S-ar putea să vă placă și
- Process Safety Management: Kharil Ashidi B. Abdul Jabar Q-SHE-S Dept Nippon Steel Engineering Co., LTDDocument37 paginiProcess Safety Management: Kharil Ashidi B. Abdul Jabar Q-SHE-S Dept Nippon Steel Engineering Co., LTDKay Aay100% (1)
- Nebosh Iog Course OutlineDocument21 paginiNebosh Iog Course OutlineNoel JenningsÎncă nu există evaluări
- Iog1 Sample QP 2019 v1Document4 paginiIog1 Sample QP 2019 v1Vamsi MahantiÎncă nu există evaluări
- NEBOSH Oil and Gas62200821620Document2 paginiNEBOSH Oil and Gas62200821620lordlucasenÎncă nu există evaluări
- Process Safety ElementsDocument2 paginiProcess Safety ElementsDidik SokoÎncă nu există evaluări
- PSM Chemical Safety ComplianceDocument22 paginiPSM Chemical Safety ComplianceGustavo AgudeloÎncă nu există evaluări
- iogIGC NEBOSH OIL & GASDocument10 paginiiogIGC NEBOSH OIL & GASParthasarathy Vadapalli100% (1)
- NEBOSH HSE Certificate in Process Safety Management: Course BenefitsDocument1 paginăNEBOSH HSE Certificate in Process Safety Management: Course BenefitsNational Institute of Safety EngineersÎncă nu există evaluări
- Safety TerminologiesDocument24 paginiSafety TerminologiesAnne Kathreen ArejolaÎncă nu există evaluări
- ASSE GC ISO 45001 Oct 2015Document52 paginiASSE GC ISO 45001 Oct 2015Marcelo Pérez Vivanco100% (1)
- Nebosh PSM BrochureDocument1 paginăNebosh PSM BrochureKannan JaganÎncă nu există evaluări
- Atık Transfer FormuDocument30 paginiAtık Transfer FormuSerkan DölenÎncă nu există evaluări
- Model Answers NeboshDocument16 paginiModel Answers NeboshFahimAhmedÎncă nu există evaluări
- Associate Safety Professional (Asp®) & Certified Safety Professional (CSP®)Document3 paginiAssociate Safety Professional (Asp®) & Certified Safety Professional (CSP®)khalid_ghafoor6226Încă nu există evaluări
- Safety Engineer Safety Engineering Is An Engineering Discipline Which Assures That Engineered SystemsDocument5 paginiSafety Engineer Safety Engineering Is An Engineering Discipline Which Assures That Engineered SystemsJohn Nate RiveraÎncă nu există evaluări
- International Technical Certificate in Oil and Gas Safety March 2017Document15 paginiInternational Technical Certificate in Oil and Gas Safety March 2017Fermi WicaksonoÎncă nu există evaluări
- Pulse - BBS TrainingDocument41 paginiPulse - BBS TrainingRiccardo GastaldoÎncă nu există evaluări
- HAZIDDocument2 paginiHAZIDDan AngheleaÎncă nu există evaluări
- PSM Audit Procedure Final 1Document14 paginiPSM Audit Procedure Final 1Simon TounsiÎncă nu există evaluări
- Book NEBOSH Course in Islamabad PakistanDocument3 paginiBook NEBOSH Course in Islamabad PakistanHaseebÎncă nu există evaluări
- NEBOSH HSE Certificate in Process Safety Management PDFDocument1 paginăNEBOSH HSE Certificate in Process Safety Management PDFVasanth KathiranÎncă nu există evaluări
- 185 Eng PDFDocument1 pagină185 Eng PDFHaleem Ur Rashid BangashÎncă nu există evaluări
- Objectives: CareerDocument14 paginiObjectives: CareerHedi Ben MohamedÎncă nu există evaluări
- V4 Guide To SDPDocument36 paginiV4 Guide To SDPMark Shelvey100% (1)
- Reviewer of NeboshDocument22 paginiReviewer of NeboshJie DVÎncă nu există evaluări
- Exam 2 PDFDocument4 paginiExam 2 PDFeng20072007Încă nu există evaluări
- Hazard Identification ProgramDocument2 paginiHazard Identification ProgramBeeÎncă nu există evaluări
- Environmental Site Assessment CriteriaDocument9 paginiEnvironmental Site Assessment CriteriaYU TAOÎncă nu există evaluări
- Nebosh Hse Certificate in Process Safety Management: Guide To TheDocument41 paginiNebosh Hse Certificate in Process Safety Management: Guide To TheMaged Elkazaz100% (1)
- Hse MS SlidesDocument32 paginiHse MS SlidesEneyo Victor100% (1)
- Chapter 3 - Industrial HygieneDocument37 paginiChapter 3 - Industrial HygieneRudransh SharmaÎncă nu există evaluări
- Ide Guide Sep 16 Spec v4Document56 paginiIde Guide Sep 16 Spec v4Manish KumarÎncă nu există evaluări
- SMS Safety Management SystemsDocument13 paginiSMS Safety Management SystemsjyothishÎncă nu există evaluări
- 03 Peter Ament Tata Steel Process Safety in IJmuidenDocument37 pagini03 Peter Ament Tata Steel Process Safety in IJmuidenChaitanya VarmaÎncă nu există evaluări
- 51 Confined SpaceDocument1 pagină51 Confined SpaceAnonymous ANmMebffKRÎncă nu există evaluări
- NEBOSH IOG - Element 1: Health, Safety and Environmental Management - Revision QuestionsDocument12 paginiNEBOSH IOG - Element 1: Health, Safety and Environmental Management - Revision QuestionsParthasarathy Vadapalli100% (1)
- The Mexico City Explosion of 1984 FinalDocument18 paginiThe Mexico City Explosion of 1984 FinalVikas KumarÎncă nu există evaluări
- NEBOSH HSE Certificate in Process Safety ManagementDocument50 paginiNEBOSH HSE Certificate in Process Safety ManagementVicky SinghÎncă nu există evaluări
- SDS Freezetone Degreaser Purple Lightning ENG 2020Document7 paginiSDS Freezetone Degreaser Purple Lightning ENG 2020Darwin Turcios100% (1)
- Escape Evacuation and Rescue AnalysisDocument1 paginăEscape Evacuation and Rescue Analysisrnp246000Încă nu există evaluări
- HAZCOM Program OverviewDocument30 paginiHAZCOM Program OverviewkenshinkimuraÎncă nu există evaluări
- Confined SpaceDocument2 paginiConfined Spaceaymen145771552Încă nu există evaluări
- Safety Metrics GuideDocument27 paginiSafety Metrics GuideGebshet WoldetsadikÎncă nu există evaluări
- 17 - Principles of Fire Risk Assessment PPT For LearnerDocument38 pagini17 - Principles of Fire Risk Assessment PPT For LearnerSophie-Louise Mercedes100% (1)
- Principles of Process Safety Leadership OGUKDocument1 paginăPrinciples of Process Safety Leadership OGUKTFattahÎncă nu există evaluări
- Domain 6 Occupational Health and ErgonomicsDocument101 paginiDomain 6 Occupational Health and ErgonomicsDipil BoseÎncă nu există evaluări
- Process Safety Management (PSM) : General Awareness TrainingDocument18 paginiProcess Safety Management (PSM) : General Awareness Trainingrpercy01Încă nu există evaluări
- NEBOSH IOG1 Element3Document73 paginiNEBOSH IOG1 Element3Adewusi David OluwasholaÎncă nu există evaluări
- Nebosh PSM SummaryDocument67 paginiNebosh PSM SummaryAhmed Hamad100% (1)
- Confined Space WorkDocument12 paginiConfined Space WorkshreyasÎncă nu există evaluări
- Hazard of Sulfuric AcidDocument3 paginiHazard of Sulfuric AcidAlisameimeiÎncă nu există evaluări
- NEBOSH Assignment Report Unit D 2017 PDFDocument80 paginiNEBOSH Assignment Report Unit D 2017 PDFSaeed MalikÎncă nu există evaluări
- Evaluation of The Indoor Air Quality of Beato Angelico Building of The University of Santo TomasDocument43 paginiEvaluation of The Indoor Air Quality of Beato Angelico Building of The University of Santo TomasCrisencio M. PanerÎncă nu există evaluări
- Safety Standard For Rigsoperations 201Document45 paginiSafety Standard For Rigsoperations 201Adel ALkhaligyÎncă nu există evaluări
- Understanding Oil and Gas HSE Management (37Document34 paginiUnderstanding Oil and Gas HSE Management (37Madhur ChopraÎncă nu există evaluări
- Mr. Raymond Blanco's Updated CV 062017Document5 paginiMr. Raymond Blanco's Updated CV 062017Aviects Avie JaroÎncă nu există evaluări
- Unit C Element 2Document10 paginiUnit C Element 2w hiteÎncă nu există evaluări
- Health, Safety, and Environmental Management in Offshore and Petroleum EngineeringDe la EverandHealth, Safety, and Environmental Management in Offshore and Petroleum EngineeringEvaluare: 5 din 5 stele5/5 (1)
- Safety in the Chemical Laboratory and Industry: A Practical GuideDe la EverandSafety in the Chemical Laboratory and Industry: A Practical GuideÎncă nu există evaluări
- MSC.226 (82) Partie3Document2 paginiMSC.226 (82) Partie3baaziz2015Încă nu există evaluări
- Amendments To The Revised Recommendation On Testing of Life-Saving Appliances, As AmendedDocument2 paginiAmendments To The Revised Recommendation On Testing of Life-Saving Appliances, As Amendedbaaziz2015Încă nu există evaluări
- MSC TESTING GUIDELINESDocument5 paginiMSC TESTING GUIDELINESbaaziz2015Încă nu există evaluări
- MSC.81 (70) Partie16Document5 paginiMSC.81 (70) Partie16baaziz2015Încă nu există evaluări
- Revised Recommendation on Testing of Life-Saving AppliancesDocument5 paginiRevised Recommendation on Testing of Life-Saving Appliancesbaaziz2015Încă nu există evaluări
- MSC Resolution Revises Life-Saving Appliance Testing StandardsDocument5 paginiMSC Resolution Revises Life-Saving Appliance Testing Standardsbaaziz2015Încă nu există evaluări
- Low Temperature Flexing: I:/MSC/70/23A1.WPDDocument5 paginiLow Temperature Flexing: I:/MSC/70/23A1.WPDbaaziz2015Încă nu există evaluări
- MSC.226 (82) Partie1Document2 paginiMSC.226 (82) Partie1baaziz2015Încă nu există evaluări
- 13.2 Durability and Resistance To Environmental Conditions: Temperature TestsDocument5 pagini13.2 Durability and Resistance To Environmental Conditions: Temperature Testsbaaziz2015Încă nu există evaluări
- 9 Line-Throwing Appliances 9.1 Test For Pyrotechnics: I:/MSC/70/23A1.WPDDocument5 pagini9 Line-Throwing Appliances 9.1 Test For Pyrotechnics: I:/MSC/70/23A1.WPDbaaziz2015Încă nu există evaluări
- MSC Revised Recommendations Lifejacket TestingDocument5 paginiMSC Revised Recommendations Lifejacket Testingbaaziz2015Încă nu există evaluări
- 1 General 2 Individual Buoyancy Equipment: I:/MSC/70/23A1.WPDDocument5 pagini1 General 2 Individual Buoyancy Equipment: I:/MSC/70/23A1.WPDbaaziz2015Încă nu există evaluări
- 7.5 Inflated Fast Rescue Boats: Power TestDocument5 pagini7.5 Inflated Fast Rescue Boats: Power Testbaaziz2015Încă nu există evaluări
- MSC.81 (70) Partie5Document5 paginiMSC.81 (70) Partie5baaziz2015Încă nu există evaluări
- 6.6 Lifeboat Seating Strength Test: Davit-Launched LifeboatsDocument5 pagini6.6 Lifeboat Seating Strength Test: Davit-Launched Lifeboatsbaaziz2015Încă nu există evaluări
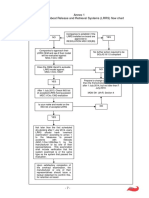
- Annex 1 Existing Lifeboat Release and Retrieval Systems (LRRS) Flow ChartDocument1 paginăAnnex 1 Existing Lifeboat Release and Retrieval Systems (LRRS) Flow Chartbaaziz2015Încă nu există evaluări
- More Information: Safer Lives, Safer Ships, Cleaner SeasDocument1 paginăMore Information: Safer Lives, Safer Ships, Cleaner Seasbaaziz2015Încă nu există evaluări
- MSC.81 (70) Partie1Document5 paginiMSC.81 (70) Partie1baaziz2015Încă nu există evaluări
- MGN 541 Lifeboat Partie4Document1 paginăMGN 541 Lifeboat Partie4baaziz2015Încă nu există evaluări
- Lifeboat propulsion and fuel systems requirementsDocument2 paginiLifeboat propulsion and fuel systems requirementsbaaziz2015Încă nu există evaluări
- LifeboatChecklist Partie5Document2 paginiLifeboatChecklist Partie5baaziz2015Încă nu există evaluări
- MGN 541 Lifeboat Partie3Document1 paginăMGN 541 Lifeboat Partie3baaziz2015Încă nu există evaluări
- Fuel shut-off valve marking requirements for lifeboatsDocument2 paginiFuel shut-off valve marking requirements for lifeboatsbaaziz2015Încă nu există evaluări
- LifeboatChecklist Partie6Document2 paginiLifeboatChecklist Partie6baaziz2015Încă nu există evaluări
- Daleel PSM System: Element 12 - Management of ChangeDocument3 paginiDaleel PSM System: Element 12 - Management of Changebaaziz2015Încă nu există evaluări
- MoC Development-Part5Document3 paginiMoC Development-Part5baaziz2015Încă nu există evaluări
- LifeboatChecklist Partie1Document2 paginiLifeboatChecklist Partie1baaziz2015Încă nu există evaluări
- LifeboatChecklist Partie2Document2 paginiLifeboatChecklist Partie2baaziz2015Încă nu există evaluări
- Management of Change - Objectives: There Are Two Major Objectives For Moc ProcessDocument3 paginiManagement of Change - Objectives: There Are Two Major Objectives For Moc Processbaaziz2015Încă nu există evaluări
- Management of Change - Relations To Other ElementsDocument3 paginiManagement of Change - Relations To Other Elementsbaaziz2015Încă nu există evaluări
- Telephonic InterviewDocument2 paginiTelephonic InterviewAditya ShrivastavaÎncă nu există evaluări
- MCCH Construction Services: Project: MC-18-022 (Masville, Paranaque) Period CoveredDocument1 paginăMCCH Construction Services: Project: MC-18-022 (Masville, Paranaque) Period CoveredChester VitugÎncă nu există evaluări
- Guidelines For Preventing Workplace Violence For Healthcare and Social Service WorkersDocument60 paginiGuidelines For Preventing Workplace Violence For Healthcare and Social Service WorkersSafety and Health magazineÎncă nu există evaluări
- Chapter Four: Recruitment, Selection & OrientationDocument44 paginiChapter Four: Recruitment, Selection & OrientationYaregal YeshiwasÎncă nu există evaluări
- Nursing ResumeDocument2 paginiNursing Resumeapi-283964684Încă nu există evaluări
- How to write resumes and cover lettersDocument8 paginiHow to write resumes and cover lettersAtiqur Rahman SakibÎncă nu există evaluări
- Timebanking Finalreport v02 Buku Laporan AkhirDocument108 paginiTimebanking Finalreport v02 Buku Laporan AkhirFaiz BasirÎncă nu există evaluări
- Developing A Continuous Improvement CultureDocument30 paginiDeveloping A Continuous Improvement Culturesrinivasrdd78Încă nu există evaluări
- Ch. 2Document29 paginiCh. 2JakeHimlerÎncă nu există evaluări
- Standard Kemahiran Pekerjaan KebangsaanDocument64 paginiStandard Kemahiran Pekerjaan KebangsaanSaiful Ayyas100% (1)
- Talking Economics Digest (Jan-June 2014)Document31 paginiTalking Economics Digest (Jan-June 2014)IPS Sri LankaÎncă nu există evaluări
- Thesis About Employee Retention in The PhilippinesDocument7 paginiThesis About Employee Retention in The PhilippinesezmrfsemÎncă nu există evaluări
- SFPUC Case StudyDocument1 paginăSFPUC Case StudyAndy KongÎncă nu există evaluări
- Anis Et AlDocument7 paginiAnis Et AlHASEEB_KAHNHUÎncă nu există evaluări
- Grievance HCTA Level IIDocument3 paginiGrievance HCTA Level IIABC Action NewsÎncă nu există evaluări
- Paz v. Northern Tobacco DigestDocument6 paginiPaz v. Northern Tobacco DigestkathrynmaydevezaÎncă nu există evaluări
- Research Paper: Flexibility in The WorkplaceDocument52 paginiResearch Paper: Flexibility in The WorkplacemosabinoÎncă nu există evaluări
- MANTLE TRADING vs. NLRC ER Burden of Proof of Payment 09Document8 paginiMANTLE TRADING vs. NLRC ER Burden of Proof of Payment 09Joseph Tangga-an GiduquioÎncă nu există evaluări
- Sophiea B - Associate Customer EngagementDocument5 paginiSophiea B - Associate Customer EngagementGloryÎncă nu există evaluări
- Ouchi's Theory ZDocument13 paginiOuchi's Theory ZVerlynne NavaltaÎncă nu există evaluări
- How Asian Sandwich Generation Managing Stress in Telecommuting During Covid-19 PandemicDocument9 paginiHow Asian Sandwich Generation Managing Stress in Telecommuting During Covid-19 PandemicyandhiasÎncă nu există evaluări
- Group 7 - CRISILDocument12 paginiGroup 7 - CRISILSamhitha AB100% (3)
- EMPLOYEE SATISFACTION Maruti SuzukiDocument81 paginiEMPLOYEE SATISFACTION Maruti SuzukiAbhay JainÎncă nu există evaluări
- MprfullreportDocument66 paginiMprfullreportZerohedge67% (3)
- Assessment 2Document3 paginiAssessment 2Rohan ShresthaÎncă nu există evaluări
- Effective Communication Skills for LeadersDocument53 paginiEffective Communication Skills for LeadersShoaibJawadÎncă nu există evaluări
- DeNisi Sarkar HR PPT Ch01Document29 paginiDeNisi Sarkar HR PPT Ch01SakshiÎncă nu există evaluări
- A Study On Employee Health, Safety and Welfare MeasuresDocument85 paginiA Study On Employee Health, Safety and Welfare Measuresshubham ThakerÎncă nu există evaluări
- Capitalizing on the Remote Work BoomDocument14 paginiCapitalizing on the Remote Work BoomLizelle Anie Arcillo100% (1)
- Internship Report PPCBL Aon PDFDocument58 paginiInternship Report PPCBL Aon PDFaon waqasÎncă nu există evaluări