S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Summary Refinery Sulfur Recovery ProjectsDocument8 paginiSummary Refinery Sulfur Recovery ProjectsAli MÎncă nu există evaluări
- Astm A182Document2 paginiAstm A182fastenersworldÎncă nu există evaluări
- Essentials of Report Writing - Application in BusinessDocument28 paginiEssentials of Report Writing - Application in BusinessMahmudur Rahman75% (4)
- RPH Sains DLP Y3 2018Document29 paginiRPH Sains DLP Y3 2018Sukhveer Kaur0% (1)
- Audit AP TestsDocument3 paginiAudit AP TestsSweet Emme100% (1)
- Mediclaim - ChecklistDocument4 paginiMediclaim - ChecklistKarthi KeyanÎncă nu există evaluări
- Chapter 5Document11 paginiChapter 5XDXDXDÎncă nu există evaluări
- Subtracting-Fractions-Unlike DenominatorsDocument2 paginiSubtracting-Fractions-Unlike Denominatorsapi-3953531900% (1)
- AP Biology Isopod LabDocument5 paginiAP Biology Isopod LabAhyyaÎncă nu există evaluări
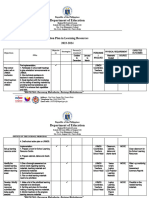
- aCTION PLAN IN HEALTHDocument13 paginiaCTION PLAN IN HEALTHCATHERINE FAJARDOÎncă nu există evaluări
- Baella-Silva v. Hulsey, 454 F.3d 5, 1st Cir. (2006)Document9 paginiBaella-Silva v. Hulsey, 454 F.3d 5, 1st Cir. (2006)Scribd Government DocsÎncă nu există evaluări
- Product Data Sheet: Eas Configurator: Easy Online Configuration Ekv1+1 120 Vg4Gxhq (Vg4Gxhq)Document1 paginăProduct Data Sheet: Eas Configurator: Easy Online Configuration Ekv1+1 120 Vg4Gxhq (Vg4Gxhq)Attila HorvathÎncă nu există evaluări
- I. Specifikacija Opreme Sa Ugradnjom R.Br. Opis JM KomDocument4 paginiI. Specifikacija Opreme Sa Ugradnjom R.Br. Opis JM KomAleksandar VidakovicÎncă nu există evaluări
- Lehman BrothersDocument10 paginiLehman BrothersJaikishin RuprajÎncă nu există evaluări
- Long Standoff Demolition Warheads For Armor, Masonry and Concrete TargetsDocument27 paginiLong Standoff Demolition Warheads For Armor, Masonry and Concrete Targetsahky7Încă nu există evaluări
- Compliance Risks and Controls: Speaker: Dott. Fabio AccardiDocument14 paginiCompliance Risks and Controls: Speaker: Dott. Fabio AccardiJefferson WidodoÎncă nu există evaluări
- 3.6 God Provides Water and Food MaryDocument22 pagini3.6 God Provides Water and Food MaryHadassa ArzagaÎncă nu există evaluări
- EMB 690-1 SM Course Outline Spring 21Document8 paginiEMB 690-1 SM Course Outline Spring 21HasanÎncă nu există evaluări
- Pakistan Affairs Current Affairs 2016 MCQSDocument3 paginiPakistan Affairs Current Affairs 2016 MCQSMuhammad MudassarÎncă nu există evaluări
- Interviews: Personal Interview. Advantages and Disadvantages Business Is Largely A Social PhenomenonDocument8 paginiInterviews: Personal Interview. Advantages and Disadvantages Business Is Largely A Social PhenomenonSanjeev JayaratnaÎncă nu există evaluări
- Teaching and Learning in the Multigrade ClassroomDocument18 paginiTeaching and Learning in the Multigrade ClassroomMasitah Binti TaibÎncă nu există evaluări
- Attribute Achievement FormDocument15 paginiAttribute Achievement FormMiguel MenesesÎncă nu există evaluări
- Antarctica Can Give A MonopolyDocument6 paginiAntarctica Can Give A MonopolyFilip DukicÎncă nu există evaluări
- Chapter 20: Sleep Garzon Maaks: Burns' Pediatric Primary Care, 7th EditionDocument4 paginiChapter 20: Sleep Garzon Maaks: Burns' Pediatric Primary Care, 7th EditionHelen UgochukwuÎncă nu există evaluări
- MinistopDocument23 paginiMinistopAlisa Gabriela Sioco OrdasÎncă nu există evaluări
- Or Medallist Results WorldSkills Scale and 100 ScaleDocument39 paginiOr Medallist Results WorldSkills Scale and 100 ScaleJoseÎncă nu există evaluări
- Alarm Management Second Ed - Hollifield Habibi - IntroductionDocument6 paginiAlarm Management Second Ed - Hollifield Habibi - IntroductionDavid DuranÎncă nu există evaluări
- Chapter 3-The Hospitality & Travel Marketing SystemDocument14 paginiChapter 3-The Hospitality & Travel Marketing SystemCharis AbadÎncă nu există evaluări
- Explosive Loading of Engineering Structures PDFDocument2 paginiExplosive Loading of Engineering Structures PDFBillÎncă nu există evaluări
- Valhalla Repair ManualDocument8 paginiValhalla Repair ManualKirby AllenÎncă nu există evaluări