S-ar putea să vă placă și
- Guide To Compositesv5webpdfDocument73 paginiGuide To Compositesv5webpdfImamRNÎncă nu există evaluări
- Carbon Composite Material Used in Space ShuttlesDocument11 paginiCarbon Composite Material Used in Space Shuttlesthangella_nagendraÎncă nu există evaluări
- Inspection and Maintenance of Drillpipe Ebook PDFDocument39 paginiInspection and Maintenance of Drillpipe Ebook PDFAntónio OliveiraÎncă nu există evaluări
- Unit-I TO Composite MaterialsDocument40 paginiUnit-I TO Composite MaterialsSaisurendra VeerlaÎncă nu există evaluări
- Builder's Greywater Guide Branched DrainDocument4 paginiBuilder's Greywater Guide Branched DrainGreen Action Sustainable Technology GroupÎncă nu există evaluări
- Mechanical properties of corn fiber compositesDocument4 paginiMechanical properties of corn fiber compositesRaja SajinÎncă nu există evaluări
- 08 Chapter1Document63 pagini08 Chapter1Inam Ul Haq100% (1)
- Polymer Composites-Student PresentationDocument26 paginiPolymer Composites-Student Presentationafia rahman100% (1)
- De AssignmentDocument9 paginiDe AssignmentManish MohapatraÎncă nu există evaluări
- Elastic, Plastic and Yield Design of Reinforced StructuresDe la EverandElastic, Plastic and Yield Design of Reinforced StructuresÎncă nu există evaluări
- Filament Winding Process GuideDocument17 paginiFilament Winding Process GuideCharaf Leo100% (1)
- TexturizingDocument55 paginiTexturizingKathirrveluSubramainanÎncă nu există evaluări
- Knitted Fabric: Sardar Vallabhbhai Patel Institute of Textile Management, Coimbatore - 641004Document5 paginiKnitted Fabric: Sardar Vallabhbhai Patel Institute of Textile Management, Coimbatore - 641004Pradeep AhireÎncă nu există evaluări
- Jar Test Determines Optimum Alum DosageDocument6 paginiJar Test Determines Optimum Alum DosageShoby Kesavan PillaiÎncă nu există evaluări
- Construction Technology Glass Fibre Reinforced Concrete (GFRC)Document7 paginiConstruction Technology Glass Fibre Reinforced Concrete (GFRC)arunkumarÎncă nu există evaluări
- Composite Fabrication by Filament WindingDocument26 paginiComposite Fabrication by Filament WindingAVI_ROHINIÎncă nu există evaluări
- HD Manual - COP For Structure Use of Concrete 2004 Rev - 2.3Document346 paginiHD Manual - COP For Structure Use of Concrete 2004 Rev - 2.3yin169Încă nu există evaluări
- Valve Group-Control - AuxiliaryDocument3 paginiValve Group-Control - AuxiliarythierrylindoÎncă nu există evaluări
- Green Facades and Building Structures M.a.mirDocument125 paginiGreen Facades and Building Structures M.a.mirShoby Kesavan Pillai100% (1)
- Collection of Coral Speaking ScriptDocument13 paginiCollection of Coral Speaking ScriptDonestop Tudung Centre82% (17)
- FRP manufacturing and moulding processesDocument4 paginiFRP manufacturing and moulding processesSurenderMalanÎncă nu există evaluări
- Study On Mechanical Properties of Unidirectional Continuous Carbon Fiber-Reinforced PEEK Composites Fabricated by The Wrapped Yarn MethodDocument14 paginiStudy On Mechanical Properties of Unidirectional Continuous Carbon Fiber-Reinforced PEEK Composites Fabricated by The Wrapped Yarn Methodatef.selmi01Încă nu există evaluări
- 2.fibre-Reinforced Plastic - WikipediaDocument40 pagini2.fibre-Reinforced Plastic - WikipediaVenkata Reddy Chinnapu ReddyÎncă nu există evaluări
- Manufacture of Composites: Submitted To - S.S GodaraDocument37 paginiManufacture of Composites: Submitted To - S.S GodaraRais Alfiansyah TaufiqÎncă nu există evaluări
- X-Direction and Y-Direction Z-Direction: The Manufacture of Fibre FabricDocument3 paginiX-Direction and Y-Direction Z-Direction: The Manufacture of Fibre Fabricaditya singhÎncă nu există evaluări
- Project Report PDFDocument66 paginiProject Report PDFTEAM LUASKARTÎncă nu există evaluări
- Manufacturing Process Description: 4.1 The Manufacture of Fibre FabricDocument4 paginiManufacturing Process Description: 4.1 The Manufacture of Fibre FabricWolfMensch1216Încă nu există evaluări
- EM Assignment - PDF 1Document13 paginiEM Assignment - PDF 1zohaibÎncă nu există evaluări
- Manufacture of natural fiber-reinforced polyurethane composites using LFIDocument3 paginiManufacture of natural fiber-reinforced polyurethane composites using LFIAshokan KelothÎncă nu există evaluări
- Study On Mechanical Properties of Unidirectional Continuous Carbon Fiber Reinforced PEEK Composites Fabricated by The Wrapped Yarn MethodDocument15 paginiStudy On Mechanical Properties of Unidirectional Continuous Carbon Fiber Reinforced PEEK Composites Fabricated by The Wrapped Yarn Methodatef.selmi01Încă nu există evaluări
- Composites SmallDocument21 paginiComposites SmallMiguel DobrogowskyÎncă nu există evaluări
- Fabrication and Testing of Fibre Reinforced Polymer Composites MaterialDocument8 paginiFabrication and Testing of Fibre Reinforced Polymer Composites Materialyadagani nirmalÎncă nu există evaluări
- Composite MaterialDocument7 paginiComposite Materialemrecakir03Încă nu există evaluări
- Composite Material AssignmentDocument12 paginiComposite Material AssignmentMohd Shahrizan100% (1)
- Prepregs, SMC, Fiber ArchitectureDocument19 paginiPrepregs, SMC, Fiber ArchitectureSharath PradeepÎncă nu există evaluări
- Spunbond TechnologyDocument7 paginiSpunbond TechnologyRonik JÎncă nu există evaluări
- Pultrusion of Composites - An OverviewDocument15 paginiPultrusion of Composites - An OverviewAkhil DayaluÎncă nu există evaluări
- GFRP & Pistachio in EpoxyDocument6 paginiGFRP & Pistachio in EpoxyKirti Vardhan PantÎncă nu există evaluări
- Mechanical Properties Hybrid Fiber CompositesDocument6 paginiMechanical Properties Hybrid Fiber CompositesTeja shivraj DandeÎncă nu există evaluări
- Development of Kevlar Composites For Ballistic ApplicationDocument6 paginiDevelopment of Kevlar Composites For Ballistic ApplicationKhurram ShehzadÎncă nu există evaluări
- Presentation Rough DraftDocument5 paginiPresentation Rough DraftHueyÎncă nu există evaluări
- Fabricate A Product From NFRCDocument14 paginiFabricate A Product From NFRCjobiraprintingÎncă nu există evaluări
- Polyester Composites Reinforced With NonDocument11 paginiPolyester Composites Reinforced With NonbaktiabijunaÎncă nu există evaluări
- Effect of Volume Fraction Variation of Wool Yarn and Resin Composite On The Strength of Tensile Test and Impact TestDocument7 paginiEffect of Volume Fraction Variation of Wool Yarn and Resin Composite On The Strength of Tensile Test and Impact TestInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- Manufacturing Fibers and CompositesDocument5 paginiManufacturing Fibers and CompositesRock Tron LiwagÎncă nu există evaluări
- Unit III - Composites Cy3151Document10 paginiUnit III - Composites Cy3151A/E5LOGESH AKRÎncă nu există evaluări
- Sustainable Non Woven Fabric Composites For Automotive Textiles Using Reclaimed FIBRESDocument3 paginiSustainable Non Woven Fabric Composites For Automotive Textiles Using Reclaimed FIBRESIJERDÎncă nu există evaluări
- Manufacture of Composites: Submitted To - S.S GodaraDocument37 paginiManufacture of Composites: Submitted To - S.S GodaraRais Alfiansyah TaufiqÎncă nu există evaluări
- SELF-REPAIR AND ENHANCED DAMAGE VISIBILITY IN A HOLLOW REINFORCED PLASTICDocument10 paginiSELF-REPAIR AND ENHANCED DAMAGE VISIBILITY IN A HOLLOW REINFORCED PLASTICDEEBA S 20PHD1159Încă nu există evaluări
- FABRICATION TECHNIQUESDocument4 paginiFABRICATION TECHNIQUESSandhya BiradarÎncă nu există evaluări
- Advances in Mechanics 1Document14 paginiAdvances in Mechanics 1yuvaraj gopalÎncă nu există evaluări
- Composite StructureDocument9 paginiComposite Structuremahadev barÎncă nu există evaluări
- Textile_Structural_Composite_and_Its_AppDocument5 paginiTextile_Structural_Composite_and_Its_Appptlimaproject92Încă nu există evaluări
- The Royal Institution of Naval Architects The Advantages of Composite Material in Marine Renewable Energy StructuresDocument7 paginiThe Royal Institution of Naval Architects The Advantages of Composite Material in Marine Renewable Energy StructuressimalaraviÎncă nu există evaluări
- Natural Fibre-Polymer Composites: A ReviewDocument23 paginiNatural Fibre-Polymer Composites: A ReviewanonymousÎncă nu există evaluări
- Man Made FibereDocument57 paginiMan Made FibereSuraj RaghvÎncă nu există evaluări
- Composite Material - Wikipedia, The Free EncyclopediaDocument6 paginiComposite Material - Wikipedia, The Free EncyclopediaygraoÎncă nu există evaluări
- Submitted in Partial Fulfillment of Final Semester ofDocument20 paginiSubmitted in Partial Fulfillment of Final Semester ofRamakant MandalÎncă nu există evaluări
- Manufacturing Process of PMCDocument23 paginiManufacturing Process of PMCashish mishra100% (1)
- Presentationprint TempDocument68 paginiPresentationprint TempN180705Încă nu există evaluări
- Experimental Study On Retrofitted RC T-BEAM Using FRPDocument5 paginiExperimental Study On Retrofitted RC T-BEAM Using FRPInternational Journal of Innovative Science and Research TechnologyÎncă nu există evaluări
- A Study On 3D Carbon Braided CompositeDocument56 paginiA Study On 3D Carbon Braided CompositeDaryl LeeÎncă nu există evaluări
- KenafDocument7 paginiKenafagus MujiantoÎncă nu există evaluări
- Composite Formation by Hand-Layup Process: Technical ReportDocument8 paginiComposite Formation by Hand-Layup Process: Technical ReportReinaldo SilvestreÎncă nu există evaluări
- Spunbond TechnologyDocument13 paginiSpunbond TechnologyJuan Manuel BejaranoÎncă nu există evaluări
- Forming Composites by Hand LayupDocument8 paginiForming Composites by Hand LayupEchebiri CollinsÎncă nu există evaluări
- Journal 3 MANUFACTURING - PROCESS - AND - APPLICATIONS - OF - COMPOSITDocument7 paginiJournal 3 MANUFACTURING - PROCESS - AND - APPLICATIONS - OF - COMPOSITJogesh BarikÎncă nu există evaluări
- 1Document2 pagini1Shoby Kesavan PillaiÎncă nu există evaluări
- Exercise 2Document2 paginiExercise 2Shoby Kesavan PillaiÎncă nu există evaluări
- Attachment Pelton TurbineDocument4 paginiAttachment Pelton TurbineShoby Kesavan PillaiÎncă nu există evaluări
- Engineering Workshop Processes: Certificate in Mechanical EngineeringDocument17 paginiEngineering Workshop Processes: Certificate in Mechanical EngineeringShoby Kesavan PillaiÎncă nu există evaluări
- Project Brief SKAA3233 201720181Document4 paginiProject Brief SKAA3233 201720181Shoby Kesavan PillaiÎncă nu există evaluări
- Attachment Pelton TurbineDocument4 paginiAttachment Pelton TurbineShoby Kesavan PillaiÎncă nu există evaluări
- M&e Tugasan 1Document7 paginiM&e Tugasan 1Shoby Kesavan PillaiÎncă nu există evaluări
- G3Document12 paginiG3Shoby Kesavan PillaiÎncă nu există evaluări
- StreamflowDocument43 paginiStreamflowShoby Kesavan PillaiÎncă nu există evaluări
- Topic 2Document61 paginiTopic 2Shoby Kesavan PillaiÎncă nu există evaluări
- Chapter 23. Pavement Materials: BitumenDocument8 paginiChapter 23. Pavement Materials: BitumenashrafelkhalawyÎncă nu există evaluări
- Chapter 23. Pavement Materials: BitumenDocument8 paginiChapter 23. Pavement Materials: BitumenashrafelkhalawyÎncă nu există evaluări
- Reynolds ReportDocument6 paginiReynolds ReportKiran Raj Veerappen100% (1)
- BEC 202 Structural Analysis 1 Course OutlineDocument92 paginiBEC 202 Structural Analysis 1 Course OutlineShoby Kesavan Pillai100% (1)
- Hydrostatic PressureDocument20 paginiHydrostatic PressureShoby Kesavan PillaiÎncă nu există evaluări
- Temperature and Air QualityDocument9 paginiTemperature and Air QualityShoby Kesavan PillaiÎncă nu există evaluări
- Reynolds ReportDocument6 paginiReynolds ReportKiran Raj Veerappen100% (1)
- Jui Plastic LimitDocument7 paginiJui Plastic LimitShoby Kesavan PillaiÎncă nu există evaluări
- AbstractDocument1 paginăAbstractShoby Kesavan PillaiÎncă nu există evaluări
- Bec108 Lect 1Document34 paginiBec108 Lect 1Shoby Kesavan PillaiÎncă nu există evaluări
- Identify The Causes and Environmental Friendly Methods To Control Eutrophication in Vavuniya Tank, Sri Lanka PDFDocument12 paginiIdentify The Causes and Environmental Friendly Methods To Control Eutrophication in Vavuniya Tank, Sri Lanka PDFShoby Kesavan PillaiÎncă nu există evaluări
- Design ScaffoldDocument4 paginiDesign ScaffoldShoby Kesavan PillaiÎncă nu există evaluări
- C5304 - Hydrology (Kertas Soalan Politeknik-Politeknik Malaysia Kejuruteraan Awam)Document7 paginiC5304 - Hydrology (Kertas Soalan Politeknik-Politeknik Malaysia Kejuruteraan Awam)Azil14Încă nu există evaluări
- Column & StrutsDocument13 paginiColumn & StrutsShoby Kesavan PillaiÎncă nu există evaluări
- PM Assgnmnt 1Document1 paginăPM Assgnmnt 1Shoby Kesavan PillaiÎncă nu există evaluări
- Factors Affecting Purchase Intentions in Generation Z Towards Hipster Cafe in Kelantan LOCKEDDocument70 paginiFactors Affecting Purchase Intentions in Generation Z Towards Hipster Cafe in Kelantan LOCKEDlassan199358Încă nu există evaluări
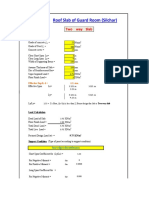
- Roof Slab of Guard RoomDocument3 paginiRoof Slab of Guard RoomAditya KumarÎncă nu există evaluări
- PLCDocument16 paginiPLCMohit Kinger100% (1)
- COSTECH Accelration of Innovation ImbejuDocument42 paginiCOSTECH Accelration of Innovation Imbejuhamidumajid033Încă nu există evaluări
- Attachment To Division Memorandum No. - , S, 2020Document3 paginiAttachment To Division Memorandum No. - , S, 2020Jasmin Move-RamirezÎncă nu există evaluări
- Breaking Shackles of Time: Print vs Digital ReadingDocument2 paginiBreaking Shackles of Time: Print vs Digital ReadingMargarette RoseÎncă nu există evaluări
- Bulletin 1395 Digital DC Drive 1350A & 2250ADocument213 paginiBulletin 1395 Digital DC Drive 1350A & 2250ATulioPenaÎncă nu există evaluări
- CSE 390 Bash Command ReferenceDocument3 paginiCSE 390 Bash Command Referencesam100% (1)
- Applying The Haar Wavelet Transform To Time Series InformationDocument27 paginiApplying The Haar Wavelet Transform To Time Series InformationJohn LemonÎncă nu există evaluări
- Surface Vortices and Pressures in Suction Intakes of Vertical Axial-Flow PumpsDocument22 paginiSurface Vortices and Pressures in Suction Intakes of Vertical Axial-Flow PumpssauroÎncă nu există evaluări
- Fundamentals 2014Document959 paginiFundamentals 2014Angelo Vittorio VettorazziÎncă nu există evaluări
- Current Developments in Lens DesignDocument12 paginiCurrent Developments in Lens DesignMahabub HossainÎncă nu există evaluări
- OFFICE 365 PROXY GUIDEDocument4 paginiOFFICE 365 PROXY GUIDErossloveladyÎncă nu există evaluări
- Trace MasterDocument29 paginiTrace Masterapi-3858801Încă nu există evaluări
- Touch Screen TechnologyDocument18 paginiTouch Screen TechnologySmîlērÎncă nu există evaluări
- Transient and Random VibrationDocument19 paginiTransient and Random VibrationAman SharmaÎncă nu există evaluări
- Hublit Limphaire Leaflet India PDFDocument2 paginiHublit Limphaire Leaflet India PDFAkshay RaiÎncă nu există evaluări
- Breaking Water Protection Paradigms: RTM Composite DomesDocument52 paginiBreaking Water Protection Paradigms: RTM Composite DomesaerostressÎncă nu există evaluări
- General Purpose Relay SpecsDocument2 paginiGeneral Purpose Relay SpecsAndres DiazÎncă nu există evaluări
- Needle System Guide For Old Industrial Singer Sewing MachinesDocument4 paginiNeedle System Guide For Old Industrial Singer Sewing MachinesWilberth FrancoÎncă nu există evaluări
- AMG ActuatorsDocument12 paginiAMG ActuatorsMohan ArumugavallalÎncă nu există evaluări
- Zhao PeiDocument153 paginiZhao PeiMuhammad Haris HamayunÎncă nu există evaluări
- Oracle Database Question Bank 1Document5 paginiOracle Database Question Bank 1subbaraomca2010Încă nu există evaluări
- The hyperwall: A multiple display wall for visualizing high-dimensional dataDocument4 paginiThe hyperwall: A multiple display wall for visualizing high-dimensional dataMahendra PututÎncă nu există evaluări
- Slurry Flo BrochureDocument4 paginiSlurry Flo BrochureChristian Andres Campa HernandezÎncă nu există evaluări
- Abstracts Book Nanotech 2013Document151 paginiAbstracts Book Nanotech 2013felipe de jesus juarez torresÎncă nu există evaluări