S-ar putea să vă placă și
- Air-Operated Valve Maintenance Guide PDFDocument301 paginiAir-Operated Valve Maintenance Guide PDFSuprapto Desmosedici100% (1)
- Best PPT On VALVESDocument155 paginiBest PPT On VALVESPanda BoyÎncă nu există evaluări
- Guia Instalacion MS7001FADocument118 paginiGuia Instalacion MS7001FAJose Hurtado75% (4)
- Pentair Presure Relief Valve Engineering HandbookDocument233 paginiPentair Presure Relief Valve Engineering Handbookzgxl04Încă nu există evaluări
- Valvula de Flujo Minimo HPM Ilo41 PDFDocument8 paginiValvula de Flujo Minimo HPM Ilo41 PDFJose HurtadoÎncă nu există evaluări
- Watson Mcdaniel Catalog 2015 WebDocument489 paginiWatson Mcdaniel Catalog 2015 WebJose HurtadoÎncă nu există evaluări
- Valvula de Flujo Minimo HPM Ilo41 PDFDocument8 paginiValvula de Flujo Minimo HPM Ilo41 PDFJose HurtadoÎncă nu există evaluări
- Manual Wilden t8 PDFDocument31 paginiManual Wilden t8 PDFRoyalguard-exÎncă nu există evaluări
- Condition Based MaintenanceDocument90 paginiCondition Based MaintenanceJose HurtadoÎncă nu există evaluări
- Manual Compresor CentrifugoDocument68 paginiManual Compresor CentrifugoJose HurtadoÎncă nu există evaluări
- Engineering Optimization, 2nd Ed, Wiley (2006)Document681 paginiEngineering Optimization, 2nd Ed, Wiley (2006)RILG_EE90% (21)
- Financial Engineering Principles - Perry BeaumontDocument0 paginiFinancial Engineering Principles - Perry BeaumontShankey Gupta100% (5)
- Normas ISO - Monitoreo de CondiciónDocument2 paginiNormas ISO - Monitoreo de CondiciónJose HurtadoÎncă nu există evaluări
- MC02-02 Fighting Debris HTF Bearings For TransmissionsDocument10 paginiMC02-02 Fighting Debris HTF Bearings For TransmissionsSusanoo12Încă nu există evaluări
- Huelgo Internos en Una Bomba CentrifugaDocument11 paginiHuelgo Internos en Una Bomba CentrifugaJose HurtadoÎncă nu există evaluări
- Watson Mcdaniel Catalog 2015 WebDocument489 paginiWatson Mcdaniel Catalog 2015 WebJose HurtadoÎncă nu există evaluări
- SKF Frecuently Questions With AnswersDocument16 paginiSKF Frecuently Questions With AnswersJose HurtadoÎncă nu există evaluări
- FFCDocument13 paginiFFCJose HurtadoÎncă nu există evaluări
- CERNEY Training CourseDocument148 paginiCERNEY Training CourseJose Hurtado100% (1)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Tongue Display Unit (TDU) For Electrotactile Spatiotemporal Pattern PresentationDocument10 paginiThe Tongue Display Unit (TDU) For Electrotactile Spatiotemporal Pattern PresentationFrancisco Vicent PachecoÎncă nu există evaluări
- Instructions For Installation, Operating and Maintenance InstructionDocument30 paginiInstructions For Installation, Operating and Maintenance InstructionmilacronÎncă nu există evaluări
- Cat 120H, 12H, 140H, 143H, 160H, 163H TransmisiónDocument8 paginiCat 120H, 12H, 140H, 143H, 160H, 163H TransmisiónJefferson Maldonado.Încă nu există evaluări
- Price Quotation: Quote/Project Description Ref. Details: Project DetailDocument3 paginiPrice Quotation: Quote/Project Description Ref. Details: Project DetailAhmad AyyoubÎncă nu există evaluări
- EI Manifold Pressure ManualDocument12 paginiEI Manifold Pressure Manualjkloepping_634367970Încă nu există evaluări
- Pressure Regulators (DRV Valve) Suitable ForDocument4 paginiPressure Regulators (DRV Valve) Suitable ForNOUREDDINE BERCHAOUAÎncă nu există evaluări
- Sop Hydraulic Punch and ShearDocument1 paginăSop Hydraulic Punch and ShearBorislav VulićÎncă nu există evaluări
- Stand Cons T DetailsDocument164 paginiStand Cons T DetailsmirfanjpcgmailcomÎncă nu există evaluări
- Nuclear Radioactivity WorksheetDocument3 paginiNuclear Radioactivity Worksheet14569874Încă nu există evaluări
- SSP 099 18 Tfsi 132kw 20 Tfsi 162kw Ea888Document60 paginiSSP 099 18 Tfsi 132kw 20 Tfsi 162kw Ea888Jose Ramón Orenes ClementeÎncă nu există evaluări
- Describe The Physical Properties of Propylene Glycols.: PrintDocument4 paginiDescribe The Physical Properties of Propylene Glycols.: PrintKaarthicNatarajanÎncă nu există evaluări
- Tractor 2017 Catalogue WebDocument36 paginiTractor 2017 Catalogue WebAnonymous 1XBCMXÎncă nu există evaluări
- BPO2-Module 9 PROJECT PLANDocument16 paginiBPO2-Module 9 PROJECT PLANJudame Charo ZozobradoÎncă nu există evaluări
- Chapter 4.1 Basic Call Procedure (ED01 - 53 - EN)Document53 paginiChapter 4.1 Basic Call Procedure (ED01 - 53 - EN)quaderbtech06Încă nu există evaluări
- SN 761672 ADocument19 paginiSN 761672 ANhất TríÎncă nu există evaluări
- Android Tutorial - Broadcast ReceiversDocument15 paginiAndroid Tutorial - Broadcast ReceiversTrieu Ngo HuyÎncă nu există evaluări
- Capacitor Banks - Schedules FILLEDDocument11 paginiCapacitor Banks - Schedules FILLEDyahyaÎncă nu există evaluări
- Bel Adv Details For Senior Assistant Engineer Posts - Jobalertshub 2Document5 paginiBel Adv Details For Senior Assistant Engineer Posts - Jobalertshub 2Palani AppanÎncă nu există evaluări
- HP w2007 w2007v SMDocument75 paginiHP w2007 w2007v SMfeliÎncă nu există evaluări
- Abbreviations Plumbing Symbols: Fort Worth DistrictDocument21 paginiAbbreviations Plumbing Symbols: Fort Worth DistrictDenzel NgÎncă nu există evaluări
- Cs15 Gas Tank Cleaning Degassing 1997Document12 paginiCs15 Gas Tank Cleaning Degassing 1997kirandevi1981100% (2)
- Strahlenfolter Stalking - TI - Baker - UK Targeted Individuals Activism & Safety Watch - February 2013 - UktargetedindividualsDocument3 paginiStrahlenfolter Stalking - TI - Baker - UK Targeted Individuals Activism & Safety Watch - February 2013 - UktargetedindividualsKarl-Hans-RohnÎncă nu există evaluări
- E380b PDFDocument12 paginiE380b PDFanaÎncă nu există evaluări
- Grove GMK 4080Document6 paginiGrove GMK 4080Deiver BarrazaÎncă nu există evaluări
- BRAY SERIES 4X HIGH PERFORMANCE BRAY-McCANNLOCK VALVES - Technical ManualDocument28 paginiBRAY SERIES 4X HIGH PERFORMANCE BRAY-McCANNLOCK VALVES - Technical ManualLuis Daniel ContrerasÎncă nu există evaluări
- Otago:Polytechnic: National Diploma in Drinking Water AssessmentDocument33 paginiOtago:Polytechnic: National Diploma in Drinking Water AssessmentThomas CollinsÎncă nu există evaluări
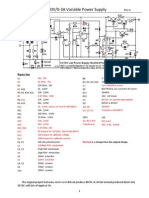
- Modified 0-30V - 0-3A Variable Power Supply - Rev.2Document2 paginiModified 0-30V - 0-3A Variable Power Supply - Rev.2Manuel Cereijo NeiraÎncă nu există evaluări
- Universal CNC Turning Center Maxxturn 65 G2Document13 paginiUniversal CNC Turning Center Maxxturn 65 G2Vũ LêÎncă nu există evaluări
- TSB 1106 - MFY Starter Solenoid - ChangeDocument1 paginăTSB 1106 - MFY Starter Solenoid - ChangeChrisMÎncă nu există evaluări
- Argelith Lieferprogramm GBDocument24 paginiArgelith Lieferprogramm GBmutyokaÎncă nu există evaluări