S-ar putea să vă placă și
- Manual de Instalacion de Tuberias Linea Acueducto y Proyectos EspecialesDocument56 paginiManual de Instalacion de Tuberias Linea Acueducto y Proyectos EspecialesMiguel Navarro100% (1)
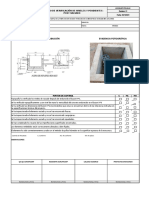
- CCOM-CAL-PT-AR-04 Protocolo de Puertas de Madera - Rev.00Document1 paginăCCOM-CAL-PT-AR-04 Protocolo de Puertas de Madera - Rev.00Maria Kathia100% (1)
- Koncept 70-1 PDFDocument119 paginiKoncept 70-1 PDFJulian JimenezÎncă nu există evaluări
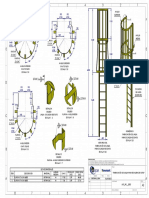
- Plano Jaula para Escalera de Gato Planta LQDocument1 paginăPlano Jaula para Escalera de Gato Planta LQjhony llenqueÎncă nu există evaluări
- GF Sig PR 01 FM 01Document4 paginiGF Sig PR 01 FM 01Mayume RChÎncă nu există evaluări
- ENFIERRADURASDocument6 paginiENFIERRADURASfrancisco arayaÎncă nu există evaluări
- Descarga Almacenamiento y ManipulacionDocument21 paginiDescarga Almacenamiento y ManipulacionOmar Flores FernandezÎncă nu există evaluări
- Trazado y NivelesDocument1 paginăTrazado y NivelesJ.L. GomezÎncă nu există evaluări
- Métodos de Unión Termofusión y Electrofusión PLASTIFORTEDocument53 paginiMétodos de Unión Termofusión y Electrofusión PLASTIFORTERolando Angel Maldonado100% (1)
- PTS SG 006 Losa PistolaDocument7 paginiPTS SG 006 Losa PistolaIsaias FaundezÎncă nu există evaluări
- 10 Informe #10-2019 Tomas e Interruptores PDFDocument77 pagini10 Informe #10-2019 Tomas e Interruptores PDFLUIS ENRRIQUE VASQUEZ MEDINAÎncă nu există evaluări
- Oc - Col004 SL Rellenos Con Material de PrestamoDocument10 paginiOc - Col004 SL Rellenos Con Material de PrestamoCzar allenÎncă nu există evaluări
- Plan de Trabajo Seguro Cajas de RegistroDocument12 paginiPlan de Trabajo Seguro Cajas de RegistroAndre OlivasÎncă nu există evaluări
- GF Cfv005 (Pro) Pro Pta 008Document14 paginiGF Cfv005 (Pro) Pro Pta 008carlos junior cornejo llontopÎncă nu există evaluări
- Procedimiento de Trabajo de Rejillas Espejos y Mamparas - VentanasDocument12 paginiProcedimiento de Trabajo de Rejillas Espejos y Mamparas - VentanasMarce TincoÎncă nu există evaluări
- Pet 2may2175 0016 RSC Excavacion, Relleno y CompactaciónDocument9 paginiPet 2may2175 0016 RSC Excavacion, Relleno y CompactaciónMaria OrbeÎncă nu există evaluări
- Ot23.0002 Plan de CalidadDocument14 paginiOt23.0002 Plan de CalidadIvan Muñoz YbañezÎncă nu există evaluări
- PMAO Reparación de Taludes y Canal B4 - ACTUALIZACIÓNDocument23 paginiPMAO Reparación de Taludes y Canal B4 - ACTUALIZACIÓNRomario1141Încă nu există evaluări
- Wc-pets-sst-003-Termofusion de Tuberia y Accesorios Hdpe - V01Document12 paginiWc-pets-sst-003-Termofusion de Tuberia y Accesorios Hdpe - V01diadex27Încă nu există evaluări
- HSEQ-FO-086 Check List Mensual TensiometroDocument1 paginăHSEQ-FO-086 Check List Mensual TensiometroLuz Marina Marulanda OsornoÎncă nu există evaluări
- Yuenta PDFDocument4 paginiYuenta PDFMauricio Emilio Arotingo ReyesÎncă nu există evaluări
- Procedimiento de Instalacion de Perfiles de Aluminio y PacDocument11 paginiProcedimiento de Instalacion de Perfiles de Aluminio y PacMarce TincoÎncă nu există evaluări
- 001-117 - 270615dfgdfgdfgdgasgdfas - DVC de Vicente Constructora - PCF 1.00,1.20,1.80 X 2.10Document2 pagini001-117 - 270615dfgdfgdfgdgasgdfas - DVC de Vicente Constructora - PCF 1.00,1.20,1.80 X 2.10FranklinIsidroZamoraÎncă nu există evaluări
- Procedimiento de Colocacion de Alfajillas Rev1Document7 paginiProcedimiento de Colocacion de Alfajillas Rev1Carlos Amaya ArellanoÎncă nu există evaluări
- CRP001-ARQ TRAZO Y REPLANTEO TABIQUERIA Ver.00Document2 paginiCRP001-ARQ TRAZO Y REPLANTEO TABIQUERIA Ver.00Jonatan ParedesÎncă nu există evaluări
- Procedimiento Ingreso de VehiculosDocument2 paginiProcedimiento Ingreso de VehiculosJuan Carlos Carranza TorresÎncă nu există evaluări
- Ficha TécnicaDocument2 paginiFicha TécnicaTFM comprasÎncă nu există evaluări
- Manual de Operación - Mantencion E InstalacionDocument19 paginiManual de Operación - Mantencion E InstalacionMauricioÎncă nu există evaluări
- Treck Listado de EppDocument24 paginiTreck Listado de EppjuanÎncă nu există evaluări
- 02-PRO-010 Proc. de TorqueoDocument9 pagini02-PRO-010 Proc. de TorqueoleonardoÎncă nu există evaluări
- Procedimiento Sikaguard AntiacidoDocument2 paginiProcedimiento Sikaguard AntiacidoTabita Diaz BurgosÎncă nu există evaluări
- Fr-Cc-Civ-002 Liberacion de Demolicion y Escarificacion de ConcretoDocument2 paginiFr-Cc-Civ-002 Liberacion de Demolicion y Escarificacion de ConcretoGuillermo Antonio Piña CurielÎncă nu există evaluări
- CERI-CAL-SP-PR-14 - Procedimiento de Instalación de Tuberias de CobreDocument51 paginiCERI-CAL-SP-PR-14 - Procedimiento de Instalación de Tuberias de CobreMARIO PAULO CESAR UZURIAGA EGOAVILÎncă nu există evaluări
- Pdto - Nkp-DrywallDocument11 paginiPdto - Nkp-Drywallwilver anyosaÎncă nu există evaluări
- Cotizacion Inicial E3 EntrenubesDocument1 paginăCotizacion Inicial E3 Entrenubesvictor rodriguezÎncă nu există evaluări
- CC010.1 Trazado y Niveles Rev.00Document1 paginăCC010.1 Trazado y Niveles Rev.00Henry VelasquezÎncă nu există evaluări
- PMOD-0008 Procedimiento de Acabados, Liberación y Despacho de Módulos.Document7 paginiPMOD-0008 Procedimiento de Acabados, Liberación y Despacho de Módulos.robert tristanÎncă nu există evaluări
- Protocolo Aislación Térmica en Muros y TabiquesDocument6 paginiProtocolo Aislación Térmica en Muros y TabiquesfabianÎncă nu există evaluări
- Procedimiento de Carpinteria MetalicaDocument5 paginiProcedimiento de Carpinteria MetalicaLuis Michelt Ramirez AguilarÎncă nu există evaluări
- Predique Muelles FlotantesDocument23 paginiPredique Muelles FlotantesRICARDOÎncă nu există evaluări
- Procedimiento de Instalacion de Piso TerrazoDocument12 paginiProcedimiento de Instalacion de Piso TerrazoYSBEL DEL VALLE VALERIO FRANCOÎncă nu există evaluări
- Protocolos de Soldadura en EemmDocument2 paginiProtocolos de Soldadura en EemmYo TamayoÎncă nu există evaluări
- Plan Calidad Urbanización Costanera Natales PDFDocument11 paginiPlan Calidad Urbanización Costanera Natales PDFConstanza CrucesÎncă nu există evaluări
- Protocolo Colocacion de Armadura - REV - 1Document2 paginiProtocolo Colocacion de Armadura - REV - 1pippekingzÎncă nu există evaluări
- CHEQUEO CARPETA DE ARRANQUE - Copia (2) 1285 PDFDocument3 paginiCHEQUEO CARPETA DE ARRANQUE - Copia (2) 1285 PDFOdraude Olecram Zaíd SelaromÎncă nu există evaluări
- CM-SIG-PRO-009 TARRAJEO EN INTERIORES Y EXTERIORES Rev. 00Document6 paginiCM-SIG-PRO-009 TARRAJEO EN INTERIORES Y EXTERIORES Rev. 00JUAN AUGUSTO MONZON ZEGARRAÎncă nu există evaluări
- Carta Gantt ProyectoDocument2 paginiCarta Gantt ProyectoFabián Bustamante100% (1)
- Protoclo de PruebaDocument1 paginăProtoclo de Pruebajhon robles rojasÎncă nu există evaluări
- Formato de Lista de Chequeo CivilDocument61 paginiFormato de Lista de Chequeo CivilDeiris Ortiz OjedaÎncă nu există evaluări
- Chs - Protocolo - Aplicación de PinturaDocument2 paginiChs - Protocolo - Aplicación de PinturaCristian Manuel Rios BerrocalÎncă nu există evaluări
- PGI-01-01 Matriz de Control de Planos ArquitecturaDocument1 paginăPGI-01-01 Matriz de Control de Planos ArquitecturaDanner PerkinsÎncă nu există evaluări
- AC21038 - Protocolo de Post VaciadoDocument2 paginiAC21038 - Protocolo de Post VaciadoMiriam LopezÎncă nu există evaluări
- Protocolo de SeñaleticasDocument4 paginiProtocolo de SeñaleticasCristianÎncă nu există evaluări
- Aplicacion GroutDocument4 paginiAplicacion GroutGuillermo Arturo Vera Alvarez100% (1)
- Copia de Control de Avance DiarioDocument58 paginiCopia de Control de Avance Diariojuan carlos quispe quispeÎncă nu există evaluări
- Procedimiento de Habilitacion e Instalacion de Encofrado de Madera PcsDocument16 paginiProcedimiento de Habilitacion e Instalacion de Encofrado de Madera Pcsbone cabero laoÎncă nu există evaluări
- Procedimientos - Baranda y Pasamano MetalicaDocument7 paginiProcedimientos - Baranda y Pasamano Metalicaeddy tincoÎncă nu există evaluări
- MEG-TOQ-SIG-PET-008 Fabricación de Estructuras MetálicasDocument6 paginiMEG-TOQ-SIG-PET-008 Fabricación de Estructuras MetálicasJHAINOR CARDENAS CALLOAPAZAÎncă nu există evaluări
- Procedimiento para Soldaduras de Termofusión HDPEDocument3 paginiProcedimiento para Soldaduras de Termofusión HDPEdreca toluca100% (1)
- Procedimiento para Union de Juntas de Tuberia de Polietileno de Alta DensidadDocument12 paginiProcedimiento para Union de Juntas de Tuberia de Polietileno de Alta DensidadEdgar Coavas Pérez0% (1)
- Formato Analisis de Precios UnitariosDocument1 paginăFormato Analisis de Precios UnitariosYandel Perez PastranaÎncă nu există evaluări
- Especificación Técnicas de ColegioDocument75 paginiEspecificación Técnicas de ColegioSantiago CruzadoÎncă nu există evaluări
- Especificacion Tecnica Calamina Aluzinc TR4 PDFDocument2 paginiEspecificacion Tecnica Calamina Aluzinc TR4 PDFRobert Reategui100% (4)
- Plan de Manejo AmbientalDocument15 paginiPlan de Manejo AmbientalSantiago CruzadoÎncă nu există evaluări
- Soldadura de PolietilenoDocument39 paginiSoldadura de PolietilenoSantiago Cruzado100% (1)
- Ficha Tecnica Del Biodigestor RotoplasDocument7 paginiFicha Tecnica Del Biodigestor Rotoplaslitzy26_2Încă nu există evaluări
- Termofusion - ProcedimientoDocument9 paginiTermofusion - ProcedimientoSantiago CruzadoÎncă nu există evaluări
- Movimiento de Tierras ExcavacionesDocument8 paginiMovimiento de Tierras ExcavacionesSantiago CruzadoÎncă nu există evaluări
- HSEQ-P-01 Procedimento Trabajos en AlturaDocument8 paginiHSEQ-P-01 Procedimento Trabajos en AlturaSantiago CruzadoÎncă nu există evaluări
- NTP 111.021 - 2006 Gas Por Tuberias de PeDocument61 paginiNTP 111.021 - 2006 Gas Por Tuberias de Pegdelarocac88% (16)
- Informe de Observaciones Graves 01Document4 paginiInforme de Observaciones Graves 01Santiago Cruzado100% (1)
- Demolicion de Muro y LosasDocument5 paginiDemolicion de Muro y LosasSantiago CruzadoÎncă nu există evaluări
- Modulo 2 - Soldadura de Cobre PDFDocument35 paginiModulo 2 - Soldadura de Cobre PDFSantiago Cruzado0% (1)
- Modulo 2 - Soldadura de Cobre PDFDocument35 paginiModulo 2 - Soldadura de Cobre PDFSantiago Cruzado0% (1)
- Procedimiento EncofradoDocument7 paginiProcedimiento EncofradoSantiago CruzadoÎncă nu există evaluări
- Proteccion CatodicaDocument10 paginiProteccion CatodicaSantiago Cruzado100% (1)
- Tuberia de Conexion - EjemploDocument7 paginiTuberia de Conexion - EjemploSantiago CruzadoÎncă nu există evaluări
- Proced. Corte, Habilitacion y Colocacion de AceroDocument9 paginiProced. Corte, Habilitacion y Colocacion de AceroSantiago CruzadoÎncă nu există evaluări
- Procedimiento Vaciado de ConcretoDocument8 paginiProcedimiento Vaciado de ConcretoSantiago CruzadoÎncă nu există evaluări
- Plantilla Curriculum Vitae 10Document1 paginăPlantilla Curriculum Vitae 10Rukia SakataÎncă nu există evaluări
- Especificaciones TécnicasDocument27 paginiEspecificaciones TécnicasSantiago CruzadoÎncă nu există evaluări
- Procedimiento de TopografíaDocument6 paginiProcedimiento de TopografíaSantiago CruzadoÎncă nu există evaluări
- Memoria DescriptivaDocument12 paginiMemoria DescriptivaSantiago Cruzado100% (1)
- Especificaciones Tecnicas de ArquitecturaDocument27 paginiEspecificaciones Tecnicas de ArquitecturaSantiago CruzadoÎncă nu există evaluări
- Procedimiento Izaje y Manejo de Cargas PDFDocument18 paginiProcedimiento Izaje y Manejo de Cargas PDFRic GarÎncă nu există evaluări
- Analisis de AguaDocument1 paginăAnalisis de AguaSantiago CruzadoÎncă nu există evaluări
- CERCO Norflex E 01Document1 paginăCERCO Norflex E 01Santiago CruzadoÎncă nu există evaluări
- NTP 111.011-2006Document57 paginiNTP 111.011-2006metrotecÎncă nu există evaluări
- Especificaciones TecnicasDocument9 paginiEspecificaciones TecnicasSantiago CruzadoÎncă nu există evaluări
- Camana 1Document8 paginiCamana 1Laura Vilca100% (1)
- Actividad Bioquimica 1Document19 paginiActividad Bioquimica 1Pablo BarreraÎncă nu există evaluări
- Clasificacion de Los MineralesDocument80 paginiClasificacion de Los MineralesRicardoÎncă nu există evaluări
- Semana 2 Bal Sin ReaccionDocument79 paginiSemana 2 Bal Sin ReaccionMarvin Paolo Rosas MendozaÎncă nu există evaluări
- Práctica #13 Estudio Desnaturalización de ProteinaDocument6 paginiPráctica #13 Estudio Desnaturalización de ProteinaCODIGO OTAKU100% (1)
- P3rimer Examen ParcialDocument13 paginiP3rimer Examen ParcialDaniel RoofÎncă nu există evaluări
- Soldadura de Alambre TubularDocument122 paginiSoldadura de Alambre Tubularalberto celedonio garcia100% (1)
- Taninos 2021Document10 paginiTaninos 2021Ileana AyalaÎncă nu există evaluări
- Propiedades Físicas y Químicas Del AguaDocument8 paginiPropiedades Físicas y Químicas Del Aguadio1661Încă nu există evaluări
- Las Muestras para Cromatografia de GasesDocument14 paginiLas Muestras para Cromatografia de GasesPetro ManÎncă nu există evaluări
- Folletodemateriales en Ingenieria Problemas Resueltos 141118213722 Conversion Gate02 PDFDocument107 paginiFolletodemateriales en Ingenieria Problemas Resueltos 141118213722 Conversion Gate02 PDFRicardo GrajalesÎncă nu există evaluări
- 03.01 Ficha Tecnica CementoDocument2 pagini03.01 Ficha Tecnica CementoLuis Alfredo Arcos ChipanaÎncă nu există evaluări
- Trabajo de Campo 4 Ejercico 2 Fecha 02 08 2021 - CompressDocument8 paginiTrabajo de Campo 4 Ejercico 2 Fecha 02 08 2021 - CompressCristian AlbornozÎncă nu există evaluări
- Anexo 1Document3 paginiAnexo 1Marleni Nuñez TuestaÎncă nu există evaluări
- PROPIEDADES IÓNICAS DE LOS AMINOÁCIDOS NeyilDocument4 paginiPROPIEDADES IÓNICAS DE LOS AMINOÁCIDOS NeyilEliana Marcela GuacaÎncă nu există evaluări
- Biodegradación de PetróleoDocument23 paginiBiodegradación de PetróleoPaola Campana FuentesÎncă nu există evaluări
- SimboloDocument4 paginiSimbolopedro saa100% (1)
- Problemática Ambiental Sucro AlcoholeraDocument2 paginiProblemática Ambiental Sucro Alcoholeraprueba321Încă nu există evaluări
- Cinética Química - EjerciciosDocument3 paginiCinética Química - EjerciciosmonicaÎncă nu există evaluări
- Bosch Catalogo Inyeccion Gasolina 2008Document33 paginiBosch Catalogo Inyeccion Gasolina 2008Anonymous HvrKrQeiJCÎncă nu există evaluări
- Halogenuros de Arilo - 2018 IDocument26 paginiHalogenuros de Arilo - 2018 IEvelyn Solansh Acero RodriguezÎncă nu există evaluări
- Examen de QuímicaDocument3 paginiExamen de QuímicasamuelÎncă nu există evaluări
- Sesion 03 Agentes de Voladura SecosDocument27 paginiSesion 03 Agentes de Voladura SecosYork Soto HuaripataÎncă nu există evaluări
- Innovación Del Proceso de Recuperación de Oro Contenido en Residuos Electrónicos.Document56 paginiInnovación Del Proceso de Recuperación de Oro Contenido en Residuos Electrónicos.reyna luisa colque fernandezÎncă nu există evaluări
- CLASE 14 20noviembre2023 JCC Hidrogeno& Mineria& InnovacionDocument55 paginiCLASE 14 20noviembre2023 JCC Hidrogeno& Mineria& InnovacionRocio Sepulveda zuñigaÎncă nu există evaluări
- Cuadro BiomoléculasDocument1 paginăCuadro BiomoléculasAracelly ovalle riañoÎncă nu există evaluări
- Afiche PetroleoDocument2 paginiAfiche PetroleoLoana Mondragon100% (1)
- Ensayo de Emulsion AsfalticaDocument18 paginiEnsayo de Emulsion AsfalticaDaniel Corona GonzalezÎncă nu există evaluări
- Ejercicio 7.15 OpusDocument9 paginiEjercicio 7.15 OpusAndrea Arango HernándezÎncă nu există evaluări
- 04 Electroquímica Doble CapaDocument88 pagini04 Electroquímica Doble Capahuck.valentinlÎncă nu există evaluări