S-ar putea să vă placă și
- Chapter 2. Methods and InstrumentationDocument11 paginiChapter 2. Methods and Instrumentationkim haksongÎncă nu există evaluări
- Chapter 14. Microwave PhotochemistryDocument24 paginiChapter 14. Microwave Photochemistrykim haksongÎncă nu există evaluări
- PyridinesDocument14 paginiPyridineskim haksongÎncă nu există evaluări
- Chapter 3. Feedstocks For Fuel Ethanol ProductionDocument33 paginiChapter 3. Feedstocks For Fuel Ethanol Productionkim haksongÎncă nu există evaluări
- Chapter 11. Methodologies Developed and Applied in Process Integration Studies For The Swedish Kraft Pulp and Paper IndustryDocument20 paginiChapter 11. Methodologies Developed and Applied in Process Integration Studies For The Swedish Kraft Pulp and Paper Industrykim haksongÎncă nu există evaluări
- Chapter 3 - Sewage TreatmentDocument3 paginiChapter 3 - Sewage Treatmentkim haksongÎncă nu există evaluări
- Theory of Energy IntensityDocument7 paginiTheory of Energy Intensitykim haksongÎncă nu există evaluări
- Chapter 9 - Tennessee Eastman Plant-Wide Industrial Process Challenge ProblemDocument31 paginiChapter 9 - Tennessee Eastman Plant-Wide Industrial Process Challenge Problemkim haksongÎncă nu există evaluări
- Chapter 1 - One Variable OptimizationDocument17 paginiChapter 1 - One Variable Optimizationkim haksongÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Derbi Rambla 125 (En)Document258 paginiDerbi Rambla 125 (En)Manualles100% (1)
- Robotic Vacuum CleanerDocument15 paginiRobotic Vacuum Cleanerjjj merczÎncă nu există evaluări
- Inorganic Chemistry STPMDocument113 paginiInorganic Chemistry STPMThilagavathy SethuramahÎncă nu există evaluări
- 80ZV 2Document12 pagini80ZV 2mhmd_saad100% (2)
- Magnetism Sub SheetDocument18 paginiMagnetism Sub SheetVipul VermaÎncă nu există evaluări
- Megasan-Catalog CompressedDocument16 paginiMegasan-Catalog CompressedCasamed ServiceÎncă nu există evaluări
- Rotary Kiln BurnerDocument5 paginiRotary Kiln BurnerAllen de Guzman100% (1)
- 310 SRU Thermal Reactor Chemistry and Design SRU Buenos Aires 2018Document27 pagini310 SRU Thermal Reactor Chemistry and Design SRU Buenos Aires 2018Nastaran BagheriÎncă nu există evaluări
- Brake Pads Compendium CompressedDocument230 paginiBrake Pads Compendium CompressedThillai RajanÎncă nu există evaluări
- Module Reviews (Year 1)Document20 paginiModule Reviews (Year 1)Le Chriffe ChipÎncă nu există evaluări
- Hse Ems Enviornmental PolicyDocument7 paginiHse Ems Enviornmental Policyshaquan josephsÎncă nu există evaluări
- 2005 June Physics 2h PDFDocument24 pagini2005 June Physics 2h PDFTatenda ChimwandaÎncă nu există evaluări
- Genius Plus: Electronic Engineering LTDDocument2 paginiGenius Plus: Electronic Engineering LTDpil;zoÎncă nu există evaluări
- Size CalculationDocument13 paginiSize CalculationGopal DasiriÎncă nu există evaluări
- Alba C45H INGLES-01 User ManualDocument21 paginiAlba C45H INGLES-01 User ManualdrmassterÎncă nu există evaluări
- 250 Service Manual PDFDocument47 pagini250 Service Manual PDFSnejana Stoianov100% (2)
- Bank Soal KD 3.9Document6 paginiBank Soal KD 3.9Rakhmady AdamiÎncă nu există evaluări
- Electrical Design CriteriaDocument533 paginiElectrical Design CriteriaHimdad Bahri100% (3)
- ItysDocument32 paginiItysciohaniÎncă nu există evaluări
- Commissioning NotesDocument13 paginiCommissioning NotesÇınar İnalÎncă nu există evaluări
- France en Dec. 2022 v3Document37 paginiFrance en Dec. 2022 v3Tarek OsmanÎncă nu există evaluări
- Wind Power DPR Consultancy Tender-APDCL-Last Date 05.09.23Document65 paginiWind Power DPR Consultancy Tender-APDCL-Last Date 05.09.23SRINIVASAN TÎncă nu există evaluări
- Lesson 1 Bajo BalanceDocument42 paginiLesson 1 Bajo BalanceJesus Antonio Mazo GarciaÎncă nu există evaluări
- Marketing Plan BMW I3Document20 paginiMarketing Plan BMW I3Nauman MalikÎncă nu există evaluări
- Aeroshell Fluid 31: Specifications U.S. British French Russian NATO Code Joint Service DesignationDocument2 paginiAeroshell Fluid 31: Specifications U.S. British French Russian NATO Code Joint Service Designationarmando.ribamarÎncă nu există evaluări
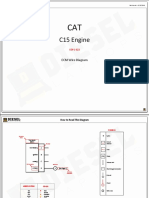
- CAT - C15 (Prefix SDP) .Prefix SDP1-822Document14 paginiCAT - C15 (Prefix SDP) .Prefix SDP1-822Phil B.100% (2)
- Environmental and Social Impacts of Solar Energy: A View Point With Reference To India Abhishek Gawande & Pradeep ChaudhryDocument11 paginiEnvironmental and Social Impacts of Solar Energy: A View Point With Reference To India Abhishek Gawande & Pradeep ChaudhrySafikul HossainÎncă nu există evaluări
- BIOHYDROGEN PRODUCTION FROM WASTE MATERIALS - Mscbiotech-Mbt1000818Document12 paginiBIOHYDROGEN PRODUCTION FROM WASTE MATERIALS - Mscbiotech-Mbt1000818SupriyaÎncă nu există evaluări
- SREA-ECET (Mechanical) 8 Years Topic Wise Bit Bank-1 PDFDocument68 paginiSREA-ECET (Mechanical) 8 Years Topic Wise Bit Bank-1 PDFDhanunjay JaguÎncă nu există evaluări
- Mini Project - MECHDocument19 paginiMini Project - MECHmahendiran123Încă nu există evaluări