S-ar putea să vă placă și
- An Optimization Model For Re"Nery Production Scheduling: Maud Gokthe-Lundgren, Jan T. Lundgren, Jan A. PerssonDocument16 paginiAn Optimization Model For Re"Nery Production Scheduling: Maud Gokthe-Lundgren, Jan T. Lundgren, Jan A. PerssonRaju GummaÎncă nu există evaluări
- Design Guidelines Pro II Rev inDocument8 paginiDesign Guidelines Pro II Rev inNareshÎncă nu există evaluări
- Refinery Planning and Scheduling: An Overview: Jens Bengtsson and Sigrid-Lise Non AsDocument16 paginiRefinery Planning and Scheduling: An Overview: Jens Bengtsson and Sigrid-Lise Non AsLucky Bayu RiantinoÎncă nu există evaluări
- Article - 1000089 Simulation Tank Farm Monte CarloDocument6 paginiArticle - 1000089 Simulation Tank Farm Monte CarlolenoelmÎncă nu există evaluări
- Paper962833 2837Document6 paginiPaper962833 2837AKOGU J. AKPOCHI J.Încă nu există evaluări
- 1.1 Research Background: Distillation ColumnDocument6 pagini1.1 Research Background: Distillation ColumnRiethanelia UsunÎncă nu există evaluări
- Chemical Engineering Projects Can Be Divided Into Three TypesDocument25 paginiChemical Engineering Projects Can Be Divided Into Three Typestrungson1100% (1)
- Development of Ethyl Acetate Process Technology Mini-PlantsDocument20 paginiDevelopment of Ethyl Acetate Process Technology Mini-PlantsKaycelyn Bacay100% (1)
- Steady State Simulation of Basrah Crude Oil Refinery Distillation Unit Using ASPEN HYSYSDocument12 paginiSteady State Simulation of Basrah Crude Oil Refinery Distillation Unit Using ASPEN HYSYSAli AlmajedÎncă nu există evaluări
- Introduction To Petroleum Refinery OperationsDocument12 paginiIntroduction To Petroleum Refinery Operationsvinhlhd83% (6)
- Solvent Extraction Technology For Used Oil TreatmentDocument2 paginiSolvent Extraction Technology For Used Oil TreatmentSanjyog DowerahÎncă nu există evaluări
- Distillation Column DesignDocument130 paginiDistillation Column DesignKhushboo Khanna100% (5)
- 05 TehraniDocument16 pagini05 TehranialbyÎncă nu există evaluări
- A Systems Approach To Multiphase Reactor SelectionDocument49 paginiA Systems Approach To Multiphase Reactor SelectionClarence AG YueÎncă nu există evaluări
- Distillation Report - Rotation 1Document23 paginiDistillation Report - Rotation 1Рада МарјановићÎncă nu există evaluări
- Ortloff ComparisonDocument16 paginiOrtloff Comparisonquocthuong1988 leÎncă nu există evaluări
- 1.1.0 Background 1.1.1 Chemical ReactorsDocument5 pagini1.1.0 Background 1.1.1 Chemical ReactorsEvan ChinÎncă nu există evaluări
- Methanol TechnologyDocument8 paginiMethanol TechnologybltzkrigÎncă nu există evaluări
- Aspen Hysys Based Simulation and Analysis of Crude Distillation UnitDocument5 paginiAspen Hysys Based Simulation and Analysis of Crude Distillation UnitSata Ajjam100% (1)
- Study On The Integration of Fluid Catalytic Cracking Unit in Refinery With Solvent-Based Carbon Dioxide AbsorptionDocument7 paginiStudy On The Integration of Fluid Catalytic Cracking Unit in Refinery With Solvent-Based Carbon Dioxide AbsorptionJessica CehÎncă nu există evaluări
- Design and Construction of A Lab-Scale System To Produce Biodiesel From Waste Oil Using Immobilized LipaseDocument64 paginiDesign and Construction of A Lab-Scale System To Produce Biodiesel From Waste Oil Using Immobilized LipaseAmmar HussainÎncă nu există evaluări
- ChE499 Design Project - Brief Project Descriptions Miri 2011Document8 paginiChE499 Design Project - Brief Project Descriptions Miri 2011Norman ChinÎncă nu există evaluări
- Chinese Journal of Chemical Engineering: Jin Lang, Jiao ZhaoDocument8 paginiChinese Journal of Chemical Engineering: Jin Lang, Jiao ZhaoLydia DAHMOUNÎncă nu există evaluări
- Chinese Journal of Chemical Engineering: Jin Lang, Jiao ZhaoDocument8 paginiChinese Journal of Chemical Engineering: Jin Lang, Jiao ZhaoLydia DAHMOUNÎncă nu există evaluări
- 156Document12 pagini156Jorge Armando Carlos SixtoÎncă nu există evaluări
- Refinery Short-Term Scheduling Using Continuous Time Formulation: Crude-Oil OperationsDocument14 paginiRefinery Short-Term Scheduling Using Continuous Time Formulation: Crude-Oil OperationsWaseem AkhtarÎncă nu există evaluări
- Optimal Gas Allocation to Meet Customer DemandsDocument10 paginiOptimal Gas Allocation to Meet Customer DemandsShashwat OmarÎncă nu există evaluări
- Refinery Operations Planning Final ReportDocument31 paginiRefinery Operations Planning Final ReportMohamed AlaaÎncă nu există evaluări
- Allyl3 LECHO FLUIDocument9 paginiAllyl3 LECHO FLUIJoha BetancurÎncă nu există evaluări
- A New Optimisation-Based Design Methodology For Energy-Efficient Crude Oil Distillation Systems With Preflash UnitsDocument6 paginiA New Optimisation-Based Design Methodology For Energy-Efficient Crude Oil Distillation Systems With Preflash UnitsaliÎncă nu există evaluări
- Energy Optimization and Performance Improvement For Crude Distillation Unit Using Pre Flash SystemDocument13 paginiEnergy Optimization and Performance Improvement For Crude Distillation Unit Using Pre Flash SystemVAIBHAV FACHARAÎncă nu există evaluări
- Site Visit ReportDocument7 paginiSite Visit ReportAhmad0% (1)
- Use of Heat Integrated Distillation Technology in Crude FractionationDocument19 paginiUse of Heat Integrated Distillation Technology in Crude FractionationAymen babourÎncă nu există evaluări
- Simulation of Kaduna Refining and Petrochemical Company (KRPC) Crude Distillation Unit (CDU I) Using HysysDocument6 paginiSimulation of Kaduna Refining and Petrochemical Company (KRPC) Crude Distillation Unit (CDU I) Using HysysHarish KotharuÎncă nu există evaluări
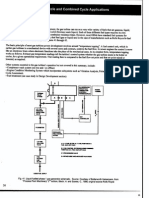
- Gas Turbine in Simple Cycle and Combined Cycle ApplicationsDocument46 paginiGas Turbine in Simple Cycle and Combined Cycle Applicationssevero97100% (2)
- How Can I Develop Iso 14000 Standards?Document34 paginiHow Can I Develop Iso 14000 Standards?Rahil AndleebÎncă nu există evaluări
- Pro II Tutorial - Rev 9Document15 paginiPro II Tutorial - Rev 9Manikandan SubramanianÎncă nu există evaluări
- Thesis Oil PumpDocument4 paginiThesis Oil PumpHelpWithWritingPapersUK100% (2)
- Hydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)Document18 paginiHydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)yliangcaÎncă nu există evaluări
- AICHE Coal Gasification ReportDocument23 paginiAICHE Coal Gasification ReportMuzzy VoraÎncă nu există evaluări
- Understanding Chemical ProcessesDocument12 paginiUnderstanding Chemical ProcessesChaitanya Potti100% (1)
- Steady State Simulation of Basrah Crude Oil Refinery Distillation Unit Using Aspen HysysDocument11 paginiSteady State Simulation of Basrah Crude Oil Refinery Distillation Unit Using Aspen HysysStive BrackÎncă nu există evaluări
- Simulation of bitumen upgrading processes modelling and optimisationDocument6 paginiSimulation of bitumen upgrading processes modelling and optimisationDonato MontroneÎncă nu există evaluări
- Petroleum Processing Techniques ExplainedDocument94 paginiPetroleum Processing Techniques ExplainedPhil WhitemanÎncă nu există evaluări
- Notes On Petroleum ProcessingDocument94 paginiNotes On Petroleum ProcessingVânia CunhaÎncă nu există evaluări
- Prosper Software For Gas Lift System Design and SimulationDocument11 paginiProsper Software For Gas Lift System Design and SimulationRaunak AryanÎncă nu există evaluări
- Isom & HguDocument6 paginiIsom & HguDanish KhanÎncă nu există evaluări
- Major Unit DesignDocument32 paginiMajor Unit DesignFunmilayo Salaja Fatokun0% (1)
- Separations and Reaction Engineering Design Project Production of AmmoniaDocument10 paginiSeparations and Reaction Engineering Design Project Production of AmmoniaRyan WahyudiÎncă nu există evaluări
- Crude Oil Scheduling ChallengesDocument7 paginiCrude Oil Scheduling ChallengesParameshÎncă nu există evaluări
- Refinery Waste Water Treatment and ReuseDocument8 paginiRefinery Waste Water Treatment and ReuseMahmood VahidÎncă nu există evaluări
- Refinery Analytical Techniques Optimize Unit PerformanceDocument8 paginiRefinery Analytical Techniques Optimize Unit PerformanceAlberto Fonseca Uribe100% (1)
- Diesel Fuel from Used Engine OilDocument6 paginiDiesel Fuel from Used Engine OilNorBertoChavezÎncă nu există evaluări
- Modeling, Control, and Optimization of Natural Gas Processing PlantsDe la EverandModeling, Control, and Optimization of Natural Gas Processing PlantsEvaluare: 5 din 5 stele5/5 (1)
- Petroleum Production Engineering, A Computer-Assisted ApproachDe la EverandPetroleum Production Engineering, A Computer-Assisted ApproachEvaluare: 4.5 din 5 stele4.5/5 (11)
- Process Plant Design: Heinemann Chemical Engineering SeriesDe la EverandProcess Plant Design: Heinemann Chemical Engineering SeriesEvaluare: 3.5 din 5 stele3.5/5 (11)
- Major Process Equipment Maintenance and RepairDe la EverandMajor Process Equipment Maintenance and RepairEvaluare: 4 din 5 stele4/5 (4)
- Computational Flow Modeling for Chemical Reactor EngineeringDe la EverandComputational Flow Modeling for Chemical Reactor EngineeringEvaluare: 3 din 5 stele3/5 (3)
- Heavy and Extra-heavy Oil Upgrading TechnologiesDe la EverandHeavy and Extra-heavy Oil Upgrading TechnologiesEvaluare: 4 din 5 stele4/5 (2)
- CFA Investment Foundation ProgrammeDocument5 paginiCFA Investment Foundation ProgrammeJoy BradonÎncă nu există evaluări
- Case Study OSI SystemsDocument2 paginiCase Study OSI Systemsfightclub1234Încă nu există evaluări
- RICK - IDC Calgary Big Data Oil And-GasDocument20 paginiRICK - IDC Calgary Big Data Oil And-GasDeepaÎncă nu există evaluări
- c675c3b0-aa7c-0010-82c7-eda71af511faDocument23 paginic675c3b0-aa7c-0010-82c7-eda71af511fafightclub1234Încă nu există evaluări
- GE Digital Future WP-02191611 PDFDocument20 paginiGE Digital Future WP-02191611 PDFfightclub1234Încă nu există evaluări
- PWC Unrealized Potential of DigitalDocument13 paginiPWC Unrealized Potential of Digitalfightclub1234Încă nu există evaluări
- Analytics in Oil GasDocument11 paginiAnalytics in Oil Gasfightclub1234Încă nu există evaluări
- Dti Oil and Gas Industry White PaperDocument36 paginiDti Oil and Gas Industry White PaperSoniya AgnihotriÎncă nu există evaluări
- MARKET Up Mid DownstreamDocument22 paginiMARKET Up Mid DownstreamromcrouzÎncă nu există evaluări
- Vision NGPV 2030 06092013Document99 paginiVision NGPV 2030 06092013rudrakr100% (1)
- Accenture Upstream Oil Gas Digital Energy Trends Survey Infographic FinalDocument1 paginăAccenture Upstream Oil Gas Digital Energy Trends Survey Infographic Finalfightclub1234Încă nu există evaluări
- Horizontal HighlightsDocument19 paginiHorizontal HighlightsMiguel AlvaradoÎncă nu există evaluări
- Financing & Economics of City Gas DistributionDocument31 paginiFinancing & Economics of City Gas Distributionfightclub1234Încă nu există evaluări
- Report 175 GW RE PDFDocument91 paginiReport 175 GW RE PDFvvvpnscÎncă nu există evaluări
- Day2refineryprocessess 161101193110Document82 paginiDay2refineryprocessess 161101193110fightclub1234Încă nu există evaluări
- Crowdfundin CleantechDocument12 paginiCrowdfundin Cleantechfightclub1234Încă nu există evaluări
- EPC PricingDocument4 paginiEPC PricingJohn GregÎncă nu există evaluări
- MEC332-MA 3rd Sem - Development EconomicsDocument9 paginiMEC332-MA 3rd Sem - Development EconomicsRITUPARNA KASHYAP 2239239Încă nu există evaluări
- Sr. No. Name Nationality Profession Book Discovery Speciality 1 2 3 4 5 6 Unit 6Document3 paginiSr. No. Name Nationality Profession Book Discovery Speciality 1 2 3 4 5 6 Unit 6Dashrath KarkiÎncă nu există evaluări
- Haier's Performance Management in Other CulturesDocument8 paginiHaier's Performance Management in Other CulturesSubhransu SahooÎncă nu există evaluări
- Chick Lit: It's not a Gum, it's a Literary TrendDocument2 paginiChick Lit: It's not a Gum, it's a Literary TrendspringzmeÎncă nu există evaluări
- Component 2 Learner Statement Y2Document6 paginiComponent 2 Learner Statement Y2api-426152133Încă nu există evaluări
- SLU Missalette 2016 Capping (Not-Final)Document18 paginiSLU Missalette 2016 Capping (Not-Final)Teanu Jose Gabrillo TamayoÎncă nu există evaluări
- Pembahasan Soal UN Bahasa Inggris SMP 2012 (Paket Soal C29) PDFDocument15 paginiPembahasan Soal UN Bahasa Inggris SMP 2012 (Paket Soal C29) PDFArdi Ansyah YusufÎncă nu există evaluări
- OB HandoutsDocument16 paginiOB HandoutsericÎncă nu există evaluări
- Balzac and the Little Chinese Seamstress: A Journey During the Cultural RevolutionDocument4 paginiBalzac and the Little Chinese Seamstress: A Journey During the Cultural RevolutionRogona 123Încă nu există evaluări
- Event ReportDocument2 paginiEvent Reportakshitdaharwal997Încă nu există evaluări
- Land-Use PlanningDocument15 paginiLand-Use PlanningCiara MaryÎncă nu există evaluări
- Solwezi General Mental Health TeamDocument35 paginiSolwezi General Mental Health TeamHumphreyÎncă nu există evaluări
- Math 2 Curriculum GuideDocument19 paginiMath 2 Curriculum GuideMichelle Villanueva Jalando-onÎncă nu există evaluări
- LTC2410 Datasheet and Product Info - Analog DevicesDocument6 paginiLTC2410 Datasheet and Product Info - Analog DevicesdonatoÎncă nu există evaluări
- EJC H2 Math P1 With Solution PDFDocument23 paginiEJC H2 Math P1 With Solution PDFKipp SohÎncă nu există evaluări
- British and American Culture Marking RubricDocument5 paginiBritish and American Culture Marking RubricAn Ho LongÎncă nu există evaluări
- Topographic Map of Blooming GroveDocument1 paginăTopographic Map of Blooming GroveHistoricalMapsÎncă nu există evaluări
- Kashmira Karim Charaniya's ResumeDocument3 paginiKashmira Karim Charaniya's ResumeMegha JainÎncă nu există evaluări
- 1 API 653 Exam Mar 2015 MemoryDocument12 pagini1 API 653 Exam Mar 2015 MemorymajidÎncă nu există evaluări
- Sukkur IBA University Aptitude Test Candidates ListDocument306 paginiSukkur IBA University Aptitude Test Candidates ListFurkan memonÎncă nu există evaluări
- Roxas Avenue, Isabela City, Basilan Province AY: 2018-2019: Claret College of IsabelaDocument2 paginiRoxas Avenue, Isabela City, Basilan Province AY: 2018-2019: Claret College of IsabelaJennilyn omnosÎncă nu există evaluări
- Resp Part 4Document95 paginiResp Part 4Kristian CadaÎncă nu există evaluări
- (Nima Naghibi) Rethinking Global Sisterhood Weste PDFDocument220 pagini(Nima Naghibi) Rethinking Global Sisterhood Weste PDFEdson Neves Jr.100% (1)
- DOW™ HDPE 05962B: High Density Polyethylene ResinDocument3 paginiDOW™ HDPE 05962B: High Density Polyethylene ResinFredo NLÎncă nu există evaluări
- 360 PathwaysDocument4 pagini360 PathwaysAlberto StrusbergÎncă nu există evaluări
- Bibliography PresocraticsDocument10 paginiBibliography Presocraticsalraun66Încă nu există evaluări
- Pub - Perspectives On Global Cultures Issues in Cultural PDFDocument190 paginiPub - Perspectives On Global Cultures Issues in Cultural PDFCherlyn Jane Ventura TuliaoÎncă nu există evaluări
- Fancy YarnsDocument7 paginiFancy Yarnsiriarn100% (1)
- 2021.01.28 - Price Variation of Steel Items - SAIL Ex-Works Prices of Steel - RB-CivilDocument2 pagini2021.01.28 - Price Variation of Steel Items - SAIL Ex-Works Prices of Steel - RB-CivilSaugata HalderÎncă nu există evaluări
- Carmina GadelicaDocument37 paginiCarmina GadelicaoniricsÎncă nu există evaluări