S-ar putea să vă placă și
- Esbm5a-B 1n261-s Aa RSWDocument37 paginiEsbm5a-B 1n261-s Aa RSWChandrajeet Shelke50% (2)
- Is.3469.1-3.1974 Die Steel Forging StandardDocument62 paginiIs.3469.1-3.1974 Die Steel Forging Standardsunilbhol100% (3)
- Is 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelDocument11 paginiIs 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelVISHAL kUMARÎncă nu există evaluări
- Is 1079 - 2009Document10 paginiIs 1079 - 2009Shradha SinghaniaÎncă nu există evaluări
- Analysis of The Yokeless and Segmented Armature MachineDocument7 paginiAnalysis of The Yokeless and Segmented Armature MachineSeksan KhamkaewÎncă nu există evaluări
- Is 14329 1995 PDFDocument13 paginiIs 14329 1995 PDFSriram Subramanian100% (1)
- Resistance WeldingDocument13 paginiResistance Weldingpavithra222Încă nu există evaluări
- JIS Fasteners Lib PDFDocument312 paginiJIS Fasteners Lib PDFNguyễnTúSơnÎncă nu există evaluări
- Casting Porosity Acceptance Criteria for Machined Sealing SurfacesDocument8 paginiCasting Porosity Acceptance Criteria for Machined Sealing SurfacesmaheshÎncă nu există evaluări
- Metal Forming Process and DefectsDocument7 paginiMetal Forming Process and DefectsPradeep Kumar BowmarajuÎncă nu există evaluări
- In-Die Tapping: by Chandan Kumar H.KDocument58 paginiIn-Die Tapping: by Chandan Kumar H.KYuvaraj YuvarajÎncă nu există evaluări
- Jis G3113 1990Document11 paginiJis G3113 1990TUAN NGUYEN VANÎncă nu există evaluări
- ISO 7040 Material A4-80Document1 paginăISO 7040 Material A4-80rijalharunÎncă nu există evaluări
- Types of Strippers in Press ToolingDocument18 paginiTypes of Strippers in Press Toolingnilam100% (1)
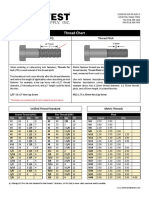
- All About Threads PDFDocument85 paginiAll About Threads PDFSubodhÎncă nu există evaluări
- IFI 100 Prevailing Torque LocknutsDocument7 paginiIFI 100 Prevailing Torque LocknutsMarceloGonçalvesÎncă nu există evaluări
- Parallel Key Calculation According To DIN 6892Document21 paginiParallel Key Calculation According To DIN 6892zahirshah1436923Încă nu există evaluări
- Basic Components & Elements of Surface TopographyDocument30 paginiBasic Components & Elements of Surface TopographyXin YuÎncă nu există evaluări
- Permaglide Glijlagers LRDocument76 paginiPermaglide Glijlagers LRVitor GodoyÎncă nu există evaluări
- DIN 908 PlugsDocument2 paginiDIN 908 PlugsDani Quirante Flaaut EtcÎncă nu există evaluări
- Threads - Pre-Plate Vs Post Plate Class-MetricDocument3 paginiThreads - Pre-Plate Vs Post Plate Class-MetricNaveen MaliÎncă nu există evaluări
- Is 11498 1985Document8 paginiIs 11498 1985pramod100% (1)
- SKF Lock Nuts PDFDocument22 paginiSKF Lock Nuts PDFgrupa2904Încă nu există evaluări
- John Deere Design, Process, and Assembly ReviewDocument33 paginiJohn Deere Design, Process, and Assembly ReviewcucuÎncă nu există evaluări
- Is.10716.2.1999 Es ISO 2162-2Document14 paginiIs.10716.2.1999 Es ISO 2162-2Oscar AsistiriÎncă nu există evaluări
- Jdma17 2Document8 paginiJdma17 2qualidadesider0% (1)
- Surface Vehicle Standard: Rev. SEP1997Document11 paginiSurface Vehicle Standard: Rev. SEP1997Angel HernándezÎncă nu există evaluări
- Bossard Taptite Self Tapping Screw CatalogueDocument10 paginiBossard Taptite Self Tapping Screw CataloguepmlmkpÎncă nu există evaluări
- The Manual of Fastening EN 8100 PDFDocument106 paginiThe Manual of Fastening EN 8100 PDFOleh SmolovyiÎncă nu există evaluări
- IS 13099 1991 ISO 5458 1987 Technical Drawings - Geometrical Tolerancing Positional Tolerancing PDFDocument14 paginiIS 13099 1991 ISO 5458 1987 Technical Drawings - Geometrical Tolerancing Positional Tolerancing PDFleovenuÎncă nu există evaluări
- 2370 Ed1 ENDocument5 pagini2370 Ed1 ENanhthoÎncă nu există evaluări
- Is 1364 PDFDocument12 paginiIs 1364 PDFpRAVIN0% (1)
- Iso 6410-3 Screw Threads Simplified Representation PDFDocument9 paginiIso 6410-3 Screw Threads Simplified Representation PDFJorge Alonso FernandezÎncă nu există evaluări
- Moment of Inertia of Stepped ShaftsDocument11 paginiMoment of Inertia of Stepped ShaftsRakesh Nair A100% (2)
- M6x1.0x23 Long HHS Control PlanDocument2 paginiM6x1.0x23 Long HHS Control PlanDhanluxmi AutomaticsÎncă nu există evaluări
- BrassDocument1 paginăBrassFred Duarte CaldeiraÎncă nu există evaluări
- 8400-A - External Painting & Protective CoatingsDocument19 pagini8400-A - External Painting & Protective Coatingsamalhaj2013Încă nu există evaluări
- FYH ZlockDocument2 paginiFYH ZlockRodrigo Jechéla BarriosÎncă nu există evaluări
- Determination of Forming Limit Curves On ARGOMDocument58 paginiDetermination of Forming Limit Curves On ARGOMEduardo Felippe de SouzaÎncă nu există evaluări
- External Metric ISO Thread Table Chart Sizes M20 - M55Document8 paginiExternal Metric ISO Thread Table Chart Sizes M20 - M55dilipÎncă nu există evaluări
- Conversion of Degrees to Inches ChartDocument48 paginiConversion of Degrees to Inches ChartShibnathLahiri100% (1)
- Mold and Die Casting Fit RecommendationsDocument6 paginiMold and Die Casting Fit RecommendationsJyoti KaleÎncă nu există evaluări
- Grease Nipple Is StandardDocument6 paginiGrease Nipple Is StandardGanesan Thangasamy100% (1)
- Hammer Drive ScrewDocument1 paginăHammer Drive ScrewNisa BN QAÎncă nu există evaluări
- GMW3359Document4 paginiGMW3359lev501Încă nu există evaluări
- ASTMB286Document5 paginiASTMB286kamlesh vaishnavÎncă nu există evaluări
- 1.emerging Grades Breakthrough Products Coatings - ArcelorMittal - 201707Document52 pagini1.emerging Grades Breakthrough Products Coatings - ArcelorMittal - 201707Jerry WangÎncă nu există evaluări
- METRIC THREADS - CHART For Higher SizesDocument2 paginiMETRIC THREADS - CHART For Higher SizesramabhplÎncă nu există evaluări
- Circlip Dimensions PDFDocument71 paginiCirclip Dimensions PDFBoobalan ShriÎncă nu există evaluări
- Is - 1862 - 1981Document5 paginiIs - 1862 - 1981kumar QAÎncă nu există evaluări
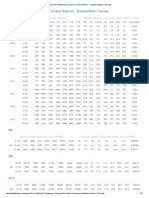
- Pre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsDocument3 paginiPre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsmukeshkumarjÎncă nu există evaluări
- 11 Threadings UpdDocument33 pagini11 Threadings UpdMarco RicardÎncă nu există evaluări
- General: According To ISO 724Document3 paginiGeneral: According To ISO 724Muharrem BeyogluÎncă nu există evaluări
- Useful InfoDocument1 paginăUseful InfoAlÎncă nu există evaluări
- Sae J755 PDFDocument1 paginăSae J755 PDFJuniorJavier Olivo Farrera100% (1)
- Stainless Steel Flanges PDFDocument25 paginiStainless Steel Flanges PDFhindro kusumantoÎncă nu există evaluări
- Jis Thread StandardsDocument1 paginăJis Thread StandardsPaul Hammerstrom100% (1)
- Riken Europe Vol.01Document140 paginiRiken Europe Vol.01miguelÎncă nu există evaluări
- Metric Screw Threads: Nissan Engineering StandardDocument90 paginiMetric Screw Threads: Nissan Engineering StandardBea RiveraÎncă nu există evaluări
- Hexagon socket set screw technical dataDocument1 paginăHexagon socket set screw technical datailo iloÎncă nu există evaluări
- Miniskaff Assembly Instructions PDFDocument2 paginiMiniskaff Assembly Instructions PDFthailanÎncă nu există evaluări
- Hyundai spare parts catalog download/TITLEDocument2 paginiHyundai spare parts catalog download/TITLEthailanÎncă nu există evaluări
- Miniskaff Assembly Instructions PDFDocument2 paginiMiniskaff Assembly Instructions PDFthailanÎncă nu există evaluări
- Norma Normaquick Quick ConnectorDocument16 paginiNorma Normaquick Quick ConnectorthailanÎncă nu există evaluări
- AMastersGuidetoContainerSecuring2ndEdition 3 PDFDocument50 paginiAMastersGuidetoContainerSecuring2ndEdition 3 PDFthailanÎncă nu există evaluări
- Possible Frame IssueDocument10 paginiPossible Frame IssuethailanÎncă nu există evaluări
- 2016 Mining Catalogue MASTERDocument79 pagini2016 Mining Catalogue MASTERthailanÎncă nu există evaluări
- Bul SAE J2044 PDFDocument8 paginiBul SAE J2044 PDFthailanÎncă nu există evaluări
- MV99 - Load Sensing VVDocument46 paginiMV99 - Load Sensing VVthailanÎncă nu există evaluări
- Ar Industrial Catalog en 2016 WebDocument120 paginiAr Industrial Catalog en 2016 WebthailanÎncă nu există evaluări
- Portable Repair WorkshopsDocument24 paginiPortable Repair WorkshopsthailanÎncă nu există evaluări
- 40 Foot Container DimensionsDocument3 pagini40 Foot Container DimensionsthailanÎncă nu există evaluări
- Unc Unf Metric Thread Chart Northwest FastenerDocument1 paginăUnc Unf Metric Thread Chart Northwest FastenerthailanÎncă nu există evaluări
- SERIES-90 180cc SERVICE BLN-2-41695 1997-05Document52 paginiSERIES-90 180cc SERVICE BLN-2-41695 1997-05thailanÎncă nu există evaluări
- HILUX Electrical Wiring Diagram GuideDocument244 paginiHILUX Electrical Wiring Diagram Guidethailan100% (2)
- Mounting Flange HZW EngDocument2 paginiMounting Flange HZW EngthailanÎncă nu există evaluări
- 520L0893 PDFDocument240 pagini520L0893 PDFthailanÎncă nu există evaluări
- Alemite CatalogDocument177 paginiAlemite CatalogthailanÎncă nu există evaluări
- Cummins Heavy Duty Product Guide PDFDocument22 paginiCummins Heavy Duty Product Guide PDFthailanÎncă nu există evaluări
- Alemite CatalogDocument177 paginiAlemite CatalogthailanÎncă nu există evaluări
- NPTDocument6 paginiNPTthailanÎncă nu există evaluări
- 38 Alemite Product Catalog PDFDocument277 pagini38 Alemite Product Catalog PDFthailanÎncă nu există evaluări
- Type of ThreadDocument13 paginiType of ThreadVils ArabadzhievaÎncă nu există evaluări
- 3c EngDocument2 pagini3c EngthailanÎncă nu există evaluări
- How To Identify Fluid Ports and ConnectorsDocument24 paginiHow To Identify Fluid Ports and ConnectorsKathryn WorkmanÎncă nu există evaluări
- Ourproductconcept Eng PDFDocument8 paginiOurproductconcept Eng PDFthailan100% (1)
- 3 o Ring Guide Issue 7 PDFDocument32 pagini3 o Ring Guide Issue 7 PDFthailanÎncă nu există evaluări
- Dseries Eng PDFDocument3 paginiDseries Eng PDFthailanÎncă nu există evaluări
- Mounting Flange HZW EngDocument2 paginiMounting Flange HZW EngthailanÎncă nu există evaluări
- Roadmap For Digitalization in The MMO Industry - For SHARINGDocument77 paginiRoadmap For Digitalization in The MMO Industry - For SHARINGBjarte Haugland100% (1)
- WassiDocument12 paginiWassiwaseem0808Încă nu există evaluări
- Desert Power India 2050Document231 paginiDesert Power India 2050suraj jhaÎncă nu există evaluări
- Fiera Foods - Production SupervisorDocument1 paginăFiera Foods - Production SupervisorRutul PatelÎncă nu există evaluări
- Control SystemsDocument269 paginiControl SystemsAntonis SiderisÎncă nu există evaluări
- Honors Biology Unit 2 - Energy Study GuideDocument2 paginiHonors Biology Unit 2 - Energy Study GuideMark RandolphÎncă nu există evaluări
- Factsheet B2B PunchOut en 140623Document2 paginiFactsheet B2B PunchOut en 140623Curtis GibsonÎncă nu există evaluări
- Vehicle Registration Renewal Form DetailsDocument1 paginăVehicle Registration Renewal Form Detailsabe lincolnÎncă nu există evaluări
- Lanegan (Greg Prato)Document254 paginiLanegan (Greg Prato)Maria LuisaÎncă nu există evaluări
- Capacity PlanningDocument19 paginiCapacity PlanningfarjadarshadÎncă nu există evaluări
- Cisco CMTS Feature GuideDocument756 paginiCisco CMTS Feature GuideEzequiel Mariano DaoudÎncă nu există evaluări
- Doe v. Myspace, Inc. Et Al - Document No. 37Document2 paginiDoe v. Myspace, Inc. Et Al - Document No. 37Justia.comÎncă nu există evaluări
- BoQ East Park Apartment Buaran For ContractorDocument36 paginiBoQ East Park Apartment Buaran For ContractorDhiangga JauharyÎncă nu există evaluări
- Amul ReportDocument48 paginiAmul ReportUjwal JaiswalÎncă nu există evaluări
- Imaging Approach in Acute Abdomen: DR - Parvathy S NairDocument44 paginiImaging Approach in Acute Abdomen: DR - Parvathy S Nairabidin9Încă nu există evaluări
- Numerical Methods: Jeffrey R. ChasnovDocument60 paginiNumerical Methods: Jeffrey R. Chasnov2120 sanika GaikwadÎncă nu există evaluări
- PharmacologyAnesthesiology RevalidaDocument166 paginiPharmacologyAnesthesiology RevalidaKENT DANIEL SEGUBIENSE100% (1)
- Clean Agent ComparisonDocument9 paginiClean Agent ComparisonJohn AÎncă nu există evaluări
- Urodynamics Griffiths ICS 2014Document198 paginiUrodynamics Griffiths ICS 2014nadalÎncă nu există evaluări
- Determination of Vitamin C in FoodsDocument11 paginiDetermination of Vitamin C in FoodsDalal Shab JakhodiyaÎncă nu există evaluări
- BPO UNIT - 5 Types of Securities Mode of Creating Charge Bank Guarantees Basel NormsDocument61 paginiBPO UNIT - 5 Types of Securities Mode of Creating Charge Bank Guarantees Basel NormsDishank JohriÎncă nu există evaluări
- Colour Ring Labels for Wireless BTS IdentificationDocument3 paginiColour Ring Labels for Wireless BTS Identificationehab-engÎncă nu există evaluări
- Antiquity: Middle AgesDocument6 paginiAntiquity: Middle AgesPABLO DIAZÎncă nu există evaluări
- Clogging in Permeable (A Review)Document13 paginiClogging in Permeable (A Review)Chong Ting ShengÎncă nu există evaluări
- Easa Ad Us-2017-09-04 1Document7 paginiEasa Ad Us-2017-09-04 1Jose Miguel Atehortua ArenasÎncă nu există evaluări
- Master of Commerce: 1 YearDocument8 paginiMaster of Commerce: 1 YearAston Rahul PintoÎncă nu există evaluări
- SEO Design ExamplesDocument10 paginiSEO Design ExamplesAnonymous YDwBCtsÎncă nu există evaluări
- Micropolar Fluid Flow Near The Stagnation On A Vertical Plate With Prescribed Wall Heat Flux in Presence of Magnetic FieldDocument8 paginiMicropolar Fluid Flow Near The Stagnation On A Vertical Plate With Prescribed Wall Heat Flux in Presence of Magnetic FieldIJBSS,ISSN:2319-2968Încă nu există evaluări
- THE PEOPLE OF FARSCAPEDocument29 paginiTHE PEOPLE OF FARSCAPEedemaitreÎncă nu există evaluări
- 'K Is Mentally Ill' The Anatomy of A Factual AccountDocument32 pagini'K Is Mentally Ill' The Anatomy of A Factual AccountDiego TorresÎncă nu există evaluări