S-ar putea să vă placă și
- Washing MachinesDocument6 paginiWashing MachinesAnonymous wK36hLÎncă nu există evaluări
- Epoxy Bonding AgentDocument2 paginiEpoxy Bonding AgentbarunÎncă nu există evaluări
- Epoxy Resin Arts and Crafts for BeginnersDe la EverandEpoxy Resin Arts and Crafts for BeginnersEvaluare: 3 din 5 stele3/5 (5)
- FGRU URAN 08.12.2015 Rev.02Document3 paginiFGRU URAN 08.12.2015 Rev.02Hitendra PanchalÎncă nu există evaluări
- Epilux 5: Product DescriptionDocument2 paginiEpilux 5: Product DescriptionShyam ShrishÎncă nu există evaluări
- Creative Resin: Easy techniques for contemporary resin artDe la EverandCreative Resin: Easy techniques for contemporary resin artÎncă nu există evaluări
- Epimastic 4100Document2 paginiEpimastic 4100Moin AltafÎncă nu există evaluări
- MBR Presentation LatestDocument12 paginiMBR Presentation LatestRuchi GuptaÎncă nu există evaluări
- RFCC KBR FeaturesDocument24 paginiRFCC KBR FeaturesKannanGK100% (1)
- Bluefix Super Strong Epoxy AdhesiveDocument4 paginiBluefix Super Strong Epoxy AdhesivesuryaÎncă nu există evaluări
- Fevitite Super Strong Epoxy AdhesivesDocument3 paginiFevitite Super Strong Epoxy AdhesivesTARUNÎncă nu există evaluări
- Fevitite Rapid and Clear Epoxy AdhesivesDocument2 paginiFevitite Rapid and Clear Epoxy AdhesivesSahil YOUSUFÎncă nu există evaluări
- TDS Araldite Standard 2016 enDocument2 paginiTDS Araldite Standard 2016 endantewow1Încă nu există evaluări
- Transpoxy Tankguard 118 ESDocument5 paginiTranspoxy Tankguard 118 ESFadi MagdyÎncă nu există evaluări
- Epoxy Red Oxide PrimerDocument2 paginiEpoxy Red Oxide PrimerBalakrishna ChowdaryÎncă nu există evaluări
- Epimastic 7200: Product DescriptionDocument2 paginiEpimastic 7200: Product DescriptionSu KaÎncă nu există evaluări
- Pds Epilux 218 VocDocument2 paginiPds Epilux 218 VocmuthukumarÎncă nu există evaluări
- Scotch-Weld Neoprene High Performance Rubber and Gasket Adhesive 1300L TFDocument5 paginiScotch-Weld Neoprene High Performance Rubber and Gasket Adhesive 1300L TFQUALITYÎncă nu există evaluări
- EPIMASTIC 5100-March 2019 Version 2Document2 paginiEPIMASTIC 5100-March 2019 Version 2PraveenÎncă nu există evaluări
- M Seal PhataphatDocument2 paginiM Seal PhataphatKuldeep KumarÎncă nu există evaluări
- Epilux 155Document2 paginiEpilux 155Allana100% (1)
- Epimastic 7200 SRDocument2 paginiEpimastic 7200 SRqc_531040655Încă nu există evaluări
- Apcodur Ehb 500-VocDocument2 paginiApcodur Ehb 500-VocMoin AltafÎncă nu există evaluări
- Floor Patch Fast CureDocument2 paginiFloor Patch Fast CureStevenFerrelÎncă nu există evaluări
- Pds Epilux 218 Hs VocDocument2 paginiPds Epilux 218 Hs VocmuthukumarÎncă nu există evaluări
- EcoPoxy Resin Build HardenerDocument2 paginiEcoPoxy Resin Build HardenerCarlos AgrizziÎncă nu există evaluări
- Art Resin Epoxy Resin 2022 - TDSDocument2 paginiArt Resin Epoxy Resin 2022 - TDSfatoucamara0205Încă nu există evaluări
- Apcotherm Epn 200Document2 paginiApcotherm Epn 200Moin AltafÎncă nu există evaluări
- Epilux 800Document2 paginiEpilux 800anandÎncă nu există evaluări
- Epilux 218: Product DescriptionDocument2 paginiEpilux 218: Product DescriptionMoin AltafÎncă nu există evaluări
- EPILUX 850 SF VOC Jan-2017Document2 paginiEPILUX 850 SF VOC Jan-2017PraveenÎncă nu există evaluări
- Steel Shield 1200Document2 paginiSteel Shield 1200Moin AltafÎncă nu există evaluări
- SUP10HT MasterbondDocument2 paginiSUP10HT MasterbondShai KvetnyÎncă nu există evaluări
- Tekafiks Super MS Transparent enDocument2 paginiTekafiks Super MS Transparent enEzeval GráficaÎncă nu există evaluări
- Epilux 8: Product DescriptionDocument2 paginiEpilux 8: Product DescriptionMoin AltafÎncă nu există evaluări
- EC TDS EL160 High Temperature Laminating ResinDocument2 paginiEC TDS EL160 High Temperature Laminating ResinDILIGENT AM11Încă nu există evaluări
- Epoxy For Concrete FloorDocument2 paginiEpoxy For Concrete FloormdabumahammadalmasÎncă nu există evaluări
- Epilux 219: Product DescriptionDocument2 paginiEpilux 219: Product DescriptionMoin AltafÎncă nu există evaluări
- Pds Luxathane 5000 VocDocument2 paginiPds Luxathane 5000 Vocmuthukumar100% (1)
- Epimastic 5200: Product DescriptionDocument2 paginiEpimastic 5200: Product DescriptionsreeÎncă nu există evaluări
- Metal Putty Polyester PuttyDocument2 paginiMetal Putty Polyester PuttyabdullahÎncă nu există evaluări
- MSDS - ASMACO RTV GasketDocument2 paginiMSDS - ASMACO RTV GasketadminÎncă nu există evaluări
- Berger: Product SpecificationsDocument2 paginiBerger: Product SpecificationsAabhas UpadhyayaÎncă nu există evaluări
- pm002 4446Document2 paginipm002 4446Dhanush Kumar RamanÎncă nu există evaluări
- Pds Hempadur Speed-Dry ZP 500 En-GbDocument3 paginiPds Hempadur Speed-Dry ZP 500 En-GbDHANOOPÎncă nu există evaluări
- RobbiathaneDocument2 paginiRobbiathaneAnson FranklinÎncă nu există evaluări
- Berger: Product SpecificationsDocument2 paginiBerger: Product SpecificationsAabhas UpadhyayaÎncă nu există evaluări
- Technical Data: Plastic Steel 5-Minute Putty (SF)Document4 paginiTechnical Data: Plastic Steel 5-Minute Putty (SF)Hoàng DũngÎncă nu există evaluări
- E MULTIFILL EPOXY THIXO 12Document4 paginiE MULTIFILL EPOXY THIXO 12Dimitrija GalapchevÎncă nu există evaluări
- Ripstar 122: SpecificationDocument3 paginiRipstar 122: SpecificationAnkita Baban GavadeÎncă nu există evaluări
- Araldite PW 1036 Hardener HW 1036: Product Data SheetDocument4 paginiAraldite PW 1036 Hardener HW 1036: Product Data SheetAhmed HusseinÎncă nu există evaluări
- Scotch-Weld: Epoxy AdhesiveDocument6 paginiScotch-Weld: Epoxy AdhesiveJun Bryan Ramirez AbangÎncă nu există evaluări
- Epilux 58 M.I.O.: Product DescriptionDocument2 paginiEpilux 58 M.I.O.: Product DescriptionMoin AltafÎncă nu există evaluări
- MS GF 35870 en-GBDocument2 paginiMS GF 35870 en-GBLinnie McleodÎncă nu există evaluări
- Luxathane 5160Document2 paginiLuxathane 5160shameelÎncă nu există evaluări
- WWW - Techsil.co - Uk: Stainless Steel Putty Product BulletinDocument2 paginiWWW - Techsil.co - Uk: Stainless Steel Putty Product BulletinVinodKandukuriÎncă nu există evaluări
- Luxathane 5160-Voc March 2021 V1Document2 paginiLuxathane 5160-Voc March 2021 V1PraveenÎncă nu există evaluări
- Plasite 4310 PDS 1-06Document2 paginiPlasite 4310 PDS 1-06Gerardo FloresÎncă nu există evaluări
- Hempadur Multi-Strength GF 35870 PDFDocument3 paginiHempadur Multi-Strength GF 35870 PDFAnuar SalehÎncă nu există evaluări
- Zincanode 620 Voc v1 Jan 2018Document2 paginiZincanode 620 Voc v1 Jan 2018Moin AltafÎncă nu există evaluări
- Pds Zincanode 620 VocDocument2 paginiPds Zincanode 620 VocmuthukumarÎncă nu există evaluări
- Hempadur Zinc 17380Document2 paginiHempadur Zinc 17380sizmaruÎncă nu există evaluări
- Luxatherm 6200Document2 paginiLuxatherm 6200PraveenÎncă nu există evaluări
- Particle Packing in Concrete 30-04-20Document49 paginiParticle Packing in Concrete 30-04-20b ramachandraÎncă nu există evaluări
- CBB Exam Preparation CourseDocument2 paginiCBB Exam Preparation CourseaadmaadmÎncă nu există evaluări
- Riphah Project GuidelinesDocument14 paginiRiphah Project GuidelinesTanveer AhmedÎncă nu există evaluări
- Chopra Scm5 Ch13Document58 paginiChopra Scm5 Ch13Faried Putra SandiantoÎncă nu există evaluări
- 23 Electromagnetic Waves: SolutionsDocument16 pagini23 Electromagnetic Waves: SolutionsAnil AggaarwalÎncă nu există evaluări
- NASA MissionsDocument62 paginiNASA MissionsRoman FlorinÎncă nu există evaluări
- Edited - Meenakshi Kumari RaiDocument1 paginăEdited - Meenakshi Kumari RaiThunderBird GamerÎncă nu există evaluări
- SFP Module PDFDocument2 paginiSFP Module PDFMario PatarroyoÎncă nu există evaluări
- Invisible EyeDocument16 paginiInvisible EyeSushmita Paul0% (1)
- Soliphant T FTM20, FTM21: Technical Information VibronicDocument16 paginiSoliphant T FTM20, FTM21: Technical Information VibronicmichaelÎncă nu există evaluări
- MARINO WORLD MAGAZINE July-August IssueDocument52 paginiMARINO WORLD MAGAZINE July-August IssueNhal LopezÎncă nu există evaluări
- Syllabus New PDFDocument107 paginiSyllabus New PDFmassÎncă nu există evaluări
- Causes of Boiler Tube Leakage and MeasuresDocument19 paginiCauses of Boiler Tube Leakage and MeasuresNhật TuấnÎncă nu există evaluări
- Tech Datasheet AXTT 2VDocument2 paginiTech Datasheet AXTT 2VALEX MATHEUS DA SILVA FERRAZÎncă nu există evaluări
- Kendriya Vidyalaya, Tagore Garden Recruitment of Contractual Teachers For The Session 2013-14Document8 paginiKendriya Vidyalaya, Tagore Garden Recruitment of Contractual Teachers For The Session 2013-14ombidasarÎncă nu există evaluări
- 28L059 PDFDocument9 pagini28L059 PDFone_blanche6175Încă nu există evaluări
- ActiveScale P100 Installation GuideDocument97 paginiActiveScale P100 Installation GuideZhou QianÎncă nu există evaluări
- Scania TruckAndBus 2023Document403 paginiScania TruckAndBus 2023Piotr ZiąbkowskiÎncă nu există evaluări
- Lesson 1 DataDocument4 paginiLesson 1 Dataapi-435318918Încă nu există evaluări
- Colphenebswh 1816Document2 paginiColphenebswh 1816vinoth kumar SanthanamÎncă nu există evaluări
- SMAC CA12 BrochureDocument2 paginiSMAC CA12 BrochureElectromateÎncă nu există evaluări
- TechTrax 09 2003 ScreenReaderVersionDocument84 paginiTechTrax 09 2003 ScreenReaderVersionMCKINNONBÎncă nu există evaluări
- SSMT Solution ManualDocument12 paginiSSMT Solution ManualPraahas Amin0% (1)
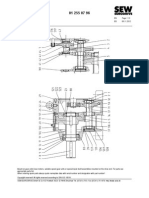
- Parts List 01 255 07 96: Helical Gear Unit R107Document3 paginiParts List 01 255 07 96: Helical Gear Unit R107Parmasamy Subramani50% (2)
- ST 010 ISBT 128 Standard Product Description Code Database v6.0.0Document34 paginiST 010 ISBT 128 Standard Product Description Code Database v6.0.0Patrick Ramos100% (1)
- Your Profile 16personalitiesDocument3 paginiYour Profile 16personalitiesapi-583293897Încă nu există evaluări