S-ar putea să vă placă și
- Astm D5436Document4 paginiAstm D5436Canek Cañedo ChavezÎncă nu există evaluări
- C 618 - 03 - Qzyxoa - PDFDocument3 paginiC 618 - 03 - Qzyxoa - PDFphaindikaÎncă nu există evaluări
- A135 PDFDocument9 paginiA135 PDFالGINIRAL FREE FIREÎncă nu există evaluări
- Compressible-Washer-Type Direct Tension Indicators For Use With Structural FastenersDocument5 paginiCompressible-Washer-Type Direct Tension Indicators For Use With Structural FastenersDarwin DarmawanÎncă nu există evaluări
- B 90 - B 90M - 13Document8 paginiB 90 - B 90M - 13phaindikaÎncă nu există evaluări
- Code Cases Boilers and Pressure VesselsDocument673 paginiCode Cases Boilers and Pressure VesselsDaniel100% (4)
- Astm e 155 PDFDocument4 paginiAstm e 155 PDFMejri HoussemÎncă nu există evaluări
- Cupola Malleable Iron: Standard Specification ForDocument4 paginiCupola Malleable Iron: Standard Specification Forali ahmedÎncă nu există evaluări
- Ansi c80-6 2005Document22 paginiAnsi c80-6 2005supervisor.electricistaÎncă nu există evaluări
- Asme B18.2.6 2003Document11 paginiAsme B18.2.6 2003Jesse ChenÎncă nu există evaluări
- Astm A53Document2 paginiAstm A53DeepakÎncă nu există evaluări
- Astm C955-09Document4 paginiAstm C955-09rodrigoÎncă nu există evaluări
- Astm A216Document8 paginiAstm A216Hamdan AtaminiÎncă nu există evaluări
- ASTM A403 - A403M-22bDocument11 paginiASTM A403 - A403M-22b1965karanfil6100% (1)
- Astm A216-A216m 2008Document4 paginiAstm A216-A216m 2008Guilherme de BarrosÎncă nu există evaluări
- A304 - 20 Standard Specification For Carbon and Alloy Steel Bars Subject To End-Quench Hardenability RequirementsDocument48 paginiA304 - 20 Standard Specification For Carbon and Alloy Steel Bars Subject To End-Quench Hardenability RequirementsAlejandro Valdes100% (1)
- Washers, Steel, Plain (Flat), Unhardened For General UseDocument4 paginiWashers, Steel, Plain (Flat), Unhardened For General UsekrutikÎncă nu există evaluări
- A270 PDFDocument5 paginiA270 PDFHansSarmientoÎncă nu există evaluări
- Editorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDocument10 paginiEditorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDarwin DarmawanÎncă nu există evaluări
- Mech Malleable Iron Fittings Catalogue PDFDocument12 paginiMech Malleable Iron Fittings Catalogue PDFics companyÎncă nu există evaluări
- Astm-A270 PipeDocument6 paginiAstm-A270 PipeMiguel David Celis QuinteroÎncă nu există evaluări
- A 941 - 04 QTK0MQDocument7 paginiA 941 - 04 QTK0MQTrầnHữuHòaÎncă nu există evaluări
- Asme Section Ii B SB-42Document10 paginiAsme Section Ii B SB-42Monica SuarezÎncă nu există evaluări
- Astm A216Document3 paginiAstm A216preanandÎncă nu există evaluări
- Astm A537-A537m-95-2000Document4 paginiAstm A537-A537m-95-2000NadhiraÎncă nu există evaluări
- Steel, Sheet and Strip, Heavy-Thickness Coils, Hot-Rolled, Alloy, Carbon, Structural, High-Strength Low-Alloy, and High-Strength Low-Alloy With Improved Formability, General Requirements ForDocument11 paginiSteel, Sheet and Strip, Heavy-Thickness Coils, Hot-Rolled, Alloy, Carbon, Structural, High-Strength Low-Alloy, and High-Strength Low-Alloy With Improved Formability, General Requirements ForDarwin DarmawanÎncă nu există evaluări
- A994Document8 paginiA994saleemut3Încă nu există evaluări
- ASTM A270-98ae1Document5 paginiASTM A270-98ae1NadhiraÎncă nu există evaluări
- Astm B111Document9 paginiAstm B111mmlingÎncă nu există evaluări
- A407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type SpringsDocument3 paginiA407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type Springstjt4779Încă nu există evaluări
- Astm 194 - 2023Document13 paginiAstm 194 - 2023ahmed sobhyÎncă nu există evaluări
- ASTM A781A781M Standard Specification For Castings, Steel and Alloy, Common Requirements, For General Industrial UseDocument12 paginiASTM A781A781M Standard Specification For Castings, Steel and Alloy, Common Requirements, For General Industrial Usealucard375Încă nu există evaluări
- A 6 - A 6M - 01 Qtytmde - PDFDocument63 paginiA 6 - A 6M - 01 Qtytmde - PDFdaemsalÎncă nu există evaluări
- Astm A500 A500m-21Document6 paginiAstm A500 A500m-21alvin duey100% (1)
- Astm C 592-04Document7 paginiAstm C 592-04Hung DinhÎncă nu există evaluări
- Astm F3125 F3125M 18Document6 paginiAstm F3125 F3125M 18Amine ait talebÎncă nu există evaluări
- General Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessDocument9 paginiGeneral Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessCarlos Ramirez BaltazarÎncă nu există evaluări
- Seamless and Welded Ferritic Stainless Steel Feedwater Heater TubesDocument7 paginiSeamless and Welded Ferritic Stainless Steel Feedwater Heater TubesMina RemonÎncă nu există evaluări
- ASTM-F844 Washers, Steel, Plain (Flat), Unhardened For General UseDocument5 paginiASTM-F844 Washers, Steel, Plain (Flat), Unhardened For General UseleandroschroederÎncă nu există evaluări
- Astm A270 2015 enDocument6 paginiAstm A270 2015 enHugo AT alvaradoÎncă nu există evaluări
- Astm A325-03 STD Specs For Structural Bolts, Steel, Heat PDFDocument7 paginiAstm A325-03 STD Specs For Structural Bolts, Steel, Heat PDFCharwin PicaoÎncă nu există evaluări
- A102Document3 paginiA102SUNIL BINDÎncă nu există evaluări
- Astm A131 2019 PDFDocument8 paginiAstm A131 2019 PDFazam RazzaqÎncă nu există evaluări
- A276a276m 2023Document8 paginiA276a276m 20237620383tlÎncă nu există evaluări
- Hot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesDocument11 paginiHot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesNilton Santillan OrtegaÎncă nu există evaluări
- A304 PDFDocument49 paginiA304 PDFSamuel PeterÎncă nu există evaluări
- A126-04 (2014) Gray Iron Castings For Valves, Flanges, and Pipe FittingsDocument3 paginiA126-04 (2014) Gray Iron Castings For Valves, Flanges, and Pipe FittingsJosh HansenÎncă nu există evaluări
- Specification For Seamless Medium-Carbon Steel Boiler and Superheater TubesDocument4 paginiSpecification For Seamless Medium-Carbon Steel Boiler and Superheater TubesMauricio Esteban Fernandez RamirezÎncă nu există evaluări
- Astm A700 05 PDFDocument41 paginiAstm A700 05 PDFirfanlarikhotmailcomÎncă nu există evaluări
- ASTM A194 A194M 2022 InglesDocument3 paginiASTM A194 A194M 2022 InglesErickÎncă nu există evaluări
- A493 00 PDFDocument3 paginiA493 00 PDFJohano AraújoÎncă nu există evaluări
- A805A805M-09 Standard Specification For Steel, Flat Wire, Carbon, Cold-RolledDocument12 paginiA805A805M-09 Standard Specification For Steel, Flat Wire, Carbon, Cold-Rolledtjt4779Încă nu există evaluări
- SB 271Document4 paginiSB 271AnilÎncă nu există evaluări
- B729Document3 paginiB729LambertWayneÎncă nu există evaluări
- Astm A756 PDFDocument3 paginiAstm A756 PDFCristian OtivoÎncă nu există evaluări
- ASTM F3125 F3125M-19 Minimum Tensile StrengthDocument13 paginiASTM F3125 F3125M-19 Minimum Tensile StrengthJiangleiÎncă nu există evaluări
- 011-Astm A 131 2008 Structural Steel For Ships PDFDocument7 pagini011-Astm A 131 2008 Structural Steel For Ships PDFgraduateÎncă nu există evaluări
- Astm B167Document9 paginiAstm B167John OlayÎncă nu există evaluări
- 219-Asme-Sec-Ii-B-Sb-211 Alu AlloyDocument14 pagini219-Asme-Sec-Ii-B-Sb-211 Alu AlloyGRIPHOLD Engineering ServicesÎncă nu există evaluări
- Asme Section II A-2 Sa-688 Sa-688mDocument10 paginiAsme Section II A-2 Sa-688 Sa-688mAnonymous GhPzn1xÎncă nu există evaluări
- Mbg533 09 CoverDocument1 paginăMbg533 09 CoverwahyuÎncă nu există evaluări
- A606a606m 2895Document4 paginiA606a606m 2895Jaleel ClaasenÎncă nu există evaluări
- Astm A283Document2 paginiAstm A283Kevin ChurchillÎncă nu există evaluări
- Cupola Malleable Iron: Standard Specification ForDocument4 paginiCupola Malleable Iron: Standard Specification ForDarwin DarmawanÎncă nu există evaluări
- B 91 - 12Document5 paginiB 91 - 12phaindikaÎncă nu există evaluări
- Temperature-Resistance Constants of Alloy Wires For Precision ResistorsDocument5 paginiTemperature-Resistance Constants of Alloy Wires For Precision ResistorsphaindikaÎncă nu există evaluări
- B 92 - B 92M - 11Document3 paginiB 92 - B 92M - 11phaindikaÎncă nu există evaluări
- B 93 - B 93M - 15Document4 paginiB 93 - B 93M - 15phaindikaÎncă nu există evaluări
- B 86 - 13Document7 paginiB 86 - 13phaindikaÎncă nu există evaluări
- A204A204M-12 Standard Specification For Pressure Vessel Plates, Alloy Steel, MolybdenumDocument3 paginiA204A204M-12 Standard Specification For Pressure Vessel Plates, Alloy Steel, MolybdenumDiego Egoávil MéndezÎncă nu există evaluări
- A 184 - A 184M - 06 (2011)Document3 paginiA 184 - A 184M - 06 (2011)phaindikaÎncă nu există evaluări
- B 42 - 15aDocument7 paginiB 42 - 15aphaindikaÎncă nu există evaluări
- A 159 - 83 (2015)Document5 paginiA 159 - 83 (2015)phaindikaÎncă nu există evaluări
- Astm A53-A53m-12Document23 paginiAstm A53-A53m-12abidaliabid1100% (2)
- D 1412 - 04 - Rde0mti - PDFDocument5 paginiD 1412 - 04 - Rde0mti - PDFphaindikaÎncă nu există evaluări
- Astm A36 - A36mDocument3 paginiAstm A36 - A36mBruno Rocha100% (4)
- D 2199 - 03 - RdixotkDocument2 paginiD 2199 - 03 - RdixotkphaindikaÎncă nu există evaluări
- D 2205 - 85 R98 - RdiymduDocument5 paginiD 2205 - 85 R98 - RdiymduphaindikaÎncă nu există evaluări
- A 148 - A 148M - 15a PDFDocument5 paginiA 148 - A 148M - 15a PDFphaindikaÎncă nu există evaluări
- Total Moisture in Coal: Standard Test Method ForDocument7 paginiTotal Moisture in Coal: Standard Test Method ForphaindikaÎncă nu există evaluări
- D 2492 - 02 - Rdi0otiDocument5 paginiD 2492 - 02 - Rdi0otiphaindikaÎncă nu există evaluări
- Modul1000: Optimize Your Production Helium Leak Testing With A Reliable, Intelligent and Repeatable PlatformDocument2 paginiModul1000: Optimize Your Production Helium Leak Testing With A Reliable, Intelligent and Repeatable PlatformphaindikaÎncă nu există evaluări
- D 1857 - 03 - Rde4ntcDocument4 paginiD 1857 - 03 - Rde4ntcphaindikaÎncă nu există evaluări
- CV 1144 Us MNSD U CopesDocument8 paginiCV 1144 Us MNSD U CopesphaindikaÎncă nu există evaluări
- PQR T LimitsDocument1 paginăPQR T LimitsTanver Ali100% (1)
- A Review of Metastable Beta Titanium AlloysDocument41 paginiA Review of Metastable Beta Titanium AlloysANIGANI SUDARSHAN REDDYÎncă nu există evaluări
- Data Sheet AuroTest ATS 1000 Version 1.1 EnglishDocument2 paginiData Sheet AuroTest ATS 1000 Version 1.1 Englishdp_spamÎncă nu există evaluări
- Weld RepairsDocument24 paginiWeld RepairsLương Hồ VũÎncă nu există evaluări
- BL2001231131Document1 paginăBL2001231131GogaÎncă nu există evaluări
- Echnical ATA Heet: CastinDocument2 paginiEchnical ATA Heet: CastinMichael DoyleÎncă nu există evaluări
- Storz ConnectionsDocument2 paginiStorz ConnectionsSpinu DanielÎncă nu există evaluări
- CHEMISTRY 10th ICSE 2023 Prediction PaperDocument3 paginiCHEMISTRY 10th ICSE 2023 Prediction PaperVarenayam editzÎncă nu există evaluări
- E 9018-B9 Product-SheetDocument1 paginăE 9018-B9 Product-SheetjuanÎncă nu există evaluări
- (A358) Inspection Test Plan - Rev.d - 130514Document5 pagini(A358) Inspection Test Plan - Rev.d - 130514Ronny AjaÎncă nu există evaluări
- What Is The Metallizing ProcessDocument3 paginiWhat Is The Metallizing ProcessSantiago PeñaÎncă nu există evaluări
- Aluminium Alloy U Channel - : Astm B221 / Astm B557Document2 paginiAluminium Alloy U Channel - : Astm B221 / Astm B557fery indrawanÎncă nu există evaluări
- Detailed Lesson Plan (Jor)Document6 paginiDetailed Lesson Plan (Jor)Pebbles ParedesÎncă nu există evaluări
- 9% Nickel Steel WeldingDocument11 pagini9% Nickel Steel WeldingSridharan ChandranÎncă nu există evaluări
- F0111 300 Data SheetDocument1 paginăF0111 300 Data SheetSehoon OhÎncă nu există evaluări
- Handbook To BC1 2012Document53 paginiHandbook To BC1 2012undf2567% (3)
- Draft Wps Astm A 743 GR - Ca6nmDocument2 paginiDraft Wps Astm A 743 GR - Ca6nmIlham PaneÎncă nu există evaluări
- Ficha Tecnica - BS EN 1982 CuSn7Zn4Pb7-C (CC493K)Document1 paginăFicha Tecnica - BS EN 1982 CuSn7Zn4Pb7-C (CC493K)freddy benavidesÎncă nu există evaluări
- Guideline Macro Micro EtchingDocument5 paginiGuideline Macro Micro EtchingRobertRoyÎncă nu există evaluări
- SSPC: The Society For Protective Coatings Surface Preparation Standard No. 15 Commercial Grade Power Tool CleaningDocument5 paginiSSPC: The Society For Protective Coatings Surface Preparation Standard No. 15 Commercial Grade Power Tool Cleaningمحمد عزتÎncă nu există evaluări
- 17 4 PHDocument2 pagini17 4 PHParag NaikÎncă nu există evaluări
- WIS5 - Appendix 1Document118 paginiWIS5 - Appendix 1Reza FakhrizalÎncă nu există evaluări
- Gmaw and FcawDocument3 paginiGmaw and FcawMadidj_2014Încă nu există evaluări
- Asme Section Ii A-2 Sa-815 Sa-815mDocument10 paginiAsme Section Ii A-2 Sa-815 Sa-815mdavid perezÎncă nu există evaluări
- 6061 Aluminum Sheet SuppliersDocument8 pagini6061 Aluminum Sheet Supplierssanghvi overseas incÎncă nu există evaluări
- 1 ShearingDocument29 pagini1 ShearingSriram MuruganÎncă nu există evaluări
- FoundryDocument120 paginiFoundrycelinaÎncă nu există evaluări
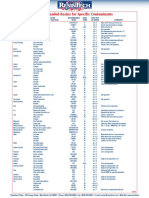
- Recommended Resins (ResinTech)Document1 paginăRecommended Resins (ResinTech)dyarifinÎncă nu există evaluări