S-ar putea să vă placă și
- 4130 Steel: AISI 4130 Aircraft Quality Steel Delivered When You Need ItDocument1 pagină4130 Steel: AISI 4130 Aircraft Quality Steel Delivered When You Need Ittjt4779Încă nu există evaluări
- 5S General Evaluation SheetDocument1 pagină5S General Evaluation SheetMadhavaram SVÎncă nu există evaluări
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 7 - MegaWorkbookDocument1 paginăNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 7 - MegaWorkbooktjt4779Încă nu există evaluări
- 5S Audit SheetDocument1 pagină5S Audit SheetNeumar NeumannÎncă nu există evaluări
- 5S ChecklistDocument1 pagină5S ChecklistsriharikrishnÎncă nu există evaluări
- AISI 4130: Category Type Steel GradeDocument2 paginiAISI 4130: Category Type Steel Gradetjt4779Încă nu există evaluări
- Astm d1418Document3 paginiAstm d1418Ali KeshavarzÎncă nu există evaluări
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 10Document1 paginăNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 10tjt4779Încă nu există evaluări
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 3 - MegaWorkbookDocument1 paginăNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 3 - MegaWorkbooktjt4779Încă nu există evaluări
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 4 - MegaWorkbookDocument1 paginăNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 4 - MegaWorkbooktjt4779Încă nu există evaluări
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 8 - MegaWorkbookDocument1 paginăNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 8 - MegaWorkbooktjt4779Încă nu există evaluări
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 5 - MegaWorkbookDocument1 paginăNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 5 - MegaWorkbooktjt4779Încă nu există evaluări
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 9 - MegaWorkbookDocument1 paginăNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 9 - MegaWorkbooktjt4779Încă nu există evaluări
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 2 - MegaWorkbookDocument1 paginăNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 2 - MegaWorkbooktjt4779Încă nu există evaluări
- 2Document1 pagină2tjt4779Încă nu există evaluări
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 6 - MegaWorkbookDocument1 paginăNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 6 - MegaWorkbooktjt4779Încă nu există evaluări
- 9Document1 pagină9tjt4779Încă nu există evaluări
- 8Document1 pagină8tjt4779Încă nu există evaluări
- 1Document1 pagină1tjt4779Încă nu există evaluări
- Number Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 1Document1 paginăNumber Tracing Worksheet - Tracing Numbers (1-10) - Tracing Number 1tjt4779100% (1)
- 7Document1 pagină7tjt4779Încă nu există evaluări
- 5Document1 pagină5tjt4779Încă nu există evaluări
- 10Document1 pagină10tjt4779Încă nu există evaluări
- 6Document1 pagină6tjt4779Încă nu există evaluări
- RIS 02 - Risk Assessment Form Rev 0Document1 paginăRIS 02 - Risk Assessment Form Rev 0tjt4779Încă nu există evaluări
- QSP - 08 - Risk Assessment, Management and Contingency Planning Rev 0 PDFDocument11 paginiQSP - 08 - Risk Assessment, Management and Contingency Planning Rev 0 PDFPhuong Huynh100% (2)
- O-Rings UK 005095 Vers1 - Dimensional ToleranceDocument24 paginiO-Rings UK 005095 Vers1 - Dimensional Tolerancetjt4779Încă nu există evaluări
- O-Rings UK 005095 Vers1 - Dimensional ToleranceDocument24 paginiO-Rings UK 005095 Vers1 - Dimensional Tolerancetjt4779Încă nu există evaluări
- QSP - 09 - Management of Change Rev 0 PDFDocument4 paginiQSP - 09 - Management of Change Rev 0 PDFPhuong HuynhÎncă nu există evaluări
- Control de CambiosDocument1 paginăControl de CambiosDonna Gabriela MarcanoÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Compaction and Compression of PowderDocument23 paginiCompaction and Compression of Powderjabed sarkar100% (1)
- Characterization of Polydimethylsiloxane (PDMS) PropertiesDocument13 paginiCharacterization of Polydimethylsiloxane (PDMS) PropertiesEsteban ArayaÎncă nu există evaluări
- Friction Chart PDFDocument4 paginiFriction Chart PDFSupawat RangsiwongÎncă nu există evaluări
- ChemisorptionDocument19 paginiChemisorptionsharmatanima23Încă nu există evaluări
- Recent Trends in NanobiotechnologyDocument9 paginiRecent Trends in Nanobiotechnologydivakar100% (1)
- Silicon CarbideDocument5 paginiSilicon Carbiderockeysuseelan100% (2)
- Experimental Study of Polypropylene Fiber-Reinforced ConcreteDocument14 paginiExperimental Study of Polypropylene Fiber-Reinforced Concreteprajwal ursÎncă nu există evaluări
- Delrin 100 AFDocument2 paginiDelrin 100 AFom12315Încă nu există evaluări
- Basic Principles of Eddy Current InspectionDocument58 paginiBasic Principles of Eddy Current Inspectiondavid eduardo arteaga faubla100% (1)
- A Study of Scrap Rubber Devulcanization and PDFDocument216 paginiA Study of Scrap Rubber Devulcanization and PDFalfiharadisÎncă nu există evaluări
- COMPARISON of Helical Coil Versus Straight Tube HXdocumentDocument7 paginiCOMPARISON of Helical Coil Versus Straight Tube HXdocumentlram70Încă nu există evaluări
- Lecture 5Document30 paginiLecture 5Anonymous fSLJC1Încă nu există evaluări
- ECJ - 03 - 2017 - From - Waste - To - Wall, BioBased Octyl AcrylateDocument5 paginiECJ - 03 - 2017 - From - Waste - To - Wall, BioBased Octyl Acrylateichsan hakimÎncă nu există evaluări
- Effect of Mixing Procedure of Oleic Acid and BN Nanoparticles As Additives On Lubricant Performance of PAO8Document11 paginiEffect of Mixing Procedure of Oleic Acid and BN Nanoparticles As Additives On Lubricant Performance of PAO8B๖๑๑๐๘๖๔ Anawat PatthanapornÎncă nu există evaluări
- Beckmann ThermometerDocument2 paginiBeckmann ThermometerLinda MulyawatiÎncă nu există evaluări
- Pavement Materials KJJDocument44 paginiPavement Materials KJJAlfred KameyaÎncă nu există evaluări
- Api 571-1Document11 paginiApi 571-1Raghavan100% (1)
- 1.1.1 MSC Material Science SyllabusDocument51 pagini1.1.1 MSC Material Science SyllabussanjeevchsÎncă nu există evaluări
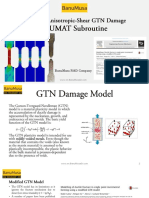
- Modified GTN Model VUMAT by BanuMusaDocument10 paginiModified GTN Model VUMAT by BanuMusaAbdul KhaladÎncă nu există evaluări
- Passive Energy Dissipation Systems For StructuralDocument12 paginiPassive Energy Dissipation Systems For StructuralMichael Jhoan Rodriguez RomeroÎncă nu există evaluări
- Power Plant Protection and Control Strategies For Blackout AvoidanceDocument22 paginiPower Plant Protection and Control Strategies For Blackout Avoidance北科大-林立Încă nu există evaluări
- MC Elvain Cave Durand Bingham Fluids HR ValueDocument14 paginiMC Elvain Cave Durand Bingham Fluids HR ValueJuan Pablo ApazaÎncă nu există evaluări
- Lecture 2 Tension MembersDocument55 paginiLecture 2 Tension Memberssamiullah034050100% (1)
- Ch4SURFACE CHEM MCQDocument4 paginiCh4SURFACE CHEM MCQAnuj PalÎncă nu există evaluări
- Previous Year UPTU End Sem Exam Papers - SOM / MOS Paper 7Document3 paginiPrevious Year UPTU End Sem Exam Papers - SOM / MOS Paper 7nitin_johri0% (1)
- Liquefaction Analysis - PM4sand - 025936Document8 paginiLiquefaction Analysis - PM4sand - 025936Krlo AguindaÎncă nu există evaluări
- Randolph, M.F. (2004) PIGLET User ManualDocument38 paginiRandolph, M.F. (2004) PIGLET User ManualJonathan WhiteÎncă nu există evaluări
- MN Valve Sizing Handbook GEA19540A English PDFDocument30 paginiMN Valve Sizing Handbook GEA19540A English PDFGuillaume MontarnalÎncă nu există evaluări
- Thomas and Hsu Shear Flow Zone in Torsion of RC MemberDocument21 paginiThomas and Hsu Shear Flow Zone in Torsion of RC Memberyyanan1118100% (1)
- Design of Columns As Per IS 456-2000Document68 paginiDesign of Columns As Per IS 456-2000S Praveenkumar87% (93)