S-ar putea să vă placă și
- Chapter 7 Snow LoadsDocument14 paginiChapter 7 Snow LoadsGhaedan HameedÎncă nu există evaluări
- Concrete Anchoring Q&A: Measuring Embedment Depth Through Cold JointsDocument2 paginiConcrete Anchoring Q&A: Measuring Embedment Depth Through Cold JointsFredie UnabiaÎncă nu există evaluări
- One Way SlabDocument69 paginiOne Way Slabforlogin018Încă nu există evaluări
- Old Rebar EDR 48Document4 paginiOld Rebar EDR 48JimBobÎncă nu există evaluări
- Basics of Tank Seismic OCRDocument35 paginiBasics of Tank Seismic OCRmario_gÎncă nu există evaluări
- Burke's Speech On Conciliation With America by Burke, Edmund, 1729-1797Document59 paginiBurke's Speech On Conciliation With America by Burke, Edmund, 1729-1797Gutenberg.orgÎncă nu există evaluări
- Ross Wood and Timber Condition Assessment Manual CH 4 PDFDocument20 paginiRoss Wood and Timber Condition Assessment Manual CH 4 PDFKen SuÎncă nu există evaluări
- ACI 229 Enhanced CLSM 20160415 PDFDocument30 paginiACI 229 Enhanced CLSM 20160415 PDFerosÎncă nu există evaluări
- Etl 1110-1-307Document16 paginiEtl 1110-1-307shahbazÎncă nu există evaluări
- Trash Racks and Safety GratesDocument4 paginiTrash Racks and Safety GratessanbarunÎncă nu există evaluări
- SEAL SLAB-STEEL PILE BOND TEST RESULTSDocument11 paginiSEAL SLAB-STEEL PILE BOND TEST RESULTSAlfredo A Lopez100% (1)
- Ansi Asabe Ep545 Mar1995 (r2010)Document10 paginiAnsi Asabe Ep545 Mar1995 (r2010)StephanÎncă nu există evaluări
- (Elearnica - Ir) - Program CONAN CONe ANalysis User S Guide - Foundation Vibration AnalysiDocument7 pagini(Elearnica - Ir) - Program CONAN CONe ANalysis User S Guide - Foundation Vibration AnalysifatolahiÎncă nu există evaluări
- C1256-03 Interpreting Glass Fracture Surface FeaturesDocument7 paginiC1256-03 Interpreting Glass Fracture Surface FeaturesMaria Fernanda Rodriguez Torres100% (1)
- Steel DeckDocument13 paginiSteel Deckrini100% (1)
- Shear Lug DesignDocument19 paginiShear Lug DesignariyaÎncă nu există evaluări
- Buckling of Beams With YuraDocument20 paginiBuckling of Beams With YuraMario JacomeÎncă nu există evaluări
- MIL-HDBK-1002/2A LOADS CRITERIADocument132 paginiMIL-HDBK-1002/2A LOADS CRITERIAekaamfÎncă nu există evaluări
- Applications Bridge CrossingsDocument6 paginiApplications Bridge Crossingsbenjamin_barria7765Încă nu există evaluări
- Round Industrial Duct Construction Standards: Sheet Metal and Air Conditioning Contractors' National Association, IncDocument19 paginiRound Industrial Duct Construction Standards: Sheet Metal and Air Conditioning Contractors' National Association, IncNathanÎncă nu există evaluări
- Counteracting Structural Loads - Treatment in ASCE Standard 7-05 PDFDocument4 paginiCounteracting Structural Loads - Treatment in ASCE Standard 7-05 PDFsaber javid100% (1)
- Fremen Quantum 1.0 Cabs & PresetsDocument32 paginiFremen Quantum 1.0 Cabs & PresetsDavid WeiskopfÎncă nu există evaluări
- Designing Compact GussetsDocument13 paginiDesigning Compact GussetsLoren TamárezÎncă nu există evaluări
- Sump Design GuidanceDocument8 paginiSump Design GuidanceHuget StÎncă nu există evaluări
- The Definitive O Ring Design GuideDocument31 paginiThe Definitive O Ring Design GuideChezÎncă nu există evaluări
- Structure Mag - 2018-08 - Anchorage of Wood Structural WallsDocument3 paginiStructure Mag - 2018-08 - Anchorage of Wood Structural WallstdegrobertÎncă nu există evaluări
- GWS Open Web Joists - 1973Document36 paginiGWS Open Web Joists - 1973CESAR CANEO100% (1)
- AWC DES413 1 ShearWallExamples 1hr 140822Document30 paginiAWC DES413 1 ShearWallExamples 1hr 140822Dow JonesÎncă nu există evaluări
- Structural dimensions and propertiesDocument4 paginiStructural dimensions and propertiesOlanrewaju OkunolaÎncă nu există evaluări
- Asce Snow 2006Document10 paginiAsce Snow 2006Zarna ModiÎncă nu există evaluări
- IS 9178-Part-1 PDFDocument32 paginiIS 9178-Part-1 PDFvijay84mech100% (2)
- Ufc 3 340 02Document1.943 paginiUfc 3 340 02mirko huaranccaÎncă nu există evaluări
- Childers Insulation Products Selection GuideDocument8 paginiChilders Insulation Products Selection GuideAnonymous ynJByUs0% (1)
- Appendix 2 Codes and Standards PDFDocument7 paginiAppendix 2 Codes and Standards PDFSantiago CelisÎncă nu există evaluări
- A1018 Hslas GR 50Document1 paginăA1018 Hslas GR 50Claudio SampaioÎncă nu există evaluări
- AWWA D100 Tension TableDocument1 paginăAWWA D100 Tension Tablejojo_323Încă nu există evaluări
- Simpson Strong-Tie - Wood Construction Connectors - 2012 AddendumDocument27 paginiSimpson Strong-Tie - Wood Construction Connectors - 2012 Addendumarquitrol100% (1)
- Mechanically Cleaned Bar Screens PDFDocument4 paginiMechanically Cleaned Bar Screens PDFMarioÎncă nu există evaluări
- Evaluation and Repair of Bridge Truss Gusset PlatesDocument16 paginiEvaluation and Repair of Bridge Truss Gusset PlatesLAM COÎncă nu există evaluări
- Some Practical Aspects of Column Base Selection: Leveling PlatesDocument9 paginiSome Practical Aspects of Column Base Selection: Leveling PlatessamehÎncă nu există evaluări
- Seismic Protection of Plumbing SystemDocument16 paginiSeismic Protection of Plumbing System185412Încă nu există evaluări
- Behaviour and Stability of Double Coped Beam To Girder Connections Under Combined LoadingDocument12 paginiBehaviour and Stability of Double Coped Beam To Girder Connections Under Combined LoadingKLÎncă nu există evaluări
- Cable Structure Design Based On ASCE 19-10 & AASHTO 17th: Project: Client: Design By: Job No.: Date: Review byDocument1 paginăCable Structure Design Based On ASCE 19-10 & AASHTO 17th: Project: Client: Design By: Job No.: Date: Review byMadhusudan ShewalkarÎncă nu există evaluări
- Stability Bracing Requirements for Intermediate Nodal Column BracesDocument27 paginiStability Bracing Requirements for Intermediate Nodal Column BracesMeylana Arum KandilasariÎncă nu există evaluări
- The Mysterious One-Third Stress IncreaseDocument3 paginiThe Mysterious One-Third Stress Increaseprozoam21Încă nu există evaluări
- Iso TC 108Document45 paginiIso TC 108Beytullah AcarÎncă nu există evaluări
- OSHA Fixed Ladder Safety StandardsDocument14 paginiOSHA Fixed Ladder Safety StandardsAntonio BrambillaÎncă nu există evaluări
- Ansi Asabe Ep378.4 - 2010-06Document3 paginiAnsi Asabe Ep378.4 - 2010-06StephanÎncă nu există evaluări
- Structural Design of BinsDocument34 paginiStructural Design of Binsjayaraman3Încă nu există evaluări
- Lpile Users Manual PDFDocument231 paginiLpile Users Manual PDFRana HassanÎncă nu există evaluări
- Design Aid For Triangular Bracket Plates Using AISC SpecificationsDocument10 paginiDesign Aid For Triangular Bracket Plates Using AISC Specificationsmaroco1098100% (7)
- CMAA Specification 74-2004Document37 paginiCMAA Specification 74-2004Dasniel Salinas50% (2)
- Steel Capacity of Headed Studs Loaded in ShearDocument10 paginiSteel Capacity of Headed Studs Loaded in ShearMallesh NenkatÎncă nu există evaluări
- An Investigation Into Deformation Characteristics of Lapped Connections Between Cold-Formed Steel Z SectionsDocument16 paginiAn Investigation Into Deformation Characteristics of Lapped Connections Between Cold-Formed Steel Z SectionsBart HoÎncă nu există evaluări
- Evaluation of Codes of Practice and Modelling of High Strength Circular Concrete-Filled-Steel-Tube ColumnsDocument11 paginiEvaluation of Codes of Practice and Modelling of High Strength Circular Concrete-Filled-Steel-Tube ColumnsBambang PiscesaÎncă nu există evaluări
- Composite Concrete Filled HSS - Design Considerations - Nov 2016Document6 paginiComposite Concrete Filled HSS - Design Considerations - Nov 2016David ArndtÎncă nu există evaluări
- Experiments On Stainless Steel Hollow Sections-Part 1: Material and Cross-Sectional BehaviourDocument43 paginiExperiments On Stainless Steel Hollow Sections-Part 1: Material and Cross-Sectional BehaviourZim DausÎncă nu există evaluări
- Behaviour of Cold Formed Steel Single and Compound Plain Angles in CompressionDocument13 paginiBehaviour of Cold Formed Steel Single and Compound Plain Angles in Compressionthiya123Încă nu există evaluări
- Design Equation For Punching Shear Capacity of SFRC SlabsDocument8 paginiDesign Equation For Punching Shear Capacity of SFRC SlabsAref AbadelÎncă nu există evaluări
- Zhang 2007Document15 paginiZhang 2007Hasanain AlmusawiÎncă nu există evaluări
- Example21Eng PDFDocument31 paginiExample21Eng PDFДаваажав ОдгийвÎncă nu există evaluări
- Timber Structures Euro BookDocument364 paginiTimber Structures Euro BookДаваажав ОдгийвÎncă nu există evaluări
- Finite Element Method Anysis Mechanical APDLDocument11 paginiFinite Element Method Anysis Mechanical APDLДаваажав ОдгийвÎncă nu există evaluări
- 0951.steel Framed Structures. Stability and Strength by R. NarayananDocument341 pagini0951.steel Framed Structures. Stability and Strength by R. Narayananxxmorph3u5xxÎncă nu există evaluări
- 14.steel Plate Shear WallsDocument10 pagini14.steel Plate Shear WallsДаваажав ОдгийвÎncă nu există evaluări
- The Cohesive Zone Model Advantages, Limitations PDFDocument2 paginiThe Cohesive Zone Model Advantages, Limitations PDFA0% (1)
- Catalogo MartinDocument208 paginiCatalogo MartinFrancisco Garibaldi MarquezÎncă nu există evaluări
- Group 2 ReanneDocument10 paginiGroup 2 ReanneAlessa LamesÎncă nu există evaluări
- Forged Engineering DataDocument4 paginiForged Engineering DataretrogradesÎncă nu există evaluări
- 1 Laboratory Procedures RPDDocument30 pagini1 Laboratory Procedures RPDJASPREETKAUR0410100% (4)
- Matcon 2023 Wclop 2023Document7 paginiMatcon 2023 Wclop 2023RECÎncă nu există evaluări
- Duplex & Super Duplex Intermetallic PhasesDocument3 paginiDuplex & Super Duplex Intermetallic Phasesemperor_vamsiÎncă nu există evaluări
- UH Materials Science and Engineering - Courses - 2016-03-23Document3 paginiUH Materials Science and Engineering - Courses - 2016-03-23Tabish KamranÎncă nu există evaluări
- Quarter 2: Week 11 Lo 3. Handle Materials and Equipment TLE-AFAC10CW-11a-e-3Document16 paginiQuarter 2: Week 11 Lo 3. Handle Materials and Equipment TLE-AFAC10CW-11a-e-3Romeo Jr Vicente Ramirez100% (5)
- 05 Chem Bond - Modul - ChemistryDocument11 pagini05 Chem Bond - Modul - Chemistryrudi_z100% (1)
- The Essential Ingredients in A PVC Formulation AreDocument7 paginiThe Essential Ingredients in A PVC Formulation AreRicky DavisÎncă nu există evaluări
- Chapter 5 Design Guidelines Section 5.4 Mechanical Subsection 5.4.2 PlumbingDocument4 paginiChapter 5 Design Guidelines Section 5.4 Mechanical Subsection 5.4.2 PlumbingkapsarcÎncă nu există evaluări
- Method Statement For Wall Insulation, CladdingDocument16 paginiMethod Statement For Wall Insulation, Claddingstrikersam100% (15)
- Electric Water Heaters GuideDocument36 paginiElectric Water Heaters GuidearshadÎncă nu există evaluări
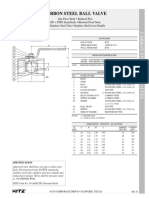
- Carbon Steel Ball Valve: Code # 50 (Aksctk)Document1 paginăCarbon Steel Ball Valve: Code # 50 (Aksctk)thilina lakhithaÎncă nu există evaluări
- Annex II - AMC 20-29Document36 paginiAnnex II - AMC 20-29Victor Manuel Peña EsparteroÎncă nu există evaluări
- Cold Drink AnalysisDocument20 paginiCold Drink AnalysisthatkotlinkidÎncă nu există evaluări
- Smith Fibercast Silver Streak Fiberglass Pipe Piping General SpecificationsDocument2 paginiSmith Fibercast Silver Streak Fiberglass Pipe Piping General SpecificationsMichael J. BaneÎncă nu există evaluări
- CM-G20 - EN BYK Chemie Closed Mould ApplicationDocument4 paginiCM-G20 - EN BYK Chemie Closed Mould ApplicationU. B.Încă nu există evaluări
- Assignment No 1Document3 paginiAssignment No 1Sumit NagpalÎncă nu există evaluări
- Water Jet Reed Best Manufacturer & Supplier in Ahmedabad, IndiaDocument8 paginiWater Jet Reed Best Manufacturer & Supplier in Ahmedabad, IndiaVijay PanchalÎncă nu există evaluări
- Welding Consumable ReconcilationDocument21 paginiWelding Consumable Reconcilationraju100% (2)
- Utilizing Waste Coconut Fibers and Rice Husk Ash As Aggregates in Mix Proportioning of Concrete Hollow BlocksDocument44 paginiUtilizing Waste Coconut Fibers and Rice Husk Ash As Aggregates in Mix Proportioning of Concrete Hollow BlocksDianna GwennÎncă nu există evaluări
- 1 Brain Storm Chemistry Med FinalDocument7 pagini1 Brain Storm Chemistry Med FinalShudhanshu KumarÎncă nu există evaluări
- Process Design for Coal Liquefaction and Exergy AnalysisDocument46 paginiProcess Design for Coal Liquefaction and Exergy AnalysisSukaran SinghÎncă nu există evaluări
- 2011 Exam GeotechnicalDocument9 pagini2011 Exam GeotechnicalAhmed AwadallaÎncă nu există evaluări
- 01-DSC Method PDFDocument24 pagini01-DSC Method PDFDanÎncă nu există evaluări
- Festo OD TubingDocument40 paginiFesto OD TubingyogitatanavadeÎncă nu există evaluări
- Whiting (CalciumCarbonate) MSDSDocument6 paginiWhiting (CalciumCarbonate) MSDSrinda_indaÎncă nu există evaluări
- Transformed: Moving to the Product Operating ModelDe la EverandTransformed: Moving to the Product Operating ModelEvaluare: 4 din 5 stele4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDe la EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureEvaluare: 4.5 din 5 stele4.5/5 (2)
- Operational Amplifier Circuits: Analysis and DesignDe la EverandOperational Amplifier Circuits: Analysis and DesignEvaluare: 4.5 din 5 stele4.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveDe la EverandUnderstanding Automotive Electronics: An Engineering PerspectiveEvaluare: 3.5 din 5 stele3.5/5 (16)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDe la EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableÎncă nu există evaluări
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryDe la EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryEvaluare: 4 din 5 stele4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDe la EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsÎncă nu există evaluări
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsDe la EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsÎncă nu există evaluări
- Design for How People Think: Using Brain Science to Build Better ProductsDe la EverandDesign for How People Think: Using Brain Science to Build Better ProductsEvaluare: 4 din 5 stele4/5 (8)
- CNC Trade Secrets: A Guide to CNC Machine Shop PracticesDe la EverandCNC Trade Secrets: A Guide to CNC Machine Shop PracticesÎncă nu există evaluări
- Design Is The Problem: The Future of Design Must Be SustainableDe la EverandDesign Is The Problem: The Future of Design Must Be SustainableEvaluare: 1.5 din 5 stele1.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorDe la EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorEvaluare: 4 din 5 stele4/5 (7)
- Electrical Principles and Technology for EngineeringDe la EverandElectrical Principles and Technology for EngineeringEvaluare: 4 din 5 stele4/5 (4)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessDe la EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessÎncă nu există evaluări
- The Designer's Guide to the Cortex-M Processor FamilyDe la EverandThe Designer's Guide to the Cortex-M Processor FamilyÎncă nu există evaluări
- Iconic Advantage: Don’t Chase the New, Innovate the OldDe la EverandIconic Advantage: Don’t Chase the New, Innovate the OldEvaluare: 4 din 5 stele4/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDe la EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tEvaluare: 4.5 din 5 stele4.5/5 (27)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerDe la EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerEvaluare: 5 din 5 stele5/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDe la EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceEvaluare: 4 din 5 stele4/5 (19)
- The User's Journey: Storymapping Products That People LoveDe la EverandThe User's Journey: Storymapping Products That People LoveEvaluare: 3.5 din 5 stele3.5/5 (8)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationDe la EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationEvaluare: 4.5 din 5 stele4.5/5 (2)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesDe la EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesÎncă nu există evaluări