S-ar putea să vă placă și
- The IEE Wiring Regulations Explained and IllustratedDe la EverandThe IEE Wiring Regulations Explained and IllustratedEvaluare: 4 din 5 stele4/5 (14)
- Welding SOP 29 Feb 12 1Document6 paginiWelding SOP 29 Feb 12 1Trương Định100% (1)
- Welding Safety: Amit Gola Assistant Director (Safety)Document21 paginiWelding Safety: Amit Gola Assistant Director (Safety)Vishwash GoyalÎncă nu există evaluări
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesDe la EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesÎncă nu există evaluări
- Lab Manual WeldingDocument83 paginiLab Manual Weldingknizam1971Încă nu există evaluări
- AISI 1018 MildLow Carbon SteelDocument4 paginiAISI 1018 MildLow Carbon SteelFikri Rahim100% (1)
- Arc Welding Workshop ReportDocument12 paginiArc Welding Workshop ReportDuventhiren86% (7)
- AEC 200-4C: Solid State Spoolgun & Control Operation and Parts ManualDocument12 paginiAEC 200-4C: Solid State Spoolgun & Control Operation and Parts ManualdzzmikeÎncă nu există evaluări
- TransMIG ManualDocument14 paginiTransMIG ManualOPFORCorps75% (4)
- Power Wave455m 10942 10957Document165 paginiPower Wave455m 10942 10957Jaime ArreolaÎncă nu există evaluări
- LT7 Tractor Operator Manual IM279Document88 paginiLT7 Tractor Operator Manual IM279Waldo AtÎncă nu există evaluări
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesDe la EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesÎncă nu există evaluări
- MSD ErgoDocument4 paginiMSD ErgoFikri RahimÎncă nu există evaluări
- Operator'S Manual: Tig-250Pl AcdcDocument33 paginiOperator'S Manual: Tig-250Pl AcdcAntonio MaesoÎncă nu există evaluări
- Mig 35 MDocument24 paginiMig 35 MJaime ArreolaÎncă nu există evaluări
- Boeing Commercial BackgrounderDocument5 paginiBoeing Commercial BackgrounderFikri RahimÎncă nu există evaluări
- 100-sp Operators ManualDocument31 pagini100-sp Operators ManualMike WienholdÎncă nu există evaluări
- GMAW Facilitator GuideDocument42 paginiGMAW Facilitator GuideEng trk100% (1)
- Aotai ARC 400 3 Phase 440V 60HzDocument39 paginiAotai ARC 400 3 Phase 440V 60Hzmaverick kitaro0% (1)
- Safety & Health of Welders and Environemental PractisesDocument28 paginiSafety & Health of Welders and Environemental PractisesDouglas OngomÎncă nu există evaluări
- HSE Docs Welding Safety Procedure 1698468959Document34 paginiHSE Docs Welding Safety Procedure 1698468959r2mgt28ssvÎncă nu există evaluări
- Im 445Document20 paginiIm 445miguelÎncă nu există evaluări
- Welding Safety Procedure ?Document33 paginiWelding Safety Procedure ?Khuda BukshÎncă nu există evaluări
- Potential Health & Safety Hazards: 1. 1.1. To Provide Safe Work Procedures and Guidelines On Brazing OperationsDocument8 paginiPotential Health & Safety Hazards: 1. 1.1. To Provide Safe Work Procedures and Guidelines On Brazing OperationssbjamdadeÎncă nu există evaluări
- HW-26, HW-26R, & HW-26F Tig Welding Torches: Instruction ManualDocument12 paginiHW-26, HW-26R, & HW-26F Tig Welding Torches: Instruction Manualmaverick kitaroÎncă nu există evaluări
- SVM116ADocument112 paginiSVM116Ajrga19Încă nu există evaluări
- Lincoln IM556Document28 paginiLincoln IM556eudoÎncă nu există evaluări
- Heliarc 250 - Ac-Dc - Power - Source - 15-047-ADocument24 paginiHeliarc 250 - Ac-Dc - Power - Source - 15-047-ABirciu ValiÎncă nu există evaluări
- Robotic Interfase Digipulse ESABDocument28 paginiRobotic Interfase Digipulse ESABJohan ZraghozÎncă nu există evaluări
- Aws Safety and Health Fact Sheet Bundle: For Pipeline WeldingDocument22 paginiAws Safety and Health Fact Sheet Bundle: For Pipeline WeldingfaithkahramanÎncă nu există evaluări
- EPP-200 Power Supply 0558004676Document56 paginiEPP-200 Power Supply 0558004676Liviu HogeaÎncă nu există evaluări
- Welding Practice PDFDocument119 paginiWelding Practice PDFradugorj100% (1)
- Handy Plasma 125: Plasma Arc Cutting Package - P/N 37884 115V 60HzDocument24 paginiHandy Plasma 125: Plasma Arc Cutting Package - P/N 37884 115V 60Hzbouriahi hassaneÎncă nu există evaluări
- Smaw Facilitator'S Guide: Opening Notes FOR THE TeacherDocument62 paginiSmaw Facilitator'S Guide: Opening Notes FOR THE TeacherAJ AcuñaÎncă nu există evaluări
- A Saw I I Series Operating ManualDocument34 paginiA Saw I I Series Operating ManualPascu AurelÎncă nu există evaluări
- WELDINGDocument12 paginiWELDINGAsnel TiffaÎncă nu există evaluări
- M380S P30190 P30190-1Document81 paginiM380S P30190 P30190-1gsÎncă nu există evaluări
- Ag Power and Tech SampleDocument16 paginiAg Power and Tech SampleJess YbanezÎncă nu există evaluări
- Tig 200 Ac/Dc Analogseries: Operator ManualDocument18 paginiTig 200 Ac/Dc Analogseries: Operator ManualAlejandro CKÎncă nu există evaluări
- Smootharc MMA 130 Operating ManualDocument36 paginiSmootharc MMA 130 Operating ManualChristopher GarciaÎncă nu există evaluări
- BODYDocument3 paginiBODYSean Kenneth RosarosoÎncă nu există evaluări
- Plasma Cut Series: Operator ManualDocument20 paginiPlasma Cut Series: Operator ManualprisilliawongÎncă nu există evaluări
- Jasic MIG 200 Synergic MIG Welding Inverter Operation ManualDocument18 paginiJasic MIG 200 Synergic MIG Welding Inverter Operation ManualFogarasiIstvánÎncă nu există evaluări
- MagMate TIG 150 200 OP ManualDocument16 paginiMagMate TIG 150 200 OP ManualAlan AnastasiÎncă nu există evaluări
- Safe Practices in WeldingDocument3 paginiSafe Practices in WeldingRajuÎncă nu există evaluări
- Ttomahawk 1000: Operator'S ManualDocument34 paginiTtomahawk 1000: Operator'S Manualanon_592794178Încă nu există evaluări
- Arc Welding: Name:Elton Adams Teacher: Sir Azam Class: 11tvetDocument13 paginiArc Welding: Name:Elton Adams Teacher: Sir Azam Class: 11tvetelton adamsÎncă nu există evaluări
- Lincoln Electric 625 OIPMDocument34 paginiLincoln Electric 625 OIPMSARET respaldoÎncă nu există evaluări
- Tic MachineDocument33 paginiTic MachineDaniel AlmendarezÎncă nu există evaluări
- Instructions XTT202Document20 paginiInstructions XTT202michaelyeoÎncă nu există evaluări
- IFR 101 ManualDocument28 paginiIFR 101 ManualsunhuynhÎncă nu există evaluări
- TIG 200 Pulse AC/DC Mini Digital (JT-200DS)Document32 paginiTIG 200 Pulse AC/DC Mini Digital (JT-200DS)bobisaÎncă nu există evaluări
- Weld Safe For StudentsDocument4 paginiWeld Safe For StudentsCharlyn PandaÎncă nu există evaluări
- Ronch 160arc DV 200arc DV User Manual PDFDocument36 paginiRonch 160arc DV 200arc DV User Manual PDFHenry JaraÎncă nu există evaluări
- Duradrive 4-30: Wire FeederDocument52 paginiDuradrive 4-30: Wire FeederJuan Antonio Mendez RubioÎncă nu există evaluări
- MIG Series: Operator ManualDocument18 paginiMIG Series: Operator ManualAn VinhÎncă nu există evaluări
- Safe Use Guide: Welding Wire & ElectrodesDocument2 paginiSafe Use Guide: Welding Wire & ElectrodesJanice VaflorÎncă nu există evaluări
- Ihom enDocument3 paginiIhom enAkash Panchal 007Încă nu există evaluări
- Power Arc 4000 ManualDocument50 paginiPower Arc 4000 ManualRASDEBOLÎncă nu există evaluări
- Railroad American Welding Society CompressDocument27 paginiRailroad American Welding Society CompressM Lazuardi Imani SÎncă nu există evaluări
- WELD-PAK 3200HD: Operators ManualDocument48 paginiWELD-PAK 3200HD: Operators ManualTriple SawyerÎncă nu există evaluări
- DW 300 (P10537 8)Document98 paginiDW 300 (P10537 8)dollareÎncă nu există evaluări
- Power Wave I400.Document57 paginiPower Wave I400.Jose LopezÎncă nu există evaluări
- Role of Hopt, Hodt & So: Cawangan Pengurus An Projek KompleksDocument13 paginiRole of Hopt, Hodt & So: Cawangan Pengurus An Projek KompleksFikri RahimÎncă nu există evaluări
- RE YTZCAirConditioner ManualDocument8 paginiRE YTZCAirConditioner ManualFikri RahimÎncă nu există evaluări
- 1.0 PM (IPte) Yaris Price ListDocument1 pagină1.0 PM (IPte) Yaris Price ListFikri RahimÎncă nu există evaluări
- AcmvSECTION 3.7 PACS Rev 2016Document58 paginiAcmvSECTION 3.7 PACS Rev 2016Fikri RahimÎncă nu există evaluări
- Lampiran 1 Dan 2 PDFDocument3 paginiLampiran 1 Dan 2 PDFFikri RahimÎncă nu există evaluări
- Airport SignsDocument5 paginiAirport SignsFikri Rahim100% (1)
- TECHNICAL REPORT - FahmiDocument14 paginiTECHNICAL REPORT - FahmiFikri RahimÎncă nu există evaluări
- Elevators and EscalatorsDocument38 paginiElevators and EscalatorsFikri RahimÎncă nu există evaluări
- Bck-777 Family BackgrounderDocument7 paginiBck-777 Family BackgrounderFikri RahimÎncă nu există evaluări
- Safety Management System: Editor: Department: Document OwnerDocument76 paginiSafety Management System: Editor: Department: Document OwnerFikri RahimÎncă nu există evaluări
- Ergonomics in Welding ShopDocument6 paginiErgonomics in Welding ShopFikri RahimÎncă nu există evaluări
- E205 PDFDocument24 paginiE205 PDFFikri RahimÎncă nu există evaluări
- World Class ManufacturingDocument6 paginiWorld Class ManufacturingFikri RahimÎncă nu există evaluări
- Gantz ChartDocument2 paginiGantz ChartFikri RahimÎncă nu există evaluări
- Design Check FiguresDocument1 paginăDesign Check FiguresFikri RahimÎncă nu există evaluări
- 10 Hussien and MutasherDocument23 pagini10 Hussien and MutasherFikri RahimÎncă nu există evaluări
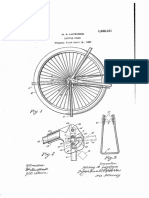
- Sept. 18, 1923. - Bicycle Stand: Original Filed April 16 - 1921'Document3 paginiSept. 18, 1923. - Bicycle Stand: Original Filed April 16 - 1921'Fikri RahimÎncă nu există evaluări
- MET2013 Clays JohnDocument48 paginiMET2013 Clays JohnFikri RahimÎncă nu există evaluări
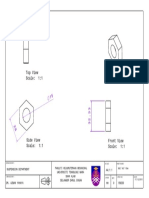
- Isometric View Scale: 1:1 Top View Scale: 1:1Document1 paginăIsometric View Scale: 1:1 Top View Scale: 1:1Fikri RahimÎncă nu există evaluări
- Isometric View Scale: 1:1 Top View Scale: 1:1Document1 paginăIsometric View Scale: 1:1 Top View Scale: 1:1Fikri RahimÎncă nu există evaluări