S-ar putea să vă placă și
- Proyecto Final Fundamentos de AdministracionDocument20 paginiProyecto Final Fundamentos de AdministracionCristian Cisternas Montiel100% (1)
- Plantilla Valor AgregadoDocument1 paginăPlantilla Valor AgregadoEstefania Criollo AyalaÎncă nu există evaluări
- Planeacion Agregada en El Sector Servicios.Document15 paginiPlaneacion Agregada en El Sector Servicios.Grivel22100% (3)
- Examen Final Gerencia de Marketing UPNDocument8 paginiExamen Final Gerencia de Marketing UPNRafael Aliaga Arana0% (1)
- Procedimiento de Examenes Medicos Ocupacionales FinalDocument11 paginiProcedimiento de Examenes Medicos Ocupacionales Finaloswaldo.garayÎncă nu există evaluări
- Riesgo PaisDocument2 paginiRiesgo PaisEstefania Criollo AyalaÎncă nu există evaluări
- Canciones Evento Teatro SucreDocument4 paginiCanciones Evento Teatro SucreEstefania Criollo AyalaÎncă nu există evaluări
- Plan de TrabajoDocument4 paginiPlan de TrabajoEstefania Criollo AyalaÎncă nu există evaluări
- Plan de TrabajoDocument4 paginiPlan de TrabajoEstefania Criollo AyalaÎncă nu există evaluări
- Formulario IntegralesDocument2 paginiFormulario IntegralesEstefania Criollo AyalaÎncă nu există evaluări
- Formulas Areas de Figuras PlanasDocument4 paginiFormulas Areas de Figuras PlanasEstefania Criollo AyalaÎncă nu există evaluări
- Teoria de Las RestriccionesDocument12 paginiTeoria de Las RestriccionesEstefania Criollo AyalaÎncă nu există evaluări
- Integrantes: Diego Criollo Pedro Cabrera: Formatos Según NormaDocument4 paginiIntegrantes: Diego Criollo Pedro Cabrera: Formatos Según NormaEstefania Criollo AyalaÎncă nu există evaluări
- Formulario DerivadasDocument2 paginiFormulario DerivadasEstefania Criollo AyalaÎncă nu există evaluări
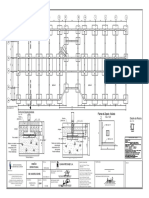
- Practica Dibujo de ZapataDocument1 paginăPractica Dibujo de ZapataEstefania Criollo AyalaÎncă nu există evaluări
- Manual Mantenimiento Preventivo y Manejo Win 7, 8 y 10Document2 paginiManual Mantenimiento Preventivo y Manejo Win 7, 8 y 10Estefania Criollo AyalaÎncă nu există evaluări
- Manual Mantenimiento Preventivo y Manejo Win 7, 8 y 10Document2 paginiManual Mantenimiento Preventivo y Manejo Win 7, 8 y 10Estefania Criollo AyalaÎncă nu există evaluări
- El Surgir de La Espiritualidad en El Ser HumanoDocument4 paginiEl Surgir de La Espiritualidad en El Ser HumanoEstefania Criollo AyalaÎncă nu există evaluări
- Plan de Calidad Interventoria Ampliacion Acueducto ChiriguanaDocument77 paginiPlan de Calidad Interventoria Ampliacion Acueducto ChiriguanaJhon CastiblancoÎncă nu există evaluări
- Ejemplo de AmotizacionDocument5 paginiEjemplo de AmotizacionAntonioAguilarÎncă nu există evaluări
- Evaluacion Interna y Ciclo OperativoDocument3 paginiEvaluacion Interna y Ciclo OperativoYeni PauccarÎncă nu există evaluări
- TERCER PARCIAL. Macroeconomía. Definir Terminología Económica.Document19 paginiTERCER PARCIAL. Macroeconomía. Definir Terminología Económica.Miguel Perez de la rosaÎncă nu există evaluări
- Informe Investigacion de MercadosDocument10 paginiInforme Investigacion de MercadosAngelica EspinosaÎncă nu există evaluări
- Clase01 Proyecto Integrador I PDFDocument58 paginiClase01 Proyecto Integrador I PDFMARTIN ISLA GONZALEZÎncă nu există evaluări
- NRC 10190-Luis-Casaverde-PacherrezDocument5 paginiNRC 10190-Luis-Casaverde-PacherrezDIEGO GIAN PIERRE QUEZADA VALDERRAMAÎncă nu există evaluări
- Ejercicio de Aplicación de IncotermsDocument4 paginiEjercicio de Aplicación de IncotermsNoelia PincayÎncă nu există evaluări
- Foda, Pestel, PorterDocument4 paginiFoda, Pestel, Porterricardo100% (1)
- Gobierno TI. E.ADocument31 paginiGobierno TI. E.ArominaÎncă nu există evaluări
- Trabajo FinalDocument74 paginiTrabajo FinalDaniel Percy Rojas HurtadoÎncă nu există evaluări
- Evaluación Final Pesponsabilidad SocialDocument8 paginiEvaluación Final Pesponsabilidad Socialluluca cortesÎncă nu există evaluări
- Constitución Sociedad TelecomunicacionesDocument10 paginiConstitución Sociedad TelecomunicacionesOscar AlfonsoÎncă nu există evaluări
- Competencia ImperfectaDocument11 paginiCompetencia ImperfectaPaola ContrerasÎncă nu există evaluări
- Logística en el Perú: Desafíos y estrategias de las principales empresas agroexportadorasDocument5 paginiLogística en el Perú: Desafíos y estrategias de las principales empresas agroexportadorasKaren MarjorieÎncă nu există evaluări
- Tarea 2 Practica de Contabilidad 1Document16 paginiTarea 2 Practica de Contabilidad 1Elizabeth AgramonteÎncă nu există evaluări
- Ferrum - Fundamentos Trabajo 1Document9 paginiFerrum - Fundamentos Trabajo 1Carrie RinconÎncă nu există evaluări
- Opinion de La Sup Controversia n02Document11 paginiOpinion de La Sup Controversia n02Elizabeth PereiraÎncă nu există evaluări
- Cuestionario Sobre StakeholdersDocument3 paginiCuestionario Sobre StakeholdersCambiar EL Pasado Ifet Decidida100% (1)
- Inversiones alternativas: tipos y rentabilidadDocument33 paginiInversiones alternativas: tipos y rentabilidadKabir PachecoÎncă nu există evaluări
- Ej en Clase 1 2Document6 paginiEj en Clase 1 2Génesis BelénÎncă nu există evaluări
- Caso Practico Unidad 2 14 10 2023Document5 paginiCaso Practico Unidad 2 14 10 2023Juandavid Rodriguez NavarroÎncă nu există evaluări
- Definición y Objetivos de La EVOLUCIÓN DE LA TEORÍA ADMINISTRATIVADocument12 paginiDefinición y Objetivos de La EVOLUCIÓN DE LA TEORÍA ADMINISTRATIVACamil Jiménez DrisÎncă nu există evaluări
- Fila 1 Examen Costos Del Primer Parcial ResoluciónDocument4 paginiFila 1 Examen Costos Del Primer Parcial ResoluciónJosé EspinozaÎncă nu există evaluări
- Flujos FinancierosDocument15 paginiFlujos FinancierosOxmar UmbaciaÎncă nu există evaluări
- Plan de Negocios Credimas Ago 20141Document23 paginiPlan de Negocios Credimas Ago 20141Nelson SebastianÎncă nu există evaluări