S-ar putea să vă placă și
- Steam Sterilization Integrators - An Important Component For Quality Assurance in Dental Instrument Sterilization - Mary Govoni (M7736)Document1 paginăSteam Sterilization Integrators - An Important Component For Quality Assurance in Dental Instrument Sterilization - Mary Govoni (M7736)Sandeep Kumar ReddyÎncă nu există evaluări
- ModularDryer EngDocument4 paginiModularDryer EngSandeep Kumar ReddyÎncă nu există evaluări
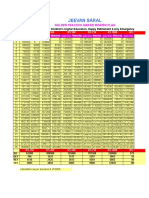
- Jeevan Saral: Golden Peacock Award Winner PlanDocument6 paginiJeevan Saral: Golden Peacock Award Winner PlanAmit ChaturvediÎncă nu există evaluări
- ASME BPE InfoDocument18 paginiASME BPE InfoThaMaestroÎncă nu există evaluări
- An Overview On The Validation Approach For Steam Sterilization - Part II, Madalina Brindusa Boca Et. Al.Document9 paginiAn Overview On The Validation Approach For Steam Sterilization - Part II, Madalina Brindusa Boca Et. Al.bocam100% (1)
- eDocument1 paginăeSandeep Kumar ReddyÎncă nu există evaluări
- 6313 2Document13 pagini6313 2contpraveenÎncă nu există evaluări
- Antiterrmite TreatmentDocument4 paginiAntiterrmite TreatmentAjoy McÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Financial/ Accounting Ratios: Sebi Grade A & Rbi Grade BDocument10 paginiFinancial/ Accounting Ratios: Sebi Grade A & Rbi Grade Bneevedita tiwariÎncă nu există evaluări
- Material List Summary-WaptechDocument5 paginiMaterial List Summary-WaptechMarko AnticÎncă nu există evaluări
- Personal ComputerDocument3 paginiPersonal ComputerDan Mark IsidroÎncă nu există evaluări
- Meyer and Zack KM CycleDocument16 paginiMeyer and Zack KM Cyclemohdasriomar84Încă nu există evaluări
- Grounding & Bonding - The Foundation For Effective Electrical Protection PDFDocument76 paginiGrounding & Bonding - The Foundation For Effective Electrical Protection PDFFabian Nina Aguirre100% (1)
- Sample Heat Sheets June 2007Document63 paginiSample Heat Sheets June 2007Nesuui MontejoÎncă nu există evaluări
- Steinecker Boreas: Wort Stripping of The New GenerationDocument16 paginiSteinecker Boreas: Wort Stripping of The New GenerationAlejandro Javier Delgado AraujoÎncă nu există evaluări
- Tutorial 4 QuestionsDocument3 paginiTutorial 4 QuestionshrfjbjrfrfÎncă nu există evaluări
- Esp-2000 BSDocument6 paginiEsp-2000 BSByron LopezÎncă nu există evaluări
- Bye Laws For MirzapurDocument6 paginiBye Laws For MirzapurUtkarsh SharmaÎncă nu există evaluări
- Business Maths Chapter 5Document9 paginiBusiness Maths Chapter 5鄭仲抗Încă nu există evaluări
- The Latest Open Source Software Available and The Latest Development in IctDocument10 paginiThe Latest Open Source Software Available and The Latest Development in IctShafirahFameiJZÎncă nu există evaluări
- I. Level of Barriers in ICT Knowledge, Skills, and Competencies No ICT Knowledge, Skills and Competency Barriers SDA DA N A SADocument2 paginiI. Level of Barriers in ICT Knowledge, Skills, and Competencies No ICT Knowledge, Skills and Competency Barriers SDA DA N A SAMuhamad KhoerulÎncă nu există evaluări
- Wilson v. Baker Hughes Et. Al.Document10 paginiWilson v. Baker Hughes Et. Al.Patent LitigationÎncă nu există evaluări
- Formula BookletDocument2 paginiFormula BookletOm PatelÎncă nu există evaluări
- Final Sent Technical Specification 14.03.2019Document16 paginiFinal Sent Technical Specification 14.03.2019harishÎncă nu există evaluări
- Rated Operational Current: InstructionsDocument12 paginiRated Operational Current: InstructionsJhon SanabriaÎncă nu există evaluări
- Calculating Measures of Position Quartiles Deciles and Percentiles of Ungrouped DataDocument43 paginiCalculating Measures of Position Quartiles Deciles and Percentiles of Ungrouped DataRea Ann ManaloÎncă nu există evaluări
- PTEG Spoken OfficialSampleTest L5 17mar11Document8 paginiPTEG Spoken OfficialSampleTest L5 17mar11Katia LeliakhÎncă nu există evaluări
- 12 Layer PCB Manufacturing and Stack Up OptionsDocument12 pagini12 Layer PCB Manufacturing and Stack Up OptionsjackÎncă nu există evaluări
- E&i QC Inspector Resum and DocumentsDocument24 paginiE&i QC Inspector Resum and DocumentsIrfan 786pakÎncă nu există evaluări
- Annual Presentation 18 19 EILDocument41 paginiAnnual Presentation 18 19 EILPartha Pratim GhoshÎncă nu există evaluări
- Antibiotic I and II HWDocument4 paginiAntibiotic I and II HWAsma AhmedÎncă nu există evaluări
- Research Article: Dynamic Modelling of A Solar Water Pumping System With Energy StorageDocument13 paginiResearch Article: Dynamic Modelling of A Solar Water Pumping System With Energy Storagehabtamu melsewÎncă nu există evaluări
- Available Online Through: International Journal of Mathematical Archive-4 (12), 2013Document4 paginiAvailable Online Through: International Journal of Mathematical Archive-4 (12), 2013Gwen WalkerÎncă nu există evaluări
- English Literature Coursework Aqa GcseDocument6 paginiEnglish Literature Coursework Aqa Gcsef5d17e05100% (2)
- Lab 08: SR Flip Flop FundamentalsDocument6 paginiLab 08: SR Flip Flop Fundamentalsjitu123456789Încă nu există evaluări
- Filtomat M300Document4 paginiFiltomat M300Sasa Jadrovski100% (1)
- Dur MalappuramDocument114 paginiDur MalappuramSabareesh RaveendranÎncă nu există evaluări
- Strategi Meningkatkan Kapasitas Penangkar Benih Padi Sawah (Oriza Sativa L) Dengan Optimalisasi Peran Kelompok TaniDocument24 paginiStrategi Meningkatkan Kapasitas Penangkar Benih Padi Sawah (Oriza Sativa L) Dengan Optimalisasi Peran Kelompok TaniHilmyTafantoÎncă nu există evaluări