S-ar putea să vă placă și
- Tabla de Criterios de Aceptacion Bajo El Codigo Asme Seccion Viii Division 1 - 2004 (Reglas para La Contruccion de Recipientes A Presion)Document8 paginiTabla de Criterios de Aceptacion Bajo El Codigo Asme Seccion Viii Division 1 - 2004 (Reglas para La Contruccion de Recipientes A Presion)Fabian Rojas Pineda92% (12)
- WPS PrecalificadoDocument7 paginiWPS Precalificadopablo24Încă nu există evaluări
- WPS de Soldadura TigDocument1 paginăWPS de Soldadura TigEfraín Moposita100% (1)
- DIN 8570 y AWS D1 Modelo para MVDocument4 paginiDIN 8570 y AWS D1 Modelo para MVLutz Rheineck100% (2)
- Astm A27Document6 paginiAstm A27Emanuel JaimeÎncă nu există evaluări
- Especificación SA-388 - SA-388MDocument27 paginiEspecificación SA-388 - SA-388MEfrain Ortiz Barreto100% (1)
- Metodologia para Reconstruccion de Eje Aisi 1045 Por SoldADURADocument111 paginiMetodologia para Reconstruccion de Eje Aisi 1045 Por SoldADURAAlex Vasquez100% (1)
- ASME B16.5 Acabado de Caras de Bridas (6.4.5. Trad-Extracto)Document2 paginiASME B16.5 Acabado de Caras de Bridas (6.4.5. Trad-Extracto)EHT pipeÎncă nu există evaluări
- Aws D1.1 - 5.22 Tolerancias Dimensionales PDFDocument3 paginiAws D1.1 - 5.22 Tolerancias Dimensionales PDFWilkin Llanca BlasÎncă nu există evaluări
- Astm A 780-93aDocument9 paginiAstm A 780-93avargas28100% (1)
- Proyecto Aws d15.1Document15 paginiProyecto Aws d15.1Humberto Wilfrido Castro ReyesÎncă nu există evaluări
- Doblez Cematic d1.3Document1 paginăDoblez Cematic d1.3Erick VazquezÎncă nu există evaluări
- Soldadura CatetosDocument1 paginăSoldadura CatetosMiguel Herrera100% (2)
- Los 10 Gerentes Mas Exitos Del MundoDocument25 paginiLos 10 Gerentes Mas Exitos Del Mundomaria rivera chinchayÎncă nu există evaluări
- Aceros Inoxidables-WpsDocument103 paginiAceros Inoxidables-WpsHoover Ortiz100% (1)
- A106 Piping Esp.Document13 paginiA106 Piping Esp.Kevin GonzalesÎncă nu există evaluări
- Especificación de Soldsadura P1 Grupos 1 y 2Document17 paginiEspecificación de Soldsadura P1 Grupos 1 y 2Keissy San MartínÎncă nu există evaluări
- Calificación de Soldadores Según Norma ASME Sección IXDocument6 paginiCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleÎncă nu există evaluări
- Criterio Inspeccion Visual Aws D1.1 PDFDocument1 paginăCriterio Inspeccion Visual Aws D1.1 PDFwilialexis7710% (1)
- Norma ASTM A194 (Tuercas 2h)Document5 paginiNorma ASTM A194 (Tuercas 2h)Aldair MezaÎncă nu există evaluări
- Wps Ranura Bisel AbocinadoDocument1 paginăWps Ranura Bisel AbocinadofedererÎncă nu există evaluări
- 304 304L Ficha TecnicaDocument6 pagini304 304L Ficha Tecnicagonza256Încă nu există evaluări
- WPQ w204 Gtaw SmawDocument1 paginăWPQ w204 Gtaw SmawWilmer Rios Diaz100% (1)
- Normas de Galvanizado Astm123Document3 paginiNormas de Galvanizado Astm123Reynaldo Ruiz MendozaÎncă nu există evaluări
- Ficha Técnica Aceros Grado Estructural A516Document2 paginiFicha Técnica Aceros Grado Estructural A516Alejandro MartinezÎncă nu există evaluări
- Acero Domex 700 Mpa PDFDocument24 paginiAcero Domex 700 Mpa PDFEmiliano LorenzoÎncă nu există evaluări
- Inspeccion Visual - Criterios de Aceptacion ASME B31.3 2014Document3 paginiInspeccion Visual - Criterios de Aceptacion ASME B31.3 2014kuchuro100% (7)
- Astm A500 - A53Document3 paginiAstm A500 - A53Jefferson Damian Prada50% (2)
- Wps-Iso 15609-1Document1 paginăWps-Iso 15609-1Carlos Roberto TamarizÎncă nu există evaluări
- Aws d1.1 Criterios para Inspeccion Parte CDocument14 paginiAws d1.1 Criterios para Inspeccion Parte Cchrist2pher100% (1)
- Tabla 6.1 Aws D1.1 2010Document1 paginăTabla 6.1 Aws D1.1 2010Jona Gomz100% (3)
- Procedimiento de Alivio de TensionesDocument13 paginiProcedimiento de Alivio de TensionesAnonymous wuvXb0iÎncă nu există evaluări
- Guia de Soldaduras BohlerDocument12 paginiGuia de Soldaduras BohlerJefe de CalidadÎncă nu există evaluări
- Orificios de AccesoDocument2 paginiOrificios de AccesoLenin CardosoÎncă nu există evaluări
- WPS-PQR Rds 1362014-0Document8 paginiWPS-PQR Rds 1362014-0brunoÎncă nu există evaluări
- Catalogo FlangesDocument21 paginiCatalogo FlangesPancho BascuñanÎncă nu există evaluări
- Especificaciones Acero AISI 4140Document1 paginăEspecificaciones Acero AISI 4140reynviu0% (1)
- Tabla Dim Bridas ASME Clase 150 y 300 PDFDocument1 paginăTabla Dim Bridas ASME Clase 150 y 300 PDFjuangalvisÎncă nu există evaluări
- Dim-Pr-108-3081-2 Procedimiento para Prueba Neumatica de Refuerzo 3081Document8 paginiDim-Pr-108-3081-2 Procedimiento para Prueba Neumatica de Refuerzo 3081Braulio Alvarez VilladiegoÎncă nu există evaluări
- Procesos de Soldadura y Union Segun AwsDocument2 paginiProcesos de Soldadura y Union Segun AwsMirla Contreras Velasquez33% (3)
- Elcometer 345Document3 paginiElcometer 345Sergio Enrique Ibarra GálvezÎncă nu există evaluări
- Taller Codigo AWS D1.1 - 2010Document6 paginiTaller Codigo AWS D1.1 - 2010Williy126Încă nu există evaluări
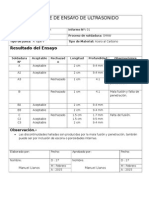
- Informe de Ensayo de UltrasonidoDocument2 paginiInforme de Ensayo de UltrasonidoManuel Llanos100% (2)
- Aws b4.0 2007 - Métodos Estándares para Pruebas Mecánicas de SoldaduraDocument25 paginiAws b4.0 2007 - Métodos Estándares para Pruebas Mecánicas de SoldaduraAldo Aspilcueta Caya67% (3)
- WPS Precalificado - SMAW PDFDocument1 paginăWPS Precalificado - SMAW PDFmonikitismonikitisÎncă nu există evaluări
- Pernos A325 y A307 Torque PDFDocument1 paginăPernos A325 y A307 Torque PDFMatias Ulloa Badilla100% (2)
- Seleccion de Probetas Asme Secc. IxDocument22 paginiSeleccion de Probetas Asme Secc. IxMonica SuarezÎncă nu există evaluări
- Anexo B-WPSDocument3 paginiAnexo B-WPSDaniel Andrés Bonilla MuñozÎncă nu există evaluări
- E38k PDFDocument2 paginiE38k PDFGustavo OrozcoÎncă nu există evaluări
- Valvula Atex Serie 131 JoucomaticDocument4 paginiValvula Atex Serie 131 JoucomaticBase SistemasÎncă nu există evaluări
- 3.4 - Bases Cálculo para Uniones Soldadas PDFDocument59 pagini3.4 - Bases Cálculo para Uniones Soldadas PDFIñaki JaritÎncă nu există evaluări
- 1 - Imanes de FerritaDocument6 pagini1 - Imanes de FerritaMark Anthony C. BautistaÎncă nu există evaluări
- WPS SmawDocument4 paginiWPS SmawMarcos Gajardo0% (1)
- CAPIT5Document14 paginiCAPIT5ING HARRINSON FERREBUSÎncă nu există evaluări
- Electrodo RevestidoDocument102 paginiElectrodo RevestidoJimyVillaÎncă nu există evaluări
- 8515-W1-Procedimientos de Soldadura Smaw Con Electrodos E-7010 Grado B PDFDocument3 pagini8515-W1-Procedimientos de Soldadura Smaw Con Electrodos E-7010 Grado B PDFMarvin Guerrero PadillaÎncă nu există evaluări
- Laboratorio #3 - Construcción de Una TermocuplaDocument18 paginiLaboratorio #3 - Construcción de Una TermocuplaLuis VillenaÎncă nu există evaluări
- Manual de Instalación Plantas Eléctricas y MantenimientoDocument15 paginiManual de Instalación Plantas Eléctricas y MantenimientoelcumanesÎncă nu există evaluări
- CDP Proceso SmawDocument37 paginiCDP Proceso SmawJORGE CAICEDOÎncă nu există evaluări
- Acerosinox 304Document15 paginiAcerosinox 304Homero GzzÎncă nu există evaluări
- Hidraulica, Compones, Partes, para Uso en La Oleodinamica (124) MDocument12 paginiHidraulica, Compones, Partes, para Uso en La Oleodinamica (124) Mcarlosmedina111Încă nu există evaluări
- Giipe U4 Carlosalberto ArDocument5 paginiGiipe U4 Carlosalberto ArCarlos HdzÎncă nu există evaluări
- Giipe U4 Carlosalberto Hernandez A1Document9 paginiGiipe U4 Carlosalberto Hernandez A1Carlos HdzÎncă nu există evaluări
- Giipe U5 Carlosalberto Hernandez AcDocument18 paginiGiipe U5 Carlosalberto Hernandez AcCarlos HdzÎncă nu există evaluări
- Giipe U5 Ricardo Perez AiDocument9 paginiGiipe U5 Ricardo Perez AiCarlos HdzÎncă nu există evaluări
- Giipe U5 Carlosalberto Hernandez AiDocument15 paginiGiipe U5 Carlosalberto Hernandez AiCarlos HdzÎncă nu există evaluări
- Giipe U4 Carlosalberto Hernandez AiDocument9 paginiGiipe U4 Carlosalberto Hernandez AiCarlos HdzÎncă nu există evaluări
- Giipe U2 Carlosalberto ArDocument5 paginiGiipe U2 Carlosalberto ArCarlos HdzÎncă nu există evaluări
- Línea de TiempoDocument7 paginiLínea de TiempoCarlos HdzÎncă nu există evaluări
- Transport Phenomena Book UN - Betancourt PDFDocument324 paginiTransport Phenomena Book UN - Betancourt PDFkarenÎncă nu există evaluări
- Gipms U3 Carlosalberto Hernandez A2Document4 paginiGipms U3 Carlosalberto Hernandez A2Carlos HdzÎncă nu există evaluări
- Fisicoquímica Actividad de ReflexiónDocument7 paginiFisicoquímica Actividad de ReflexiónCarlos HdzÎncă nu există evaluări
- Practicas Del Proceso Comunicativo, Boletin InformativoDocument11 paginiPracticas Del Proceso Comunicativo, Boletin InformativoCarlos HdzÎncă nu există evaluări
- Fisicoquímica Actividad de ReflexiónDocument7 paginiFisicoquímica Actividad de ReflexiónCarlos HdzÎncă nu există evaluări
- Gipms U3 Carlosalberto Hernandez A2Document4 paginiGipms U3 Carlosalberto Hernandez A2Carlos HdzÎncă nu există evaluări
- Fase 2Document7 paginiFase 2Carlos HdzÎncă nu există evaluări
- Gipms U3 Carlosalberto Hernandez A2Document4 paginiGipms U3 Carlosalberto Hernandez A2Carlos HdzÎncă nu există evaluări
- Fase 7Document6 paginiFase 7Carlos HdzÎncă nu există evaluări
- Fase 7Document6 paginiFase 7Carlos HdzÎncă nu există evaluări
- AtomoDocument2 paginiAtomoCarlos HdzÎncă nu există evaluări
- Gipms U3 Carlosalberto Hernandez A2Document4 paginiGipms U3 Carlosalberto Hernandez A2Carlos HdzÎncă nu există evaluări
- Fase 4Document11 paginiFase 4Carlos HdzÎncă nu există evaluări
- Fase 1Document9 paginiFase 1Carlos HdzÎncă nu există evaluări
- Fase 2Document7 paginiFase 2Carlos HdzÎncă nu există evaluări
- I.C.E. 21-10Document293 paginiI.C.E. 21-10Carlos HdzÎncă nu există evaluări
- Concentracion de Co2 en Una FuncionDocument8 paginiConcentracion de Co2 en Una FuncionCarlos HdzÎncă nu există evaluări
- M12S4 ProyectoIntegradorDocument8 paginiM12S4 ProyectoIntegradorCarlos HdzÎncă nu există evaluări
- La Derivada y Su FunciónDocument3 paginiLa Derivada y Su FunciónCarlos HdzÎncă nu există evaluări
- Manual Practico de Desarrollos Antonio Olave Villanueva PDFDocument42 paginiManual Practico de Desarrollos Antonio Olave Villanueva PDFCarlos Hdz100% (2)
- El Plato Del Bien ComerDocument5 paginiEl Plato Del Bien ComerCarlos HdzÎncă nu există evaluări
- m13s2 PorquesucedeDocument5 paginim13s2 PorquesucedeCarlos HdzÎncă nu există evaluări
- Nuevo Documento de Microsoft WordDocument1 paginăNuevo Documento de Microsoft WordParque Ecoturistico la PlataÎncă nu există evaluări
- SIMULACIÓNDocument6 paginiSIMULACIÓNmeibyÎncă nu există evaluări
- Acto Dia de La Tradición Turno MAÑANADocument3 paginiActo Dia de La Tradición Turno MAÑANALaura SalarÎncă nu există evaluări
- Guía Proceso de Lectura - Cuentos Latinoamericanos - 2º MedioDocument5 paginiGuía Proceso de Lectura - Cuentos Latinoamericanos - 2º MedioPamela Andrea Puentes GrezÎncă nu există evaluări
- Orbdoo 03Document36 paginiOrbdoo 03Manel GreenmanelishiÎncă nu există evaluări
- El Predicado. Teoría y EjemplosDocument2 paginiEl Predicado. Teoría y EjemplosDanielaÎncă nu există evaluări
- Guia Sobre Discurso ExpositivoDocument4 paginiGuia Sobre Discurso ExpositivoRosa Beatriz Toro CamposÎncă nu există evaluări
- Discipulado CR PrimiciasDocument8 paginiDiscipulado CR PrimiciasMercedes de EstradaÎncă nu există evaluări
- Inciso A y H Internet de Las Cosas y Presentaciones de PowerpointDocument7 paginiInciso A y H Internet de Las Cosas y Presentaciones de PowerpointEduardo MatamorosÎncă nu există evaluări
- DD14 - I - Caso PrácticoDocument2 paginiDD14 - I - Caso PrácticoFabian CastilloÎncă nu există evaluări
- MateriaDocument2 paginiMateriaEdson Luis Egusquiza CordovaÎncă nu există evaluări
- CC - SS 3° El Antiguo RegimenDocument6 paginiCC - SS 3° El Antiguo RegimenJowel FallaÎncă nu există evaluări
- Arch Act Adj11843240420221922552232Document4 paginiArch Act Adj11843240420221922552232Carmen del Pilar PEREYRA QUISPEÎncă nu există evaluări
- Proyecto OratoriaDocument11 paginiProyecto OratoriaAlondra NavarroÎncă nu există evaluări
- Tox 20041Document19 paginiTox 20041punk_erÎncă nu există evaluări
- Examen 1-Unidad 1Document11 paginiExamen 1-Unidad 1Jair PardoÎncă nu există evaluări
- Rubrica Examen Parcial DPI 2021-20 BDocument1 paginăRubrica Examen Parcial DPI 2021-20 BJulio Vasquez CeÎncă nu există evaluări
- Triptico de CienciasDocument2 paginiTriptico de CienciasMArcos ARenas EUstaquioÎncă nu există evaluări
- 00 Libro Bonet Completo PDFDocument109 pagini00 Libro Bonet Completo PDFDesginart MadridÎncă nu există evaluări
- PLAN-2017 Horarios Verano 2019 - 2020Document6 paginiPLAN-2017 Horarios Verano 2019 - 2020Nelson Campos LauraÎncă nu există evaluări
- Aprendizaje Basado en Problemas (ABP) - Una Innovación Didáctica para La Enseñanza UniversitariaDocument12 paginiAprendizaje Basado en Problemas (ABP) - Una Innovación Didáctica para La Enseñanza UniversitariaJasmin CubaÎncă nu există evaluări
- Informacion - Material Bases Armonicas MPADocument7 paginiInformacion - Material Bases Armonicas MPAJorgelina Verón LaraÎncă nu există evaluări
- Mano HidraulicaDocument9 paginiMano HidraulicaDixOnPmÎncă nu există evaluări
- Test Personalidad, Dic 2012Document10 paginiTest Personalidad, Dic 2012Alejandro EspinosaÎncă nu există evaluări
- Bases ConceptualesDocument7 paginiBases ConceptualesAlbert HernándezÎncă nu există evaluări
- Presentacion-INFAC Asma EsDocument19 paginiPresentacion-INFAC Asma EsLuisfer FreitesÎncă nu există evaluări
- Escrito de Solicitud de Constitución de Patrimonio FamiliarDocument4 paginiEscrito de Solicitud de Constitución de Patrimonio FamiliarRodolfo Villacorta LinaresÎncă nu există evaluări
- GUITARRA - GRATIS - Libro de Escalas y ArpegiosDocument48 paginiGUITARRA - GRATIS - Libro de Escalas y ArpegiosVictor Manuel Grijalva Altamirano100% (3)