top sur-
stant introduced to avoid division by zero, face is assumed to be negligible.
and C is a constant accounting for the 0 T <T
S The heat flux at the top surface is given
mushy zone morphology (a value of 1.6
104 was used in the present study) (Ref. as
36). The fourth term is the buoyancy where TL and TS are the liquidus and
source term (Refs. 3741). The last term solidus temperatures, respectively. Thus, f x2 + y2
accounts for the relative motion between the transport of thermal energy in the T fQ
k = exp
the electron beam and the workpiece weld workpiece can be expressed by the z top r 2 r2
(Ref. 37). following modified energy equation: b b
The following continuity equation is
solved in conjunction with the momentum
h ( ) = k
uh
i h
4 4
T T h T T
a c (
a )
equation to obtain the pressure field. + +S (6) h J (9)
t x x C x h v ,i v ,i
( )=0
i i p i i=1
u
i
(4) where k is the thermal conductivity. The where rb is the beam radius, f (=3.0) is the
x source term Sh is due to the latent heat power distribution factor, Q is the total
i
content and is given as power, is the absorption coefficient, is
In order to trace the weld pool liq- the Stefan-Boltzmann constant, is the
uid/solid interface, i.e., the phase change,
the total enthalpy H is represented by a S =
( ) ( u H )
H
i
emissivity, hc is the heat transfer coeffi-
cient, hv,i is the heat of evaporation for the
sum of sensible heat h and latent heat con- h
t x ith element, Jv,i is the evaporation flux for
tent H, i.e., H = h + H (Ref. 37). The i the ith element calculated using the Lang-
sensible heat h is expressed as h=CpdT, h H muir equation (Ref. 1), and Ta is the am-
U U (7))
where Cp is the specific heat, and T is the x x bient temperature. In Equation 9, the first
temperature. The latent heat content H 1 1 term on the right-hand side is the heat
is given as H=fLL, where L is the latent The heat transfer and fluid flow equa- input from the Gaussian heat source. The
58-s MARCH 2009, VOL. 88
orange rai layout:Layout 1 2/11/09 3:26 PM Page 59
second, third, and fourth terms represent where t is the turbulent viscosity, lm is the 5. Steps 24 are repeated until the vari-
the heat loss by radiation, convection, and mixing length, and vt is the turbulence ve- ation of keyhole depth with further itera-
vaporization, respectively. locity. The mixing length at any location tion becomes less than 104 mm.
within the weld pool is the distance trav- 6. The keyhole geometry is mapped
Symmetric Plane eled by an eddy before its decay and is onto a coarser mesh for 3-D heat transfer
often taken as the distance from the near- and fluid flow calculations. Temperatures
The boundary conditions are defined est wall (Ref. 45). The extent of computed are assigned on the keyhole wall from the
as zero flux across the symmetric surface, turbulent kinetic energy was found to be values calculated during keyhole geome-
i.e., the vertical plane defined by the weld- about 10% of the mean kinetic energy, in try calculation based on equilibrium pres-
ing direction, as a controlled numerical study of recirculat- sure-temperature relations for the alloy.
ing flows in a small square cavity (Ref. 46). 7. The momentum and energy balance
u w Yang and DebRoy (Ref. 47) computed equations are solved keeping fixed tem-
= 0, v = 0, =0 (10)
y y mean velocity and turbulent energy fields peratures on the keyhole wall, and assum-
during GMA welding of HSLA 100 steel ing no mass flux across the wall boundary.
h using a two equation k- model. Their re- Convergence was assumed when residuals
=0 (11) sults also show that there is a 10% contri- of enthalpy and u, v, and w velocities are
y
bution of the turbulent kinetic energy to less than 1%.
the mean kinetic energy. The turbulent ve- 8. A turbulence model is used to up-
Keyhole Surface locity vt can therefore be expressed as date the viscosities and thermal conduc-
tivities in the liquid phase.
h = hw (12) v = 0.1v 2 (15)
t
Results and Discussion
where hw is the sensible heat of the mate- By coupling Equations 14 and 15, the
rial at the local wall temperature. The ve- turbulent viscosity can be expressed as Figure 2 shows the computed weld
locity component perpendicular to the geometry and the 3-D fluid flow within the
keyhole surface is assigned zero to repre- t = 0.3lmv (16) weld pool for the welds made with the
WELDING RESEARCH
sent no mass flux due to convection. Along highest (0.28 mm) and the lowest (0.13
the keyhole walls, the temperature gradi- mm) beam radii at input power of 1000 W
ent in the vertical direction results in the The effective viscosity at a particular and welding speed of 17 mm/s. The flow of
surface tension gradient. As a result, point can be expressed as the sum of the molten metal is driven by the surface ten-
Marangoni convection currents are turbulent (t) and laminar (l) viscosities, sion gradient along the keyhole walls and
formed in the vertical direction along the i.e., = t + l. The corresponding local on the top surface of the weld pool. A neg-
surface of the keyhole. The w-velocity turbulent thermal conductivities are cal- ative temperature coefficient of surface
boundary condition along the keyhole culated by using the turbulent Prandtl tension drives fluid flow at the top surface
walls is therefore given as number, which is defined in the following from the high-temperature region near
relationship: the keyhole to the low-temperature region
w d T near the solid-liquid boundary, resulting
=f (13)
n L
dT z c in enhanced heat transfer at the top
t p surface.
Pr = (17)
where n is the direction vector normal to k Within the keyhole, temperatures are
the keyhole surface. t
highest at the bottom and lowest near the
where kt is the turbulent thermal conduc- top surface. This temperature gradient
Solid Surfaces tivity. For the calculations described here, along the keyhole surface drives fluid flow
the turbulent thermal conductivity is cal- from the hot keyhole bottom to the top,
At all solid surfaces far away from the culated by assuming a Prandtl number of resulting in a fluid flow pattern in the weld
heat source, a convective heat transfer 0.9, based on previous modeling work pool where hot fluid moves along the key-
boundary condition is given and the veloc- (Refs. 44, 46). hole walls to the top, moving outward
ities are set to be zero. from there, and finally coming back in-
Calculation Methodology ward and down along the solid-liquid
Turbulence Model
boundary. A distinct nail-head shape re-
The calculation of heat transfer and sults from this type of fluid flow pattern.
The presence of fluctuating velocities
fluid flow in the workpiece was done in the Figure 3 shows the fluid flow in trans-
during welding often enhances the rates of
following steps: verse planes perpendicular to the welding
transport of heat, mass, and momentum in
1. The keyhole geometry is calculated direction at selected distances from the
the weld pool. An appropriate turbulence
based on a heat balance model available in heat source. Plane a is the closest to the
model that provides a systematic frame-
the literature (Ref. 17) and boiling point electron beam location (0.11 mm) and
work for calculating effective viscosity and
temperature at all locations on the key- plane f is the farthest behind the electron
thermal conductivity (Refs. 41, 42) is used
hole wall. beam (0.95 mm). The keyhole region,
to account for the fluctuating velocities.
2. The vapor pressure in the keyhole is which is characterized by the absence of
The values of these properties vary with
calculated at all depths through a force velocity vectors at the center of the weld
the location in the weld pool and depend
balance between the vapor pressure, sur- pool, is present only in Fig. 3A. Under the
on the local characteristics of the fluid
face tension, and hydrostatic force. influence of surface-tension gradients at
flow. In this work, a turbulence model
3. Wall temperatures are calculated for the vapor-liquid interface, the fluid near
based on Prandtls mixing length hypothe-
all depths from the equilibrium pressure- the keyhole wall moves from the bottom to
sis is used to estimate the turbulent vis-
temperature relations for the given alloy. the top. The magnitude of fluid velocities
cosity (Ref. 45)
4. Keyhole geometry is calculated as- in the vertical direction is highest near the
suming new values of wall temperatures at vapor-liquid interface and decreases to
t = lmvt (14)
different depths. zero at the solid-liquid boundary. As the
WELDING JOURNAL 59-s
orange rai layout:Layout 1 2/11/09 3:26 PM Page 60
distance of the transverse section from the comes narrower and deeper as the beam at the top surface of the workpiece. The
heat source increases, fluid gradually radius is decreased. The narrower key- differences in shape and size of the cal-
starts to come downward and the reversal hole for lower focal spot radius requires culated weld pools in absence of and in
of the direction of fluid velocity from up- a larger vapor pressure to balance the the presence of convection indicate the
ward to downward happens at shorter dis- surface tension force that tends to close significance of convective heat transfer
tances from the top surface. the keyhole. Therefore, vapor pressures under the conditions considered.
In the longitudinal sections shown in are higher for the higher peak power den-
Fig. 4, the fluid moves upward near the sities obtained with the smaller focal spot Summary and Conclusions
heat source location and circulates back- radii. In accordance with higher vapor
ward near the top surface resulting in en- pressures in the keyhole for the smaller The geometry of the keyhole formed
hanced heat transfer toward the rear of beam radius, equilibrium wall tempera- during electron beam welding was calcu-
the weld pool and an elongated weld pool. tures at the keyhole walls are higher for lated through an energy balance at the
The circulation pattern is similar in all of the beam radius of 0.13 mm as compared keyhole walls considering the variation of
the longitudinal sections shown in Fig. 4 to the larger beam radius of 0.28 mm as vapor pressure and keyhole wall tempera-
located at different distances from the shown in Fig. 8. The higher keyhole wall ture with depth. A numerical heat transfer
weld centerline. temperatures calculated for the smaller and fluid flow model was used to calculate
As shown in Table 1, an increase in focal spot radius are consistent with more the three-dimensional temperature field
work distance from 127 to 457 mm re- intense heating. The average tempera- and fluid velocities for electron beam
sulted in more than a twofold increase in ture gradient in the perpendicular-to- welding of 304L stainless steel. A turbu-
the beam focal spot radius (Rf). With a welding direction was always significantly lence model based on Prandtls mixing
larger focal spot radius, the beam is more higher than that along the keyhole wall in length hypothesis was used to estimate the
diffuse and the peak power density is the vertical direction. For example, for effective viscosities and thermal conduc-
lower, decreasing from 34.9 kW/mm2 for the weld made with the beam radius of tivities in the weld pool. The vapor pres-
127-mm work distance (focal radius = 0.28 mm, the average temperature gradi- sure in the keyhole was calculated through
0.13 mm) to 7.79 kW/mm2 for 457-mm ent in the weld pool at mid-height of the a force balance on the keyhole wall con-
work distance (focal radius = 0.28 mm) keyhole in the horizontal direction was sidering the surface tension force, the hy-
WELDING RESEARCH
(Ref. 28). As a result, the weld character- about 26 times that in the vertical direc- drostatic force, and the force due to vapor
istics are likely to be strongly affected by tion. Thus, the assumption that the tem- pressure. The wall temperatures were cal-
the variation in beam radius. Figure 5A, B perature gradient in the vertical direction culated from equilibrium temperature-
shows the variation of weld pool depth and is small compared to that in the horizon- pressure relations for the alloy.
width at the top surface, respectively, with tal plane is justified. Since the variation The calculated weld pool depth and
the variation in the focal spot radius. The of vapor pressure from the bottom to the width were compared with experimen-
calculated weld width and depth display top of the keyhole results in less than a tally observed values for a set of experi-
trends similar to the measured values. 15% variation in the wall temperature, ments where the power density distribu-
With an increase in beam radius, the input any errors in vapor pressure calculation tion was varied by changing the focal spot
energy distribution is more diffuse and the are likely to result in much smaller errors radius at a fixed input power. As the focal
peak power density decreases, thus de- in the computed wall temperatures. spot size increased and the power distri-
creasing the weld penetration. However, a The significance of convective heat bution became progressively diffuse, the
larger focal spot radius increases melting transfer relative to conductive heat trans- penetration depth decreased and the
on the top surface, resulting in a wider fer is given by the Peclet number, weld width increased proportionally in
weld pool. Thus, the ratio of weld pool Pe=uCp(w/2)/k,where is the density, u order to maintain the total weld cross-
depth to width decreases with increasing is the characteristic velocity, Cp is the spe- sectional area for the fixed input power.
beam radii, as shown in Table 1. The area cific heat, w is the weld pool width, and k Higher peak power density with the same
of calculated weld cross section is nearly is the thermal conductivity. Using = input power resulted in higher peak tem-
constant with variation in the beam radius. 7000 kg/m3, u = 0.1 m/s (the value of ref- perature and vapor pressure at the key-
Figure 6 shows the comparison of cal- erence velocity vector in Fig. 2), Cp = 800 hole bottom. Fluid circulation in the weld
culated and experimental weld cross sec- J/kg-K, w/2 = 8.0 104 m, and k = 30 pool was studied for transverse sections
tions for different focal spot radii. The W/m-K, Pe = 14.9. Therefore, convective located at different distances from the
dashed lines show the calculated keyhole heat transfer is very important for the electron beam. Convective heat transfer
profile. The calculated keyhole radius at welding conditions studied here. was very significant in determining the
the top surface of the weld is closely related To further illustrate the significance of weld geometry, as shown by Peclet num-
to the electron beam radius. The calculated convection on the weld pool geometry, ber calculations. In the absence of con-
weld cross sections are similar to the ex- the temperature field in the workpiece vection, the calculated nail head shape of
perimentally observed weld cross sections. was calculated by considering only con- the weld pool was not obtained. The re-
The experimentally observed nail-head ductive heat transfer and ignoring fluid duced heat transfer near the top surface
shape of the weld cross section is predicted flow. Figure 9A, C shows the calculated in the absence of convection resulted in a
by calculations as well. Even though the weld pool cross sections for the case of much narrower calculated weld pool, fur-
beam divergence may contribute to the 0.13- and 0.28-mm focal spot radius, re- ther illustrating the significance of con-
nail-head shape, this characteristic shape of spectively, with convection, and Fig. 9B, vective heat transfer for the conditions of
electron beam welds can also be explained D shows the corresponding weld cross welding considered.
in terms of Marangoni convection. sections in the absence of any convection.
The keyhole and weld geometry de- In the absence of convection, heat trans- Acknowledgment
pends on the keyhole wall temperatures, fer is significantly reduced, which results
which in turn depend on the vapor pres- in much narrower weld pools. The calcu- The work was supported by a grant
sure in the keyhole. Figure 7 shows the lated weld pool in absence of convection from the U.S. Department of Energy, Of-
variation of vapor pressure with depth for also lacks the nail head shape usually ob- fice of Basic Energy Sciences, Division of
beam radii of 0.13 and 0.28 mm. For the served in experiments because of the ab- Materials Sciences, under grant number
welds shown in Fig. 6, the keyhole be- sence of enhanced outward heat transfer DE-FGO2-01ER45900.
60-s MARCH 2009, VOL. 88
orange rai layout:Layout 1 2/11/09 3:27 PM Page 61
References through numerical simulation of keyhole mode Roy, T. 2004. Heat and fluid flow in complex
laser welding. Journal of Applied Physics 93: joints during gas-metal arc welding, Part I: Nu-
1. DebRoy, T., and David, S. A. 1995. Phys- 10089 to 10096. merical model of fillet welding. Journal of Ap-
ical processes in fusion welding. Reviews of 20. Rai, R. and DebRoy, T. 2006. Tailoring plied Physics 95(9): 52105219.
Modern Physics 67: 85112. weld geometry during keyhole mode laser weld- 38. Zhang, W., Kim, C. H., and Deb-
2. David, S. A., and DebRoy, T. 1992. Cur- ing using a genetic algorithm and a heat trans- Roy, T. 2004. Heat and fluid flow in complex
rent issues and problems in welding science. fer model. Journal of Physics D: Applied Physics joints during gas-metal arc welding, Part II: Ap-
Science 257: 497502. 39: 1257 to 66. plication to Fillet Welding of Mild Steel. Journal
3. Schauer, D. A., Giedt, W. H., and Shin- 21. Rai, R., Roy, G. G., and DebRoy, T. of Applied Physics 95(9): 52205229
taku, S. M. 1978. Electron beam welding cavity 2007. A computationally efficient model of con- 39. Kumar, A., and DebRoy, T. 2003. Calcu-
temperature distributions in pure metals and al- vective heat transfer and solidification charac- lation of Three-Dimensional Electromagnetic
loys. Welding Journal 57(5): 127-s to 133-s. teristics during keyhole mode laser welding. Force Field during Arc Welding. Journal of Ap-
4. Klein, T., Vicanek, M., Kroos, J., Decker, Journal of Applied Physics 101: article #054909. plied Physics 94: 12671277.
I., and Simon, G. 1994. Oscillations of the key- 22. Rai, R., Kelly, S. M., Martukanitz, R. P., 40. Kou, S., and Sun, D. K. 1985. Fluid flow
hole in penetration laser beam welding. Journal and DebRoy, T. 2008. A convective heat-trans- and weld penetration in stationary arc welds.
of Physics D: Applied Physics 27: 20232030. fer model for partial and full penetration key- Metalurgical Transactions A 16A: 203213.
5. Swift-Hook, D. E., and Gick, A. E. F. hole mode laser welding of a structural steel. 41. Kim, C. H., Zhang, W., and DebRoy, T.
1973. Penetration welding with lasers. Welding Metallurgical and Materials Transactions A 39A 2003. Modeling of temperature field and solid-
Journal 52: 492-s to 499-s. (1): 98 to 112. ified surface profile during gas metal arc fillet
6. Andrews, J. G., and Atthey, D. R. 1976. 23. Rai, R., Elmer, J. W., Palmer, T. A., and welding. Journal of Physics D: Applied Physics
Hydrodynamic limit to penetration of a mate- DebRoy, T. 2007. Heat transfer and fluid flow 94: 26672679.
rial by a high power beam. Journal of Physics D: during keyhole mode laser welding of tantalum, 42. De, A., and DebRoy, T. 2004. Probing
Applied Physics 9: 21812194. Ti6Al4V, 304L stainless steel and vanadium. unknown welding parameters from convective
7. Klemens, P. G. 1976. Heat balance and Journal of Physics D: Applied Physics 40: 5753 to heat transfer calculation and multivariable op-
flow conditions for electron beam and laser 5766. timization. Journal of Applied Physics 37(1):
welding. Journal of Applied Physics 47: 24. Elmer, J. W., Giedt, W. H., and Eagar, T. 140150.
21652174. W. 1990. The transition from shallow to deep 43. De, A., and DebRoy, T. 2004. A smart
8. Mazumder, J., and Steen, W. M. 1980. penetration during electron-beam welding. model to estimate effective thermal conductiv-
Heat transfer model for cw laser material pro- Welding Journal 69(5): 167-s to 176-s. ity and viscosity in weld pool. Journal of Applied
WELDING RESEARCH
cessing. Journal of Applied Physics 51: 941947. 25. Wei, P. S., and Giedt, W. H. 1985. Surface Physics 95(9): 52305240.
9. Postacioglu, N., Kapadia, P., Davis, M., tension gradient-driven flow around an elec- 44. DebRoy, T., and Majumdar, A. K. 1981.
and Dowden J. 1987. Upwelling in the liquid re- tron beam welding cavity. Welding Journal 64: Predicting fluid flow in gas stirred systems. Jour-
gion surrounding the keyhole in penetration 251-s to 259-s. nal of Metals 33(11): 4247.
welding with a laser. Journal of Physics D: Ap- 26. Wei, P. S., and Chow, Y. T. 1992. Beam 45. Launder, B. E., and Spalding, D. B.
plied Physics 20: 340345. focusing characteristics and alloying element 1972. Lectures in Mathematical Models of Tur-
10. Kroos, J., Gratzke, U., and Simon, G. effect on high-intensity electron beam welding. bulence, Academic Press, London, UK.
1993. Towards a self-consistent model of the key- Metallurgical Transactions B 23B: 81 to 90. 46. Hong, K. 1996. Ph.D. dissertation, Uni-
hole in penetration laser beam welding. Journal 27. Wei, P. S., Ho, C. Y., Shian, M. D., and versity of Waterloo.
of Physics D: Applied Physics 26: 474 to 480. Hu, C. L. 1997. Three-dimensional analytical 47. Yang, Z., and DebRoy, T. 1999. Model-
11. Metzbower, E. A. 1993. Keyhole forma- temperature field and its application to solidifi- ing of macro- and microstructures of gas-metal-
tion. Metallurgical Transactions B 24: 875880. cation characteristics in high- or low-power- arc welded HSLA-100 steel. Metallurgical
12. Kaplan, A. 1994. A model of deep pen- density beam welding. International Journal of Transactions B 30B: 483493.
etration laser welding based on calculation of Heat and Mass Transfer 40: 22832292. 48. He, X., Elmer, J. W., and DebRoy, T.
the keyhole profile. Journal of Physics D: Ap- 28. Elmer, J. W., and Teruya, A. T. 1998. Fast 2005. Heat Transfer and Fluid Flow in Laser Mi-
plied Physics 27: 18051814. method for measuring power-density distribu- crowelding. Journal of Applied Physics 97: arti-
13. Sudnik, W., Radaj, D., and Erofeew, W. tion of non-circular and irregular electron cle# 84909.
1996. Computerized simulation of laser beam beams. Science and Technology of Welding and
welding, modelling and verification. Journal of Joining 3(2): 51-58.
Physics D: Applied Physics 29: 28112817. 29. Brandes, E. A., and Brook, G. B. 1992.
14. Matsunawa, A., and Semak, V. 1997. The Smithells Metals Reference Book, 7th ed., But-
simulation of front keyhole wall dynamics dur- terworth Heinemann, Mass.
ing laser welding. Journal of Physics D: Applied 30. Schiller, S., Heisig, U., and Panzer, S.
Physics 30: 798809. 1982. Electron Beam Technology, John Wiley
15. Solana, P., and Ocana, J. L. 1997. A and Sons, Berlin, Germany.
mathematical model for penetration laser weld- 31. Kaye, G. W. C., and Laby, T. B. 1995. Ta-
ing as a free-boundary problem. Journal of bles of Physical and Chemical Constants, Long-
Physics D: Applied Physics 30: 13001313. man, London, UK.
16. Pastor, M., Zhao, H., Martukanitz, R. P., 32. Lancaster, J. F. 1986. The Physics of
and DebRoy, T. 1999. Porosity, underfill and Welding, Pergamon Press, Oxford, UK.
magnesium loss during continuous wave 33. Bird, R. B., Stewart, W. E., and Light-
Nd:YAG laser welding of thin plates of alu- foot, E. N. 1960. Transport Phenomena, Wiley,
minum alloys 5182 and 5754. Welding Journal New York, N.Y.
78(6): 207-s to 216-s. 34. Patankar, S. V. 1980. Numerical Heat
17. Ki, H., Mohanty, P. S., and Mazumder, J. Transfer and Fluid Flow, Hemisphere Publish-
2002. Modeling of laser keyhole welding: Part I. ing Corporation, New York, N.Y..
Mathematical modeling, numerical methodol- 35. Voller, V. R., and Prakash, C. 1987. A
ogy, role of recoil pressure, multiple reflections, fixed grid numerical modelling methodology
and free-surface evolution. Metallurgical and for convection-diffusion mushy region phase-
Materials Transactions A 33A: 1817 to 1830. change problems. International Journal of Heat
18. Ki, H., Mohanty, P. S., and Mazumder, J. and Mass Transfer 30: 17091720.
2002. Simulation of keyhole evolution, velocity, 36. Brent, A. D., Voller, V. R., and Reid, K.
temperature profile, and experimental verifica- J. 1988. Enthalpy-porosity technique for mod-
tion. Metallurgical and Materials Transactions A, eling convection-diffusion phase change: Ap-
33A: 18311842. plication to the melting of a pure metal. Nu-
19. Zhao, H., and DebRoy, T. 2003. Macro- merical Heat Transfer 13: 297318.
porosity free aluminum alloy weldments 37. Zhang, W., Kim, C. H., and Deb-
WELDING JOURNAL 61-s
S-ar putea să vă placă și
- Manual Lift-EzDocument37 paginiManual Lift-EzCiprian Mihai TărboiuÎncă nu există evaluări
- NRG Pro II XC MANUAL Online V2.03 2020 01 30Document43 paginiNRG Pro II XC MANUAL Online V2.03 2020 01 30Ciprian Mihai TărboiuÎncă nu există evaluări
- APCO Aviation: Setting Future StandardsDocument27 paginiAPCO Aviation: Setting Future StandardsCiprian Mihai TărboiuÎncă nu există evaluări
- Manual forceIIDocument37 paginiManual forceIICiprian Mihai TărboiuÎncă nu există evaluări
- Revival Steered TurnDocument6 paginiRevival Steered TurnCiprian Mihai TărboiuÎncă nu există evaluări
- Solid Boyd An Shell MecahnicsDocument521 paginiSolid Boyd An Shell MecahnicsCiprian Mihai TărboiuÎncă nu există evaluări
- Drill Point GeometryDocument4 paginiDrill Point GeometryRicardo Fontanari de Carvalho100% (1)
- WR 2012-03webDocument58 paginiWR 2012-03webCiprian Mihai TărboiuÎncă nu există evaluări
- Finite Element Modeling of Electron Beam Welding of ADocument8 paginiFinite Element Modeling of Electron Beam Welding of ACiprian Mihai TărboiuÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- RELATION AND FUNCTION - ModuleDocument5 paginiRELATION AND FUNCTION - ModuleAna Marie ValenzuelaÎncă nu există evaluări
- Wind Turbines - I. Al-BahadlyDocument664 paginiWind Turbines - I. Al-Bahadlykevin_leigh_1Încă nu există evaluări
- Unit 2 Operations of PolynomialsDocument28 paginiUnit 2 Operations of Polynomialsapi-287816312Încă nu există evaluări
- Modular ResumeDocument1 paginăModular ResumeedisontÎncă nu există evaluări
- Portfolio Write-UpDocument4 paginiPortfolio Write-UpJonFromingsÎncă nu există evaluări
- PrimerCube Manufacturing GuideDocument57 paginiPrimerCube Manufacturing GuideTinaMaleenaÎncă nu există evaluări
- Letter of Acceptfor TDocument3 paginiLetter of Acceptfor TCCSÎncă nu există evaluări
- E9 Đề khảo sát Trưng Vương 2022 ex No 1Document4 paginiE9 Đề khảo sát Trưng Vương 2022 ex No 1Minh TiếnÎncă nu există evaluări
- 2018 H2 JC1 MSM Differential Equations (Solutions)Document31 pagini2018 H2 JC1 MSM Differential Equations (Solutions)VincentÎncă nu există evaluări
- AYUSH Warli Art 100628Document10 paginiAYUSH Warli Art 100628adivasi yuva shakti0% (1)
- Tugas Inggris Text - Kelas 9Document27 paginiTugas Inggris Text - Kelas 9salviane.theandra.jÎncă nu există evaluări
- Whitepaper ITES Industry PotentialDocument6 paginiWhitepaper ITES Industry PotentialsamuraiharryÎncă nu există evaluări
- Capital Structure and Leverage: Multiple Choice: ConceptualDocument53 paginiCapital Structure and Leverage: Multiple Choice: ConceptualArya StarkÎncă nu există evaluări
- Pepcoding - Coding ContestDocument2 paginiPepcoding - Coding ContestAjay YadavÎncă nu există evaluări
- I. Objectives:: Semi-Detailed Lesson Plan in Reading and Writing (Grade 11)Document5 paginiI. Objectives:: Semi-Detailed Lesson Plan in Reading and Writing (Grade 11)Shelton Lyndon CemanesÎncă nu există evaluări
- Sco 8th Class Paper - B Jee-Main Wtm-15 Key&Solutions Exam DT 17-12-2022Document4 paginiSco 8th Class Paper - B Jee-Main Wtm-15 Key&Solutions Exam DT 17-12-2022Udaya PrathimaÎncă nu există evaluări
- When I Was A ChildDocument2 paginiWhen I Was A Childapi-636173534Încă nu există evaluări
- 2017-04-27 St. Mary's County TimesDocument32 pagini2017-04-27 St. Mary's County TimesSouthern Maryland OnlineÎncă nu există evaluări
- PDF Synopsis PDFDocument9 paginiPDF Synopsis PDFAllan D GrtÎncă nu există evaluări
- Amsterdam Pipe Museum - Snuff WorldwideDocument1 paginăAmsterdam Pipe Museum - Snuff Worldwideevon1Încă nu există evaluări
- Corregidor Title DefenseDocument16 paginiCorregidor Title DefenseJaydee ColadillaÎncă nu există evaluări
- The Art of Street PhotographyDocument13 paginiThe Art of Street PhotographyDP ZarpaÎncă nu există evaluări
- Gifted Black Females Attending Predominantly White Schools Compressed 1 CompressedDocument488 paginiGifted Black Females Attending Predominantly White Schools Compressed 1 Compressedapi-718408484Încă nu există evaluări
- Estill Voice Training and Voice Quality Control in Contemporary Commercial Singing: An Exploratory StudyDocument8 paginiEstill Voice Training and Voice Quality Control in Contemporary Commercial Singing: An Exploratory StudyVisal SasidharanÎncă nu există evaluări
- Instruction Manual Twin Lobe CompressorDocument10 paginiInstruction Manual Twin Lobe Compressorvsaagar100% (1)
- BDRRM Sample Draft EoDocument5 paginiBDRRM Sample Draft EoJezreelJhizelRamosMendozaÎncă nu există evaluări
- Accounting System (Compatibility Mode) PDFDocument10 paginiAccounting System (Compatibility Mode) PDFAftab AlamÎncă nu există evaluări
- MSDS Charcoal Powder PDFDocument3 paginiMSDS Charcoal Powder PDFSelina VdexÎncă nu există evaluări
- COMMISSIONING COUPLE Aafidavit SANKET DOCTORDocument2 paginiCOMMISSIONING COUPLE Aafidavit SANKET DOCTORYogesh ChaudhariÎncă nu există evaluări
- Tso C197Document6 paginiTso C197rdpereirÎncă nu există evaluări