S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- cd6285 76Document24 paginicd6285 76gande10Încă nu există evaluări
- KIM E KIM MicromachiningDocument12 paginiKIM E KIM Micromachininggande10Încă nu există evaluări
- Tabela de Roscas X FurosDocument2 paginiTabela de Roscas X FurosEdino Braz Do CantoÎncă nu există evaluări
- DORNFELD - Recent Advances in Mechanical Micromachining PDFDocument24 paginiDORNFELD - Recent Advances in Mechanical Micromachining PDFgande10Încă nu există evaluări
- 2017 Recent Advances in Characterization, Modeling and Control of BurrDocument5 pagini2017 Recent Advances in Characterization, Modeling and Control of Burrgande10Încă nu există evaluări
- 35364866Document8 pagini35364866gande10Încă nu există evaluări
- An Experimental Investigation of Micromilling PDFDocument6 paginiAn Experimental Investigation of Micromilling PDFgande10Încă nu există evaluări
- Catalogo Cimatron Micro MillingDocument4 paginiCatalogo Cimatron Micro Millinggande10Încă nu există evaluări
- 2004 - Idmme - Study of Micro-Machining Strategies PDFDocument12 pagini2004 - Idmme - Study of Micro-Machining Strategies PDFgande10Încă nu există evaluări
- The Manufacturing of Micro Molds by Conventional and Energy-Assisted Processes - Fleischer2006Document11 paginiThe Manufacturing of Micro Molds by Conventional and Energy-Assisted Processes - Fleischer2006gande10Încă nu există evaluări
- (Byoung K. Choi, Robert B. Jerard (Auth.) ) Sculptu (B-Ok - Xyz) PDFDocument376 pagini(Byoung K. Choi, Robert B. Jerard (Auth.) ) Sculptu (B-Ok - Xyz) PDFgande10Încă nu există evaluări
- Tese - Micro Injection Moulding PDFDocument226 paginiTese - Micro Injection Moulding PDFgande10Încă nu există evaluări
- WU 2017 Investigation On The Burr Formation Mechanism in Micro CuttingDocument6 paginiWU 2017 Investigation On The Burr Formation Mechanism in Micro Cuttinggande10Încă nu există evaluări
- An Integrated Toolpath and Process Parameter Optimization For High-Performance Micro-Milling Process of Ti-6Al-4V Titanium AlloyDocument19 paginiAn Integrated Toolpath and Process Parameter Optimization For High-Performance Micro-Milling Process of Ti-6Al-4V Titanium Alloygande10Încă nu există evaluări
- State of The Art Micro MillingDocument13 paginiState of The Art Micro MillingFachryal HiltansyahÎncă nu există evaluări
- An Integrated Toolpath and Process Parameter Optimization For High-Performance Micro-Milling Process of Ti-6Al-4V Titanium AlloyDocument19 paginiAn Integrated Toolpath and Process Parameter Optimization For High-Performance Micro-Milling Process of Ti-6Al-4V Titanium Alloygande10Încă nu există evaluări
- Effects of Microstructure On Surface Roughness and Burr Formation in Micromilling - A Review PDFDocument7 paginiEffects of Microstructure On Surface Roughness and Burr Formation in Micromilling - A Review PDFgande10Încă nu există evaluări
- 2006 Umilling Strategies Thin FeaturesDocument9 pagini2006 Umilling Strategies Thin Featuresgande10Încă nu există evaluări
- An Experimental Investigation of Micromilling PDFDocument6 paginiAn Experimental Investigation of Micromilling PDFgande10Încă nu există evaluări
- Use of Cam PDFDocument3 paginiUse of Cam PDFBharath ThatipamulaÎncă nu există evaluări
- 2006 Micromilling Material Microstructure Effects Jem 683 Part B PDFDocument9 pagini2006 Micromilling Material Microstructure Effects Jem 683 Part B PDFgande10Încă nu există evaluări
- 2017 Recent Advances in Characterization, Modeling and Control of BurrDocument5 pagini2017 Recent Advances in Characterization, Modeling and Control of Burrgande10Încă nu există evaluări
- Micro Cutting of SteelDocument8 paginiMicro Cutting of Steelgande10Încă nu există evaluări
- 2006 Micromilling Material Microstructure Effects Jem 683 Part B PDFDocument9 pagini2006 Micromilling Material Microstructure Effects Jem 683 Part B PDFgande10Încă nu există evaluări
- Micro Cutting of SteelDocument8 paginiMicro Cutting of Steelgande10Încă nu există evaluări
- New Tool-Workpiece Setting Up Technology For Micro-MillingDocument7 paginiNew Tool-Workpiece Setting Up Technology For Micro-Millinggande10Încă nu există evaluări
- CIMATROM E9.0 Using NC-path Deformation For Compensating Tool DeflectionsDocument6 paginiCIMATROM E9.0 Using NC-path Deformation For Compensating Tool Deflectionsgande10Încă nu există evaluări
- CNC Micromilling Properties and Optimization Using Genetic AlgoritmosDocument15 paginiCNC Micromilling Properties and Optimization Using Genetic Algoritmosgande10Încă nu există evaluări
- New Solutions For Improving Reliability and Reducing Uncertainty in Micro-MillingDocument11 paginiNew Solutions For Improving Reliability and Reducing Uncertainty in Micro-Millinggande10Încă nu există evaluări
- 35364866Document8 pagini35364866gande10Încă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Additive Manufacturing Progress As A NewDocument8 paginiAdditive Manufacturing Progress As A Newsayansantra336.hitche2020Încă nu există evaluări
- 3D PrintingDocument29 pagini3D PrintingAbdul QualeqÎncă nu există evaluări
- Design Essentials For 3D PrintingDocument34 paginiDesign Essentials For 3D Printingtirupathi balajiÎncă nu există evaluări
- 2075-Assembly Manual For FFF - FDMDocument115 pagini2075-Assembly Manual For FFF - FDMCristo LBÎncă nu există evaluări
- HTTP 3d PrintDocument3 paginiHTTP 3d PrintBrandi SmallÎncă nu există evaluări
- Practical Solid Modeling For 3d Printing With Openscad 2013-09-25Document140 paginiPractical Solid Modeling For 3d Printing With Openscad 2013-09-25tesla-dax100% (1)
- Ofnc/Cnc: VhalismcuDocument3 paginiOfnc/Cnc: VhalismcuDept. Of Mechanical Engg.Încă nu există evaluări
- CNC MakingDocument80 paginiCNC Makingbeshoygad888Încă nu există evaluări
- F 14 133Document639 paginiF 14 133Rafael Díaz duarteÎncă nu există evaluări
- Best Practice Book For IELTS WritingDocument51 paginiBest Practice Book For IELTS WritingHabimana AndrewÎncă nu există evaluări
- Rapid Prototyping - WikipediaDocument15 paginiRapid Prototyping - WikipediaChalla varun KumarÎncă nu există evaluări
- SolidCAM Swiss-Type - Post-Processor AvailabilityDocument6 paginiSolidCAM Swiss-Type - Post-Processor AvailabilityAnoop UKÎncă nu există evaluări
- Additive Manufacturing InfographicDocument1 paginăAdditive Manufacturing InfographicSergio Cantillo Luna0% (1)
- MCQDocument2 paginiMCQMohammed SameerÎncă nu există evaluări
- What Is Stereolithography - 3D Printing - Live ScienceDocument1 paginăWhat Is Stereolithography - 3D Printing - Live ScienceVeera AadhikshaÎncă nu există evaluări
- List CNC On MTT Expo 2015Document4 paginiList CNC On MTT Expo 2015Addiya RachmanudinÎncă nu există evaluări
- Terminology and Methods: Three-Dimensional Printing or 3D Printing (Also Called Additive Manufacturing) Is Any of VariousDocument28 paginiTerminology and Methods: Three-Dimensional Printing or 3D Printing (Also Called Additive Manufacturing) Is Any of VariousAnaÎncă nu există evaluări
- Technologie Druku 3D - PrzegladDocument21 paginiTechnologie Druku 3D - PrzegladdzenekÎncă nu există evaluări
- The Importance of Additive ManufacturingDocument9 paginiThe Importance of Additive ManufacturingraviÎncă nu există evaluări
- List of Machines CNCDocument3 paginiList of Machines CNCJKP OperationÎncă nu există evaluări
- FDM FFF 3D Printing Quick Start Guide Nov21 Release MakersmuseDocument15 paginiFDM FFF 3D Printing Quick Start Guide Nov21 Release Makersmusemike vidalÎncă nu există evaluări
- QP PaperDocument6 paginiQP PaperKarthi KeyanÎncă nu există evaluări
- 3D Printing Technology: Under The Guidance of Subhra Chakraborty Submitted by AYUSHI (1MV16TE007)Document15 pagini3D Printing Technology: Under The Guidance of Subhra Chakraborty Submitted by AYUSHI (1MV16TE007)Ayushi SharmaÎncă nu există evaluări
- Anjuman College of Engineering & TechnologyDocument12 paginiAnjuman College of Engineering & TechnologyZaky MuzaffarÎncă nu există evaluări
- CNC Job 2Document12 paginiCNC Job 2AnshorÎncă nu există evaluări
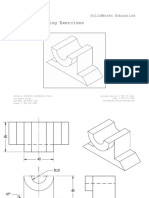
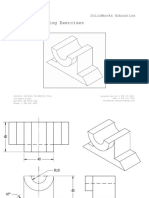
- Detailed Drawing Exercises: Solidworks EducationDocument51 paginiDetailed Drawing Exercises: Solidworks EducationlutherblackÎncă nu există evaluări
- MCQ - Unit 5 Advanced Manufacturing MethodDocument3 paginiMCQ - Unit 5 Advanced Manufacturing MethodDipak naikÎncă nu există evaluări
- Rancang Bangun Mesin CNC Router Mini Untuk PembelaDocument7 paginiRancang Bangun Mesin CNC Router Mini Untuk PembelaMuhammad SamuelÎncă nu există evaluări
- The Additive Manufacturing Process - 3D HubsDocument4 paginiThe Additive Manufacturing Process - 3D HubsRaj RajeshÎncă nu există evaluări
- EDU Detailed Drawings Exercises 2017Document51 paginiEDU Detailed Drawings Exercises 2017SmrileÎncă nu există evaluări