S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Microsoft Office Project - Mobilization PlanDocument1 paginăMicrosoft Office Project - Mobilization PlanrajaÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Weekly Safety ReportDocument5 paginiWeekly Safety ReportrajaÎncă nu există evaluări
- Construction Progress PaymentDocument4 paginiConstruction Progress PaymentrajaÎncă nu există evaluări
- Fishing Problem: 10 August 2016 Advance Problem Arun MahajanDocument6 paginiFishing Problem: 10 August 2016 Advance Problem Arun MahajanSoumalya BhanjaÎncă nu există evaluări
- Lines of Credit - Financial Products - Exim Bank 2Document2 paginiLines of Credit - Financial Products - Exim Bank 2rajaÎncă nu există evaluări
- JTC 01 Foundations and Pile CapsDocument10 paginiJTC 01 Foundations and Pile CapsrajaÎncă nu există evaluări
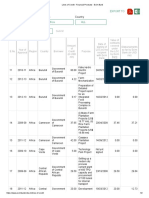
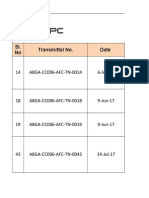
- Bauxite Export Project, Guinea - CC - 006 Port Development and Infrastructure Inward Register For Transmittal From Afcons Sl. NoDocument10 paginiBauxite Export Project, Guinea - CC - 006 Port Development and Infrastructure Inward Register For Transmittal From Afcons Sl. NorajaÎncă nu există evaluări
- Bauxite Export Project, Guinea - CC - 006 Port Development and Infrastructure Inward Register For Transmittal From Afcons Sl. NoDocument10 paginiBauxite Export Project, Guinea - CC - 006 Port Development and Infrastructure Inward Register For Transmittal From Afcons Sl. NorajaÎncă nu există evaluări
- Bauxite Export Project, Guinea - CC - 006 Method Statement For Lateral Load Test SP-A8GA-006-FLR-CS-PL-5010 RCDocument10 paginiBauxite Export Project, Guinea - CC - 006 Method Statement For Lateral Load Test SP-A8GA-006-FLR-CS-PL-5010 RCrajaÎncă nu există evaluări
- 501 - Concrete - PlantsDocument4 pagini501 - Concrete - PlantsrajaÎncă nu există evaluări
- Bored-Piling Mar2016 PDFDocument4 paginiBored-Piling Mar2016 PDFrajaÎncă nu există evaluări
- Aira Condominium - OriginalDocument21 paginiAira Condominium - OriginalrajaÎncă nu există evaluări
- 024Document2 pagini024rajaÎncă nu există evaluări
- NCR ResponseDocument2 paginiNCR ResponserajaÎncă nu există evaluări
- 501 - Concrete - PlantsDocument4 pagini501 - Concrete - PlantsrajaÎncă nu există evaluări
- Recovery Plan: SL - No. Area Description Start End ResourceDocument4 paginiRecovery Plan: SL - No. Area Description Start End ResourcerajaÎncă nu există evaluări
- 501 - Concrete - PlantsDocument4 pagini501 - Concrete - PlantsrajaÎncă nu există evaluări
- 4 Phases Involved in Bored Cast In-Situ Pile Construction Work - CivilblogDocument9 pagini4 Phases Involved in Bored Cast In-Situ Pile Construction Work - CivilblograjaÎncă nu există evaluări
- Bored Piling Mar2016Document4 paginiBored Piling Mar2016rajaÎncă nu există evaluări
- Quality Control Lab EquipmentsDocument1 paginăQuality Control Lab EquipmentsrajaÎncă nu există evaluări
- Project OverviewDocument1 paginăProject OverviewrajaÎncă nu există evaluări
- 01 10 00arcDocument2 pagini01 10 00arcrajaÎncă nu există evaluări
- Staad CommandsDocument6 paginiStaad CommandsrajaÎncă nu există evaluări
- Architectue PlansDocument25 paginiArchitectue PlansrajaÎncă nu există evaluări
- Project OverviewDocument1 paginăProject OverviewrajaÎncă nu există evaluări
- Minimum Standard For High Rise BuildingDocument6 paginiMinimum Standard For High Rise BuildingDedy KristiantoÎncă nu există evaluări
- Design of Plumbing Systems For Multi-Storey Buildings PDFDocument14 paginiDesign of Plumbing Systems For Multi-Storey Buildings PDFpequenita34100% (4)
- Table of ContentsDocument2 paginiTable of ContentsrajaÎncă nu există evaluări
- 1457E1 Civil Enquiry C002B Rev 01 NN CommentsDocument44 pagini1457E1 Civil Enquiry C002B Rev 01 NN CommentsrajaÎncă nu există evaluări
- 2006 Status of Coho Salmon in CaliforniaDocument213 pagini2006 Status of Coho Salmon in CaliforniaMartha LetchingerÎncă nu există evaluări
- ITC HS ClassificationDocument144 paginiITC HS Classificationwijido9671Încă nu există evaluări
- Lisa Nurpatimah: Nama: LISA Kelas: 8CDocument4 paginiLisa Nurpatimah: Nama: LISA Kelas: 8CLezard El-EzharÎncă nu există evaluări
- IEM - Harvesting Equipment (Fishing Gears)Document49 paginiIEM - Harvesting Equipment (Fishing Gears)Eddy Edlin Bin MervinÎncă nu există evaluări
- WI DNR Trout Stock 2018Document17 paginiWI DNR Trout Stock 2018Fredrick smothsÎncă nu există evaluări
- The Lunker PDFDocument23 paginiThe Lunker PDFFechete LaviniaÎncă nu există evaluări
- Western - angler.truePDF April - May.2017Document100 paginiWestern - angler.truePDF April - May.2017Ciprian CociubaÎncă nu există evaluări
- Mola Mola Fish - Google SearchDocument1 paginăMola Mola Fish - Google SearchRuth Rasalhaque LubisÎncă nu există evaluări
- Body Shape: Fusiform DepressedDocument2 paginiBody Shape: Fusiform DepressedZaky MfaÎncă nu există evaluări
- Fishing Knots, Swivels, SinkersDocument41 paginiFishing Knots, Swivels, SinkersRyan RodeÎncă nu există evaluări
- Dok Engl TisDocument24 paginiDok Engl TisSaleemÎncă nu există evaluări
- Tenkara Fishing: Richard AdeneyDocument16 paginiTenkara Fishing: Richard AdeneyMarceloÎncă nu există evaluări
- Major Species of Tuna in The PhilippinesDocument7 paginiMajor Species of Tuna in The PhilippinesKent Malig-onÎncă nu există evaluări
- Unit - 10 Exercises (Answers) : English Grammar in Use - 5 EditionDocument2 paginiUnit - 10 Exercises (Answers) : English Grammar in Use - 5 EditionMahdiÎncă nu există evaluări
- 6 - Poster Jenis Ikan Dominan Dengan API Longline FinalDocument1 pagină6 - Poster Jenis Ikan Dominan Dengan API Longline Finalgirindri sugestiÎncă nu există evaluări
- Mustad - Americas Catalog - 2016Document158 paginiMustad - Americas Catalog - 2016champ97Încă nu există evaluări
- Wa0004Document15 paginiWa0004Daniel OscarÎncă nu există evaluări
- Fishing LineDocument80 paginiFishing LineStart AmazonÎncă nu există evaluări
- Fishing Lure Lipless Crank BaitDocument23 paginiFishing Lure Lipless Crank BaitDESTROERs cRaZyes100% (1)
- Muntinlupa MuseumDocument1 paginăMuntinlupa MuseumPaula Mae NogalesÎncă nu există evaluări
- 000 - DMC FormattingDocument261 pagini000 - DMC FormattingTemp EmailÎncă nu există evaluări
- Floating Buck Creek: Bluewater Trails Bluewater TrailsDocument4 paginiFloating Buck Creek: Bluewater Trails Bluewater TrailsJames WentworthÎncă nu există evaluări
- Adapted FishingDocument2 paginiAdapted Fishingapi-541744798Încă nu există evaluări
- A Basic Guide For The Beginning AnglerDocument52 paginiA Basic Guide For The Beginning AnglerMirkoÎncă nu există evaluări
- Product Catalogue: Sales@frenzee - Co.uk WWW - Frenzee.co - Uk FrenzeeDocument48 paginiProduct Catalogue: Sales@frenzee - Co.uk WWW - Frenzee.co - Uk FrenzeedaveagriffÎncă nu există evaluări
- Beachfishing SCDocument2 paginiBeachfishing SClolichansilva84Încă nu există evaluări
- SJK (C) Pei Hwa Year 3 English Language Assessment 3Document6 paginiSJK (C) Pei Hwa Year 3 English Language Assessment 3hanujaÎncă nu există evaluări
- List of Indonesia Approved Establishments For The Export of Fish Products (Wild Catch) To The Kingdom of Saudi ArabiaDocument22 paginiList of Indonesia Approved Establishments For The Export of Fish Products (Wild Catch) To The Kingdom of Saudi ArabiaMuhammad DirhamÎncă nu există evaluări
- Barangay HistoryDocument1 paginăBarangay HistoryDianka Glory Cenabre EdrozoÎncă nu există evaluări