S-ar putea să vă placă și
- Pneumatic Conveying Systems ExplainedDocument4 paginiPneumatic Conveying Systems ExplainedMangatur SimamoraÎncă nu există evaluări
- 9.0 Dust Collection SystemsDocument15 pagini9.0 Dust Collection SystemsNol BarandonÎncă nu există evaluări
- Consideration in Dust Collection SystemDocument9 paginiConsideration in Dust Collection SystemMohammad Ali TaghdiriÎncă nu există evaluări
- Six Considerations For Proper Dust Collection System DesignDocument9 paginiSix Considerations For Proper Dust Collection System DesignJoão CoelhoÎncă nu există evaluări
- Ventilation hood design principles for dust controlDocument11 paginiVentilation hood design principles for dust controlSudhakar KarnanÎncă nu există evaluări
- Simplified Guide to Pneumatic Conveying System DesignDocument20 paginiSimplified Guide to Pneumatic Conveying System DesignKundzo100% (6)
- Dust Extraction SystemDocument13 paginiDust Extraction SystemEng Tennyson SigaukeÎncă nu există evaluări
- Pneumatic ConveyingDocument6 paginiPneumatic Conveyingsudhirm16100% (1)
- Simplified Pneumatic Conveying Design GuideDocument34 paginiSimplified Pneumatic Conveying Design Guideycemal100% (1)
- Air or Pneumatic ConveyorDocument36 paginiAir or Pneumatic ConveyorAshish Sharma100% (2)
- Pneumatic Conveying Spreadsheet-ContentDocument27 paginiPneumatic Conveying Spreadsheet-Contentaladdin4dÎncă nu există evaluări
- Give Your Plant A Dust Control Tune-Up: Burning PRB CoalDocument4 paginiGive Your Plant A Dust Control Tune-Up: Burning PRB CoalD Gopala Krishnam RajuÎncă nu există evaluări
- Pneumatic Conveying - GJ74, HauckDocument6 paginiPneumatic Conveying - GJ74, Hauckjfejfe100% (1)
- SSPC-Guide 16 SelectionDocument13 paginiSSPC-Guide 16 SelectionmithileshÎncă nu există evaluări
- Contamination Free Air SupplyDocument14 paginiContamination Free Air SupplyRuben MarquezÎncă nu există evaluări
- Novel Design of Low Pressure Drop Desiccant WheelDocument21 paginiNovel Design of Low Pressure Drop Desiccant WheelRonak ShahÎncă nu există evaluări
- Dust Collector DesignDocument13 paginiDust Collector DesignAekJay50% (2)
- Nuclear Engineering and TechnologyDocument8 paginiNuclear Engineering and TechnologyBharat MahajanÎncă nu există evaluări
- IA Compressor PKG - OptimizedDocument7 paginiIA Compressor PKG - OptimizedJetul PatelÎncă nu există evaluări
- Concrete EvaldustDocument4 paginiConcrete EvaldustUmar SabaÎncă nu există evaluări
- Arch Environmental Equipment Dust HandbookDocument19 paginiArch Environmental Equipment Dust Handbookshanmars100% (2)
- Conveying: E A. Zenz and D. F. Othmer, "Pneumatic and Hydraulic Conveying," Chapter 10, FluidizaDocument18 paginiConveying: E A. Zenz and D. F. Othmer, "Pneumatic and Hydraulic Conveying," Chapter 10, Fluidizavalerio.garibay100% (1)
- NFPA For Dust Collection SystemDocument10 paginiNFPA For Dust Collection Systemngocbinh8x100% (1)
- ED3300Document4 paginiED3300Mohamed Tahoun100% (1)
- SSPC Guide 16 PDFDocument15 paginiSSPC Guide 16 PDFkishorekumar.animu100% (1)
- CIVIMEC Air Duct Design LectureDocument69 paginiCIVIMEC Air Duct Design LectureTroy DanielsÎncă nu există evaluări
- Guide to Selecting Dust CollectorsDocument14 paginiGuide to Selecting Dust CollectorsSherif AbdelhameedÎncă nu există evaluări
- Cb86nvl40m6ufrk0x8r3 PDFDocument22 paginiCb86nvl40m6ufrk0x8r3 PDFvigneshÎncă nu există evaluări
- Electrostatic Precipitators: Industrial Pollution Control (ESPDocument12 paginiElectrostatic Precipitators: Industrial Pollution Control (ESPnkhanzada100% (1)
- Design of Pneumatic Conveying SystemDocument6 paginiDesign of Pneumatic Conveying SystemIJIRSTÎncă nu există evaluări
- Bag Filter Optimization in Cement IndustryDocument89 paginiBag Filter Optimization in Cement IndustryNITITN ASNANIÎncă nu există evaluări
- 09 - Chapter 1Document14 pagini09 - Chapter 1naser shamsÎncă nu există evaluări
- Operating Room Ventilation: Metalaire Periflow System Overview & Technical DiscussionDocument3 paginiOperating Room Ventilation: Metalaire Periflow System Overview & Technical DiscussionJorge FuentesÎncă nu există evaluări
- Mist Eliminator-ASK2 MfixDocument6 paginiMist Eliminator-ASK2 MfixVismit BansalÎncă nu există evaluări
- Application note: Measuring low dew points in compressed airDocument3 paginiApplication note: Measuring low dew points in compressed airDamien MarleyÎncă nu există evaluări
- ءاوهلا فييكت تاموُظنم Air-Conditioning Systems - Mee51413 سماخلا فصلاDocument28 paginiءاوهلا فييكت تاموُظنم Air-Conditioning Systems - Mee51413 سماخلا فصلاابراهيم حدادÎncă nu există evaluări
- Pulse Valve and Automation Components For Dust Collector SystemsDocument19 paginiPulse Valve and Automation Components For Dust Collector Systemsawangga putra maulanaÎncă nu există evaluări
- Inlet Fogging of Gas Turbine EnginesDocument7 paginiInlet Fogging of Gas Turbine EnginesReza Razmjou100% (1)
- 10 Golden Rules For Dust Control: Collection SystemsDocument4 pagini10 Golden Rules For Dust Control: Collection SystemsMicubee BajuAnakÎncă nu există evaluări
- Innovatory Conveying Systems: 2004 by Marcel Dekker, Inc. All Rights ReservedDocument16 paginiInnovatory Conveying Systems: 2004 by Marcel Dekker, Inc. All Rights ReservedGustavo Hernandez100% (1)
- Control of Hazardous Dust During Tuckpointing: ControlsDocument4 paginiControl of Hazardous Dust During Tuckpointing: ControlsMarkÎncă nu există evaluări
- CH 7. Pneumatic and HydroulicDocument20 paginiCH 7. Pneumatic and HydroulicAbenezer Tasew100% (1)
- Designing Pneumatic Conveying Systems: Cover StoryDocument11 paginiDesigning Pneumatic Conveying Systems: Cover StoryGhasem Bashiri100% (2)
- Pneumatic Conveying DesignDocument8 paginiPneumatic Conveying Designalejandro_baro419Încă nu există evaluări
- An Introduction to Dust Control BasicsDocument5 paginiAn Introduction to Dust Control Basicsabu_shofiaÎncă nu există evaluări
- Pneumatic ProectDocument53 paginiPneumatic Proectjawahar sÎncă nu există evaluări
- Slide #: NotesDocument6 paginiSlide #: NotesTonyo LinaÎncă nu există evaluări
- Study On Air Jet Weaving MechanismDocument8 paginiStudy On Air Jet Weaving MechanismNaimul Hasan0% (1)
- Design of Dust Extraction SystemDocument28 paginiDesign of Dust Extraction Systemrajeevup2004100% (2)
- Dust Collector Fire ProtectionDocument6 paginiDust Collector Fire ProtectionJose Alfredo Rodriguez ColladoÎncă nu există evaluări
- Dry FogDocument5 paginiDry Fogmshah222Încă nu există evaluări
- Industrial VentilationsDocument47 paginiIndustrial VentilationsAta AtefÎncă nu există evaluări
- Air Pollution Control Technology Fact SheetDocument6 paginiAir Pollution Control Technology Fact SheetTiago HenriquesÎncă nu există evaluări
- Air CompressorsDocument3 paginiAir CompressorsSheraz Abdul HayeeÎncă nu există evaluări
- Duct TypesDocument4 paginiDuct Typeschathura buddhikaÎncă nu există evaluări
- An Underestimated Technology?: Cyclone Dust CollectorsDocument1 paginăAn Underestimated Technology?: Cyclone Dust CollectorsWONG TSÎncă nu există evaluări
- Pressure Balancing of Duct For Duct ExtrDocument15 paginiPressure Balancing of Duct For Duct ExtrCarlos BarrazaÎncă nu există evaluări
- Ejectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsDe la EverandEjectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsÎncă nu există evaluări
- Dust Control and Air Cleaning: International Series of Monographs in Heating, Ventilation and RefrigerationDe la EverandDust Control and Air Cleaning: International Series of Monographs in Heating, Ventilation and RefrigerationÎncă nu există evaluări
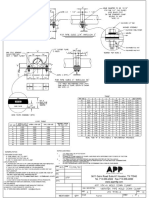
- VTK Type B With Loads Table-Model-000Document1 paginăVTK Type B With Loads Table-Model-000tylerstearnsÎncă nu există evaluări
- Shell Analysis ManualDocument848 paginiShell Analysis ManualIon ClipaciÎncă nu există evaluări
- Clamp Absorbs VibrationDocument1 paginăClamp Absorbs VibrationtylerstearnsÎncă nu există evaluări
- Report Vibratek Hold Down ClampDocument2 paginiReport Vibratek Hold Down ClamptylerstearnsÎncă nu există evaluări
- Socket Set Screw Types & UsesDocument1 paginăSocket Set Screw Types & UsestylerstearnsÎncă nu există evaluări
- Using Belleville Springs to Maintain Bolt PreloadDocument30 paginiUsing Belleville Springs to Maintain Bolt PreloadtylerstearnsÎncă nu există evaluări
- ASTM A325: ScopeDocument2 paginiASTM A325: ScopetylerstearnsÎncă nu există evaluări
- VTK Type A With Loads Table-Model-000Document1 paginăVTK Type A With Loads Table-Model-000tylerstearnsÎncă nu există evaluări
- ASTM Fasteners Dimension Tables-15Document1 paginăASTM Fasteners Dimension Tables-15tylerstearnsÎncă nu există evaluări
- A Fundamental Equation For Calculation of The Thermodynamic Properties of EthanolDocument15 paginiA Fundamental Equation For Calculation of The Thermodynamic Properties of EthanolFernando AraujoÎncă nu există evaluări
- ASTM A194: ScopeDocument3 paginiASTM A194: ScopetylerstearnsÎncă nu există evaluări
- ASTM Fasteners Dimension Tables-15Document1 paginăASTM Fasteners Dimension Tables-15tylerstearnsÎncă nu există evaluări
- ASTM A307: ScopeDocument2 paginiASTM A307: ScopetylerstearnsÎncă nu există evaluări
- ASTM A193: ScopeDocument2 paginiASTM A193: ScopetylerstearnsÎncă nu există evaluări
- Guidelines - PSR PDFDocument42 paginiGuidelines - PSR PDFRichard VachonÎncă nu există evaluări
- Hydraulic Thermal PDFDocument11 paginiHydraulic Thermal PDFjnmanivannanmechÎncă nu există evaluări
- Guarding - ConveyorsDocument2 paginiGuarding - ConveyorstylerstearnsÎncă nu există evaluări
- Creep Analysis of Bolted FlangesDocument10 paginiCreep Analysis of Bolted FlangestylerstearnsÎncă nu există evaluări
- Installation of Steam Safety ValvesDocument3 paginiInstallation of Steam Safety ValvestylerstearnsÎncă nu există evaluări
- Nema Abcde Torque Curves PDFDocument2 paginiNema Abcde Torque Curves PDFvtadlimbekarÎncă nu există evaluări
- BendWorks PDFDocument9 paginiBendWorks PDFLiam Choon SengÎncă nu există evaluări
- List - Bushlength and Thread LoadsDocument4 paginiList - Bushlength and Thread LoadstylerstearnsÎncă nu există evaluări
- Guarding - SafetygaugeDocument1 paginăGuarding - SafetygaugetylerstearnsÎncă nu există evaluări
- Drip Pan ElbowsDocument1 paginăDrip Pan ElbowstylerstearnsÎncă nu există evaluări
- Recommended Dimensional Guide 09 06 2007 PDFDocument8 paginiRecommended Dimensional Guide 09 06 2007 PDFtylerstearnsÎncă nu există evaluări
- Boiler RoomDocument1 paginăBoiler RoomtylerstearnsÎncă nu există evaluări
- Spiral Duct and FittingsDocument20 paginiSpiral Duct and FittingstylerstearnsÎncă nu există evaluări
- Bunting Bearings Product CatalogueDocument268 paginiBunting Bearings Product CataloguetylerstearnsÎncă nu există evaluări
- Steel Connection Solutions: A Kee Safety CompanyDocument44 paginiSteel Connection Solutions: A Kee Safety CompanytylerstearnsÎncă nu există evaluări
- Belt I.D. Chart 2012 SMDocument1 paginăBelt I.D. Chart 2012 SMManuel Eduardo QuezadaÎncă nu există evaluări
- SPE 93986 Evaluation of Two-Phase IPR Correlations For Horizontal WellsDocument8 paginiSPE 93986 Evaluation of Two-Phase IPR Correlations For Horizontal WellsRaditheo ZeoÎncă nu există evaluări
- 1.2 Applications of Wind Tunnels: Experimental Aero (Gas) Dynamics Prof. Job Kurian - 1 3Document3 pagini1.2 Applications of Wind Tunnels: Experimental Aero (Gas) Dynamics Prof. Job Kurian - 1 3vijayakumarÎncă nu există evaluări
- Hydraulic Design of Urban Drainage SystemsDocument45 paginiHydraulic Design of Urban Drainage SystemsJovo BozovicÎncă nu există evaluări
- DryerDocument18 paginiDryer11751175Încă nu există evaluări
- Beyond Plate Tectonics PDFDocument61 paginiBeyond Plate Tectonics PDFKobbyÎncă nu există evaluări
- Tube Rupture in A Natural Gas HeaterDocument4 paginiTube Rupture in A Natural Gas HeaterSrinivas BobbyÎncă nu există evaluări
- Gas Well PerformanceDocument107 paginiGas Well PerformanceEsther Lim100% (1)
- CENTRIFUGAL PUMP EXPERIMENTDocument10 paginiCENTRIFUGAL PUMP EXPERIMENTCarol KalinÎncă nu există evaluări
- Autodyn Verberne Pieter 201411 MAS Thesis PDFDocument115 paginiAutodyn Verberne Pieter 201411 MAS Thesis PDFYousaf SaidalaviÎncă nu există evaluări
- External Static Pressure Calculation SheetDocument2 paginiExternal Static Pressure Calculation SheetNidhin CletusÎncă nu există evaluări
- Journal Of: TransactionsDocument155 paginiJournal Of: TransactionsAnoopÎncă nu există evaluări
- Seminar On Ground Water FlowDocument16 paginiSeminar On Ground Water FlowOparah D ChiedozieÎncă nu există evaluări
- B. Thornber, D. Drikakis and D.Youngs - Large-Eddy Simulation of Multi-Component Compressible Turbulent Flows Using High Resolution MethodsDocument4 paginiB. Thornber, D. Drikakis and D.Youngs - Large-Eddy Simulation of Multi-Component Compressible Turbulent Flows Using High Resolution MethodsWhiteLighteÎncă nu există evaluări
- Optimal Reynolds Number For Liquid-Liquid Mixing in Helical Pipes (2020) PDFDocument40 paginiOptimal Reynolds Number For Liquid-Liquid Mixing in Helical Pipes (2020) PDFmonicaÎncă nu există evaluări
- Lid I Fluid Dynamics: Physics 1 Physics 1Document15 paginiLid I Fluid Dynamics: Physics 1 Physics 1AbcÎncă nu există evaluări
- AER 504 Aerodynamics: Ryerson University Department of Aerospace EngineeringDocument8 paginiAER 504 Aerodynamics: Ryerson University Department of Aerospace EngineeringbatmanbittuÎncă nu există evaluări
- Unsw Ume m1 Vent&Mineserv NotesDocument140 paginiUnsw Ume m1 Vent&Mineserv Noteskrainajacka100% (2)
- 10xip21 Mechanical Properties of FluidsDocument82 pagini10xip21 Mechanical Properties of FluidsSOHAM DIXITÎncă nu există evaluări
- Drag ReductionDocument23 paginiDrag Reductionm daneshpourÎncă nu există evaluări
- LSC Volume 33, Number 3, December 2010Document79 paginiLSC Volume 33, Number 3, December 2010RizkaÎncă nu există evaluări
- Petroleum Engineering 324 - Well Performance Syllabus and Administrative Procedures Spring 2004Document9 paginiPetroleum Engineering 324 - Well Performance Syllabus and Administrative Procedures Spring 2004moji20067147Încă nu există evaluări
- Ryan Navion Reporte FinalDocument34 paginiRyan Navion Reporte FinalRaul PazÎncă nu există evaluări
- Development of The Pressure Screen Foil: Saimaa University of Applied Sciences Technology, Imatra Paper TechnologyDocument23 paginiDevelopment of The Pressure Screen Foil: Saimaa University of Applied Sciences Technology, Imatra Paper TechnologygonzaliuxxxÎncă nu există evaluări
- Continuity and Polar Coordinate Flow EquationsDocument2 paginiContinuity and Polar Coordinate Flow Equationsozoemena29Încă nu există evaluări
- Lecture4 PDFDocument21 paginiLecture4 PDFCarlos Aparisi CanteroÎncă nu există evaluări
- 3 Circulation Vorticity PVDocument12 pagini3 Circulation Vorticity PVNura GuyoÎncă nu există evaluări
- Fluid Flow Through Anisotropic and Deformable Double Porosity MediaDocument31 paginiFluid Flow Through Anisotropic and Deformable Double Porosity MediaAÎncă nu există evaluări
- Dgca Module 12 Part 01Document21 paginiDgca Module 12 Part 01ahmedharfoushÎncă nu există evaluări
- Nodal Analysis of Oil and Gas Production Systems Provides A Modern ViewDocument5 paginiNodal Analysis of Oil and Gas Production Systems Provides A Modern ViewLOVE MakerÎncă nu există evaluări