S-ar putea să vă placă și
- Williams-Evans CUI Paper, NACE-Calgary 2010Document23 paginiWilliams-Evans CUI Paper, NACE-Calgary 2010John Williams100% (1)
- D4587 UV ResistanceDocument6 paginiD4587 UV ResistancearthymanicÎncă nu există evaluări
- ASTM-D-2247 Standard Practice Testing Coatings100Document5 paginiASTM-D-2247 Standard Practice Testing Coatings100chinocatÎncă nu există evaluări
- Corrosion Under InsulationDocument21 paginiCorrosion Under InsulationRenan Soares KieferÎncă nu există evaluări
- Trouble With Paint Barrier CoatingsDocument15 paginiTrouble With Paint Barrier Coatingsravi00098100% (1)
- BD+ CD+ XD+ - tcm833-3534072Document20 paginiBD+ CD+ XD+ - tcm833-3534072MisterMMÎncă nu există evaluări
- Oluble: Part 1: A Summary of Recent Research On Allowable Amounts of Salts Tolerated Beneath CoatingsDocument16 paginiOluble: Part 1: A Summary of Recent Research On Allowable Amounts of Salts Tolerated Beneath CoatingsnarmathaÎncă nu există evaluări
- Curing Agents For Epoxy ResinsDocument10 paginiCuring Agents For Epoxy ResinsmombarreÎncă nu există evaluări
- Nuclear Containment FailuresDocument10 paginiNuclear Containment FailuresskdonaldsÎncă nu există evaluări
- Internal Launch Presentation Version 01 - SingaporeDocument100 paginiInternal Launch Presentation Version 01 - SingaporeEnrico Savira100% (1)
- Guide To Protective Coating Systems Using Iso12944 27feb2023Document12 paginiGuide To Protective Coating Systems Using Iso12944 27feb2023CeciliaÎncă nu există evaluări
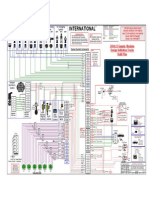
- Esquema Elétrico NGD 9.3Document2 paginiEsquema Elétrico NGD 9.3LuisCarlosKovalchuk100% (1)
- Mil DTL 53022C PDFDocument22 paginiMil DTL 53022C PDFJeffrey EsmurriasÎncă nu există evaluări
- Zinc Silicate or Zinc Epoxy As The Preferred High Performance PrimerDocument10 paginiZinc Silicate or Zinc Epoxy As The Preferred High Performance Primerbabis1980100% (1)
- Norsok M 501 Rev 6Document32 paginiNorsok M 501 Rev 6Jose Lopez Diaz Merry100% (1)
- Biopolymers: New Materials for Sustainable Films and CoatingsDe la EverandBiopolymers: New Materials for Sustainable Films and CoatingsDavid PlackettÎncă nu există evaluări
- Oil & Gas Asset Integrity IssuesDocument15 paginiOil & Gas Asset Integrity Issuesyogolain100% (2)
- Technical Data Sheet Avikote Av 650 R PDFDocument2 paginiTechnical Data Sheet Avikote Av 650 R PDFCIAKÎncă nu există evaluări
- Comprehending Pull-Off Adhesion TestingDocument5 paginiComprehending Pull-Off Adhesion Testingzavisa2Încă nu există evaluări
- Biological Treatment of Microbial Corrosion: Opportunities and ChallengesDe la EverandBiological Treatment of Microbial Corrosion: Opportunities and ChallengesÎncă nu există evaluări
- Astm D-5324 - 1998 PDFDocument12 paginiAstm D-5324 - 1998 PDFdeepan govindasamyÎncă nu există evaluări
- MarineLine784 Protective CoatingsDocument8 paginiMarineLine784 Protective CoatingsTimuçin ÇolakelÎncă nu există evaluări
- Shwerwin Williams Internal Lining PresentationDocument42 paginiShwerwin Williams Internal Lining PresentationPaolo VisentinÎncă nu există evaluări
- Criteria For Paints and CoatingsDocument15 paginiCriteria For Paints and Coatingsjuli_radÎncă nu există evaluări
- ASTM D 4707-09 Standard Test Method For Measuring Paint Spatter Resistance During Roller ApplicatDocument9 paginiASTM D 4707-09 Standard Test Method For Measuring Paint Spatter Resistance During Roller Applicatcaroniebles100% (2)
- Performance Testing Anti Corrosive Coatings DACDocument9 paginiPerformance Testing Anti Corrosive Coatings DACapi-3741340Încă nu există evaluări
- Bazele Matematice Ale Calculatoarelor - Florian Mircea BoianDocument132 paginiBazele Matematice Ale Calculatoarelor - Florian Mircea BoiannimsocÎncă nu există evaluări
- COM SU 5191 C February 2017Document91 paginiCOM SU 5191 C February 2017suriya100% (1)
- API936 Effective Sheet-2020 PDFDocument2 paginiAPI936 Effective Sheet-2020 PDFmalleshÎncă nu există evaluări
- 2018Document16 pagini2018asfaruk2556Încă nu există evaluări
- 2 Astm D6943Document16 pagini2 Astm D6943Boris CardenasÎncă nu există evaluări
- Immersion Testing of Industrial Protective Coatings: Standard Practice ForDocument6 paginiImmersion Testing of Industrial Protective Coatings: Standard Practice ForJhon Jeiwer SantosÎncă nu există evaluări
- Effects of Soluble Salts On Coating Life in Atmospheric ServicesDocument14 paginiEffects of Soluble Salts On Coating Life in Atmospheric Servicesviswaprasad005Încă nu există evaluări
- Aashto R31-02Document26 paginiAashto R31-02moises albercaÎncă nu există evaluări
- Section 5.0 - Epoxy Coatin SystemsDocument36 paginiSection 5.0 - Epoxy Coatin SystemsgemotorresÎncă nu există evaluări
- Salt Mitigation Study Final Report-Fat SquirrelDocument125 paginiSalt Mitigation Study Final Report-Fat SquirrelyugandharÎncă nu există evaluări
- Astm C868-85 (R95)Document4 paginiAstm C868-85 (R95)Ian HsuÎncă nu există evaluări
- Mil STD 1916Document33 paginiMil STD 1916John PizzoniaÎncă nu există evaluări
- Saudi Aramco Inspection Checklist: Receiving Inspection of Intumescent Fireproofing Mat'ls SAIC-B-2003 30-Apr-13 MechDocument2 paginiSaudi Aramco Inspection Checklist: Receiving Inspection of Intumescent Fireproofing Mat'ls SAIC-B-2003 30-Apr-13 Mechpookkoya thangalÎncă nu există evaluări
- Pa 3 PDFDocument0 paginiPa 3 PDFNageswara Rao BavisettyÎncă nu există evaluări
- Salt Spray Testing - Why It Should Not Be Used To Compare Different Types of CoatingsDocument2 paginiSalt Spray Testing - Why It Should Not Be Used To Compare Different Types of Coatingsdwimukh360100% (1)
- The Adhesion Characteristics of Protective Coating Materials For The Containment Structure in Nuclear Power PlantsDocument8 paginiThe Adhesion Characteristics of Protective Coating Materials For The Containment Structure in Nuclear Power PlantsHaidarHussaini100% (1)
- Admixture Systems: From Master Builders SolutionsDocument8 paginiAdmixture Systems: From Master Builders SolutionsMridul GuptaÎncă nu există evaluări
- Passive Fire Protection Getting It Right Wilf Butcher PDFDocument44 paginiPassive Fire Protection Getting It Right Wilf Butcher PDFSonny Ramos100% (1)
- 099646intumescentpaintDFMmetricizedversion (IMP.)Document11 pagini099646intumescentpaintDFMmetricizedversion (IMP.)brunodebenjakÎncă nu există evaluări
- The Industrial Coatings MarketDocument5 paginiThe Industrial Coatings MarketjagrititanuÎncă nu există evaluări
- Chemical Resistance GuideDocument11 paginiChemical Resistance GuideMohamed NouzerÎncă nu există evaluări
- Saes B-006 (2017)Document21 paginiSaes B-006 (2017)Ralph Ian Malabanan100% (1)
- Challenging The Organic "Zinc Rich" Primer StandardDocument9 paginiChallenging The Organic "Zinc Rich" Primer Standardaliabdulhamid100% (2)
- Astm B571-97 PDFDocument3 paginiAstm B571-97 PDFDillonÎncă nu există evaluări
- Cafco Fendolite Mii Application Guidelines PDFDocument23 paginiCafco Fendolite Mii Application Guidelines PDFTanmay GorÎncă nu există evaluări
- TR External Polymeric FailureDocument3 paginiTR External Polymeric FailureJuliano SampaioÎncă nu există evaluări
- Hempel Protective Versiline Cui PDFDocument4 paginiHempel Protective Versiline Cui PDFJoseph DarwinÎncă nu există evaluări
- Astm D4060 14Document5 paginiAstm D4060 14hadi ebrahimfathÎncă nu există evaluări
- An 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized CoatingsDocument5 paginiAn 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized Coatingsnarmatha100% (1)
- 3PS Gaw 008Document14 pagini3PS Gaw 008ravi00098100% (1)
- Inspection of HDGDocument56 paginiInspection of HDGPeter FowlesÎncă nu există evaluări
- BYBU - XR731 - Fire-Resistance Ratings - ANSI - UL 1709 - UL Product Iq - GCP-AVICOTE Z-156PC PDFDocument5 paginiBYBU - XR731 - Fire-Resistance Ratings - ANSI - UL 1709 - UL Product Iq - GCP-AVICOTE Z-156PC PDFCIAKÎncă nu există evaluări
- 5.2.2 MIO Coatings - What Types Are ThereDocument2 pagini5.2.2 MIO Coatings - What Types Are ThereRama HidayatÎncă nu există evaluări
- Astm D6943 15 2019Document3 paginiAstm D6943 15 2019isabozkurtlarÎncă nu există evaluări
- Evaluation of Coatings Applied To Plastics: Standard Guide ForDocument3 paginiEvaluation of Coatings Applied To Plastics: Standard Guide ForNabeel H. Al-SaighÎncă nu există evaluări
- Corrosion Test Panel Preparation, Testing, and Rating of Coil-Coated Building ProductsDocument5 paginiCorrosion Test Panel Preparation, Testing, and Rating of Coil-Coated Building ProductsasmaÎncă nu există evaluări
- d1653 Water Vapor Transmission of Organic Coating Films1Document5 paginid1653 Water Vapor Transmission of Organic Coating Films1caronieblesÎncă nu există evaluări
- The Determination of Carbon Dioxide Gas Transmission Rate (CO TR) Through Barrier Materials Using An Infrared DetectorDocument6 paginiThe Determination of Carbon Dioxide Gas Transmission Rate (CO TR) Through Barrier Materials Using An Infrared DetectorcaronieblesÎncă nu există evaluări
- D3002 Evaluation of Coatings Applied To Plastics1Document2 paginiD3002 Evaluation of Coatings Applied To Plastics1caronieblesÎncă nu există evaluări
- US20170210931A1Document6 paginiUS20170210931A1caronieblesÎncă nu există evaluări
- US9505944Document7 paginiUS9505944caronieblesÎncă nu există evaluări
- United States Patent: Bohling Et Al - (10) Patent No .: US 9, 834, 697 B2Document6 paginiUnited States Patent: Bohling Et Al - (10) Patent No .: US 9, 834, 697 B2caronieblesÎncă nu există evaluări
- D281Document2 paginiD281Thanh NguyenÎncă nu există evaluări
- NYPC Leveling Test BladeDocument1 paginăNYPC Leveling Test BladecaronieblesÎncă nu există evaluări
- D 2486-00Document4 paginiD 2486-00caronieblesÎncă nu există evaluări
- Anti Graffiti BrochureDocument2 paginiAnti Graffiti BrochurecaronieblesÎncă nu există evaluări
- Solthix 250Document2 paginiSolthix 250caroniebles100% (1)
- Determination of The Solubility Product Constant of Silver AcetateDocument8 paginiDetermination of The Solubility Product Constant of Silver AcetateSara Al AzemÎncă nu există evaluări
- Teaching Finite Element Analysis For Design Engineers: August 2011Document7 paginiTeaching Finite Element Analysis For Design Engineers: August 2011Nelu CheluÎncă nu există evaluări
- G270han01 V0Document26 paginiG270han01 V0NemkoÎncă nu există evaluări
- Vibro SifterDocument7 paginiVibro SifterDIpesh SahooÎncă nu există evaluări
- JNTUA B Tech 2018 1 2 May R15 ECE 15A54201 Mathematics IIDocument2 paginiJNTUA B Tech 2018 1 2 May R15 ECE 15A54201 Mathematics IIMRUDULA KULAKARNIÎncă nu există evaluări
- Cisco Network DiagramDocument1 paginăCisco Network DiagramĐỗ DuyÎncă nu există evaluări
- Creating REST API Using NodeJS and Consuming in AngularJSDocument8 paginiCreating REST API Using NodeJS and Consuming in AngularJSserignemodouÎncă nu există evaluări
- How Is Electrical Energy MeasuredDocument4 paginiHow Is Electrical Energy MeasuredSonya ReddyÎncă nu există evaluări
- Network Analysis Chap. 4 First Order Differential EquationDocument5 paginiNetwork Analysis Chap. 4 First Order Differential EquationSreeram Vijapurapu0% (1)
- Cache MemoryDocument20 paginiCache MemoryKeshav Bharadwaj RÎncă nu există evaluări
- Jacky Smith Resume Project ManagerDocument1 paginăJacky Smith Resume Project ManagerGrey GrayÎncă nu există evaluări
- OoselabDocument53 paginiOoselabHarshpreet KaurÎncă nu există evaluări
- Huawei: Quidway Full Series Ethernet Routing SwitchesDocument90 paginiHuawei: Quidway Full Series Ethernet Routing SwitchesWalter Aguiar0% (1)
- How To Measure MTFDocument64 paginiHow To Measure MTFamtcorporationÎncă nu există evaluări
- Online Order Processing SystemDocument34 paginiOnline Order Processing SystemMuhammad ShujaÎncă nu există evaluări
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BDocument15 paginiAin Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BAslaouiÎncă nu există evaluări
- Curriculum Vitae: Augusto Javier Puican ZarpanDocument4 paginiCurriculum Vitae: Augusto Javier Puican Zarpanfrank_d_1Încă nu există evaluări
- Paket TrainingDocument20 paginiPaket TrainingLukman AriyantoÎncă nu există evaluări
- Using Dapper Asynchronously inDocument1 paginăUsing Dapper Asynchronously inGiovani BrondaniÎncă nu există evaluări
- Online Examination System For AndroidDocument7 paginiOnline Examination System For AndroidSri Sai UniversityÎncă nu există evaluări
- GMP Male BearingDocument3 paginiGMP Male BearingMahdi HajizadehÎncă nu există evaluări
- Biodegradability of SurfactantsDocument1 paginăBiodegradability of SurfactantsTinnysumardiÎncă nu există evaluări
- CH 4 Data CommDocument4 paginiCH 4 Data CommHenna ShainaÎncă nu există evaluări
- User'S Manual: Capstone MicroturbineDocument56 paginiUser'S Manual: Capstone MicroturbinemassimocalviÎncă nu există evaluări
- Introduction To Wireless Application Protocol (WAP) OGIDocument12 paginiIntroduction To Wireless Application Protocol (WAP) OGIApram SinghÎncă nu există evaluări