S-ar putea să vă placă și
- Recreational Drugs - Proffessor Buzz (Ebook)Document161 paginiRecreational Drugs - Proffessor Buzz (Ebook)Jim Hosein84% (56)
- Material Balances Design Problem - Acrylic Acid Production: Process StreamsDocument39 paginiMaterial Balances Design Problem - Acrylic Acid Production: Process StreamsmoheedÎncă nu există evaluări
- Stimulation Production of Acrylic Acid Using Aspen Plus - CASESTUDYDocument7 paginiStimulation Production of Acrylic Acid Using Aspen Plus - CASESTUDYkhairulÎncă nu există evaluări
- D 4442 - 15 Standard Test Methods For Direct Moisture Content Measurement of Wood and Wood-Based MaterialsDocument6 paginiD 4442 - 15 Standard Test Methods For Direct Moisture Content Measurement of Wood and Wood-Based MaterialsshgsuhermanÎncă nu există evaluări
- Propylene Glycol MarketDocument2 paginiPropylene Glycol MarketFirdaus MohamadÎncă nu există evaluări
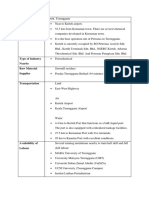
- Kerteh Terengganu Site SelectionDocument3 paginiKerteh Terengganu Site SelectionShane Chew50% (2)
- Project 4 Ethylene OxideDocument12 paginiProject 4 Ethylene OxideNhan Nguyen Van100% (4)
- CSTR Lab Report .Document18 paginiCSTR Lab Report .Emily Swan50% (4)
- Distillation Aspen HysysDocument66 paginiDistillation Aspen HysysCzarina MasicatÎncă nu există evaluări
- Acrylic Acid Final ReportDocument13 paginiAcrylic Acid Final ReportlynnÎncă nu există evaluări
- Ethylene 2520oxide Energy 2520 BalanceDocument9 paginiEthylene 2520oxide Energy 2520 BalanceDick El RinoceronteÎncă nu există evaluări
- PROJECT Acrylic AcidDocument280 paginiPROJECT Acrylic Acidmuaad salah89% (9)
- Acrylic Acid ProductionDocument10 paginiAcrylic Acid Productionstavros7Încă nu există evaluări
- MEK - Methods 2520of 2520productionDocument4 paginiMEK - Methods 2520of 2520productionJob MateusÎncă nu există evaluări
- Chemical Process Control - StephanopoulosDocument9 paginiChemical Process Control - StephanopoulosadilsondissoÎncă nu există evaluări
- Hydration of PropyleneDocument3 paginiHydration of PropyleneAlfredArulapanAlexanderÎncă nu există evaluări
- Chemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsDe la EverandChemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsEvaluare: 2 din 5 stele2/5 (1)
- Comparative Analysis of Oxy Reactor CatalystDocument9 paginiComparative Analysis of Oxy Reactor CatalystSaad ArifÎncă nu există evaluări
- Material Balances Project: Allyl Chloride ManufactureDocument37 paginiMaterial Balances Project: Allyl Chloride Manufacturemoheed100% (1)
- Lab Report CSTR 40LDocument26 paginiLab Report CSTR 40LAnonymous NyvKBW33% (3)
- Methyl SalicylateDocument10 paginiMethyl Salicylatekab56067% (3)
- Saep 81 PDFDocument53 paginiSaep 81 PDFRami ElloumiÎncă nu există evaluări
- OG OG Local Mass Transfer Coeff, Kya: Material Thermal ConductivityDocument2 paginiOG OG Local Mass Transfer Coeff, Kya: Material Thermal ConductivityJenny LlanesÎncă nu există evaluări
- Lecture 19 Propylene GlycolDocument5 paginiLecture 19 Propylene GlycolkmrosarioÎncă nu există evaluări
- Propylene Glycol PDFDocument10 paginiPropylene Glycol PDFGovindanayagi PattabiramanÎncă nu există evaluări
- Propylene GlycolDocument4 paginiPropylene GlycolApsari Puspita AiniÎncă nu există evaluări
- IPADocument12 paginiIPAEr Bali Pandhare50% (2)
- Batch Manufacture of Propylene GlycolDocument6 paginiBatch Manufacture of Propylene Glycolprassna_kamat1573Încă nu există evaluări
- 5 6251216941030047774Document41 pagini5 6251216941030047774Salihah AbdullahÎncă nu există evaluări
- Ethanol ProductionDocument13 paginiEthanol ProductionRhea MambaÎncă nu există evaluări
- Final Report (Group 8)Document148 paginiFinal Report (Group 8)fatin naziraÎncă nu există evaluări
- Arrieta Ethylene GlycolDocument8 paginiArrieta Ethylene GlycolNguyen VietÎncă nu există evaluări
- Hydrogenolysis of Glycerol To Propylene GlycolDocument7 paginiHydrogenolysis of Glycerol To Propylene GlycolLelecosÎncă nu există evaluări
- Assignment 1 Separation PDFDocument19 paginiAssignment 1 Separation PDFNabilaSofeaÎncă nu există evaluări
- Effect of Temperature On Batch Saponification ReactionDocument14 paginiEffect of Temperature On Batch Saponification ReactionSyafiqah Yahya100% (5)
- Technological Institute of The Philippines: 363 P. Casal ST., Quiapo, ManilaDocument10 paginiTechnological Institute of The Philippines: 363 P. Casal ST., Quiapo, ManilaJohannah Jane Abuel0% (1)
- CSTR Design For Propylene Glycol Chemical ProductionDocument13 paginiCSTR Design For Propylene Glycol Chemical ProductionMeilani Kusuma WatiÎncă nu există evaluări
- Lab Report 7Document39 paginiLab Report 7Fatinnnnnn100% (2)
- Acrylic Acid ProductionDocument10 paginiAcrylic Acid ProductionGerrard ArchuletaÎncă nu există evaluări
- Maleic Anhydride Production From N-ButaneDocument5 paginiMaleic Anhydride Production From N-ButaneMagdyÎncă nu există evaluări
- G06 Aryclic ProductionDocument300 paginiG06 Aryclic ProductionJacky100% (1)
- UTM Propylene Production Plant Final ReportDocument119 paginiUTM Propylene Production Plant Final ReportGrey DaveÎncă nu există evaluări
- HW2 AcroleinDocument7 paginiHW2 AcroleinMeng LopezÎncă nu există evaluări
- Phthalic Anhydride: Design ProjectDocument60 paginiPhthalic Anhydride: Design ProjectAnonymous gAHTIeUMZe33% (3)
- Conceptual Design of Water Separation Process in Glycerol-Based Acrylic Acid ProductionDocument9 paginiConceptual Design of Water Separation Process in Glycerol-Based Acrylic Acid Productiongg ogg100% (1)
- Glycol PlantDocument8 paginiGlycol PlantDian Risti PurwantiÎncă nu există evaluări
- Production of Ethylene GlycolDocument15 paginiProduction of Ethylene Glycoldrami9475% (4)
- Simulation Design Project 2013 PDFDocument167 paginiSimulation Design Project 2013 PDFNhut NguyenÎncă nu există evaluări
- Lab 5Document8 paginiLab 5Muhamad AimanÎncă nu există evaluări
- Energy Balance On Distillation ColumnDocument4 paginiEnergy Balance On Distillation ColumnCecilia Tan67% (9)
- Plug FlowDocument17 paginiPlug FlowNurshahirahSapianÎncă nu există evaluări
- Mek From N Butene PDFDocument111 paginiMek From N Butene PDFAlexis PulhinÎncă nu există evaluări
- Project Simualtion DR ShawalliahDocument17 paginiProject Simualtion DR ShawalliahharrisÎncă nu există evaluări
- CPE613 Process Simulation Laboratory Project: Production of Propylene GlycolDocument1 paginăCPE613 Process Simulation Laboratory Project: Production of Propylene GlycolSyafiq IzzuddinÎncă nu există evaluări
- Lab 5Document11 paginiLab 5Alif AizadÎncă nu există evaluări
- CPE613 Process Simulation Laboratory Project: Production of Propylene GlycolDocument1 paginăCPE613 Process Simulation Laboratory Project: Production of Propylene GlycolMohd NoorÎncă nu există evaluări
- MÔ PHỎNG VÀ TỐI ƯU NHÀ MÁY LỌC DẦUDocument84 paginiMÔ PHỎNG VÀ TỐI ƯU NHÀ MÁY LỌC DẦUTường DuyÎncă nu există evaluări
- Compounds Are Operated at This Range: 3.full Name of OOS & OOT ? Dercribe It With Details ? Why This Is Needed inDocument10 paginiCompounds Are Operated at This Range: 3.full Name of OOS & OOT ? Dercribe It With Details ? Why This Is Needed inRohit SharmaÎncă nu există evaluări
- Plug Flow Reactor (PFR)Document4 paginiPlug Flow Reactor (PFR)Elaine PuiÎncă nu există evaluări
- Assignment 2 2018Document9 paginiAssignment 2 2018CalmeÎncă nu există evaluări
- CHEMCAD Models 2Document33 paginiCHEMCAD Models 2Sheraz FiazÎncă nu există evaluări
- Exp - 2 Bubble Cap Distillation ColumnDocument13 paginiExp - 2 Bubble Cap Distillation ColumnAdawiyah Al-jufri100% (1)
- Optimal Start-Up Strategies For A Conventional Distillation Column Using Simulated AnnealingDocument6 paginiOptimal Start-Up Strategies For A Conventional Distillation Column Using Simulated AnnealingMohamed MaharÎncă nu există evaluări
- Lecture 9Document23 paginiLecture 9amirmasoudÎncă nu există evaluări
- Materials Testing Manual Part 9: ConcreteDocument62 paginiMaterials Testing Manual Part 9: ConcreteBartoFreitasÎncă nu există evaluări
- SEATWORK 3.1 - Pharmaceutical Aids and NecessitiesDocument3 paginiSEATWORK 3.1 - Pharmaceutical Aids and NecessitiesJoseph Xerxel CabilteÎncă nu există evaluări
- Purification of Organic CompoundsDocument14 paginiPurification of Organic Compoundsmaria theresa fortuna100% (1)
- Aspects of Analysis PDFDocument61 paginiAspects of Analysis PDFKowla100% (1)
- Separation TechniqueDocument8 paginiSeparation TechniqueachoeyzÎncă nu există evaluări
- Drying Oil SynthesisDocument27 paginiDrying Oil SynthesisNorman MpofuÎncă nu există evaluări
- India Glycols Limited: An Industrial Training Report ofDocument48 paginiIndia Glycols Limited: An Industrial Training Report ofVishwaraj0% (1)
- Heat Integration of An Aniline Production Process To Optimize CosDocument224 paginiHeat Integration of An Aniline Production Process To Optimize CosCastillo Catalan LeonardoÎncă nu există evaluări
- Mto 2 Expt PDFDocument44 paginiMto 2 Expt PDFSai DiwakarÎncă nu există evaluări
- Biomass To Ethanol ProcessDocument132 paginiBiomass To Ethanol ProcessLTE002Încă nu există evaluări
- Where To Buy Cachaça in Germany 7Document3 paginiWhere To Buy Cachaça in Germany 7Alessandro SilvestriÎncă nu există evaluări
- Chapter 7 Process SynthesisDocument34 paginiChapter 7 Process SynthesisRichard YentumiÎncă nu există evaluări
- Chemistry ClassDocument13 paginiChemistry ClassbabuÎncă nu există evaluări
- Class 12 Investigatory Project by Heymang AgarwalDocument30 paginiClass 12 Investigatory Project by Heymang AgarwalHEYMANG AGARWALÎncă nu există evaluări
- Manual Syp2001-V-DestiladorDocument15 paginiManual Syp2001-V-DestiladorVictor fajardoÎncă nu există evaluări
- Matter in Our SurroundingDocument62 paginiMatter in Our SurroundingSumit ManeÎncă nu există evaluări
- Sea Der 1977 WesterbergDocument4 paginiSea Der 1977 WesterbergValeria OchoaÎncă nu există evaluări
- Distilasi Teori 2 (Coulson Bab 11)Document8 paginiDistilasi Teori 2 (Coulson Bab 11)Dewi ApriyaniÎncă nu există evaluări
- Aaharya Technologies Aspen Hysys Training ProgramDocument2 paginiAaharya Technologies Aspen Hysys Training Programpavanchem61Încă nu există evaluări
- Lec3 by NPTLDocument5 paginiLec3 by NPTLHimanshu1712Încă nu există evaluări
- Invention of Computer EssayDocument5 paginiInvention of Computer Essayafibybflnwowtr100% (2)
- Processes 10 01535Document24 paginiProcesses 10 01535Xezer HaciyevÎncă nu există evaluări
- Lab Report Experiment 2b Separation MicetDocument10 paginiLab Report Experiment 2b Separation MicetAbdul QayyumÎncă nu există evaluări
- Column Internals For Distillation and AbsorptionDocument30 paginiColumn Internals For Distillation and AbsorptionNidhi SahuÎncă nu există evaluări