S-ar putea să vă placă și
- Schmidt Macarthur FellowshipDocument20 paginiSchmidt Macarthur FellowshipSiddhant Prakash GoyalÎncă nu există evaluări
- Biomechanics Unit I: Dr. Rashmi UddanwadikerDocument95 paginiBiomechanics Unit I: Dr. Rashmi UddanwadikerSiddhant Prakash GoyalÎncă nu există evaluări
- Design of The Injection MouldDocument19 paginiDesign of The Injection MouldSiddhant Prakash GoyalÎncă nu există evaluări
- Application Form For INTERNSHIP Scholarship: Passport Size PictureDocument7 paginiApplication Form For INTERNSHIP Scholarship: Passport Size PictureSiddhant Prakash GoyalÎncă nu există evaluări
- Mechanical Engineering ResultsDocument528 paginiMechanical Engineering ResultsSiddhant Prakash GoyalÎncă nu există evaluări
- Ehw ProjectDocument61 paginiEhw ProjectSiddhant Prakash GoyalÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- STK 630Document8 paginiSTK 630Paulo VictorÎncă nu există evaluări
- Autopage C3-RS665 PDFDocument34 paginiAutopage C3-RS665 PDFRafael Lizano RodriguezÎncă nu există evaluări
- COMPRO Bintang AuroraDocument26 paginiCOMPRO Bintang AurorabintangÎncă nu există evaluări
- AH-RESI DatasheetDocument2 paginiAH-RESI DatasheetRahul ShelkeÎncă nu există evaluări
- Basic Principal of Electrical CircuitryDocument19 paginiBasic Principal of Electrical CircuitryAreeba ParvezÎncă nu există evaluări
- R ChidambaramDocument2 paginiR Chidambaramshridhar sutarÎncă nu există evaluări
- Comparison Used in IeltsDocument3 paginiComparison Used in IeltsDuyen HongÎncă nu există evaluări
- Workbook Answers: CCEA GCSE PhysicsDocument40 paginiWorkbook Answers: CCEA GCSE PhysicsCanioÎncă nu există evaluări
- C13, C15, and C18 Engines Alternator Problem - Charging Problem Andor Noisy OperationDocument3 paginiC13, C15, and C18 Engines Alternator Problem - Charging Problem Andor Noisy OperationRaphael ThornerÎncă nu există evaluări
- Sealing For Hydropower EquipmentDocument28 paginiSealing For Hydropower EquipmentJenny Cecilia Ureña ZuriÎncă nu există evaluări
- Teletek Mag 8Document20 paginiTeletek Mag 8Andrei PantaÎncă nu există evaluări
- Ball & Tube Mill Manual 1Document5 paginiBall & Tube Mill Manual 1Rakesh KiranÎncă nu există evaluări
- CG Drive SGDocument1 paginăCG Drive SGmanchem sreeram sanjay67% (3)
- MCWDocument2 paginiMCWfaisal ahmedÎncă nu există evaluări
- A173 enDocument12 paginiA173 enRaj BrothersÎncă nu există evaluări
- He3488lsw TdsDocument2 paginiHe3488lsw TdsVi TrầnÎncă nu există evaluări
- Auma - Electric ActuatosDocument44 paginiAuma - Electric ActuatosRakesh Karan Singh100% (1)
- Sector:: Automotive/Land Transport SectorDocument20 paginiSector:: Automotive/Land Transport SectorVedin Padilla Pedroso92% (12)
- Final Report IOCL GuwahatiDocument17 paginiFinal Report IOCL GuwahatiSonu KumarÎncă nu există evaluări
- Husky Hypet 400Document148 paginiHusky Hypet 400Bir Kamaldeep Singh100% (7)
- Tda-V 315-1120 Cat015 PDFDocument71 paginiTda-V 315-1120 Cat015 PDFDak Serik0% (1)
- GC-1F Operators ManualDocument9 paginiGC-1F Operators Manualnhocti007Încă nu există evaluări
- Mercury 02l STDDocument2 paginiMercury 02l STDNoursine NoursineÎncă nu există evaluări
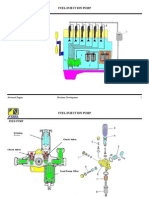
- 4fuel Injection PumpDocument9 pagini4fuel Injection PumpJoko Sukariono100% (2)
- A R Bordon Wes Penre Mechanics Around Entrapment of Souls in Third DimensionDocument17 paginiA R Bordon Wes Penre Mechanics Around Entrapment of Souls in Third Dimensionsisterrosetta100% (1)
- 4 Ideal Models of Engine CyclesDocument23 pagini4 Ideal Models of Engine CyclesArsalan AhmadÎncă nu există evaluări
- LectureDocument46 paginiLecturedjjunel2000Încă nu există evaluări
- Plug FlowDocument17 paginiPlug FlowNurshahirahSapianÎncă nu există evaluări
- Eebd Emergency Escape Breathing DevicesDocument4 paginiEebd Emergency Escape Breathing DevicesYanaÎncă nu există evaluări
- Forms of EnergyDocument15 paginiForms of EnergyTrajce StojanovÎncă nu există evaluări