S-ar putea să vă placă și
- MetrologiaDocument2 paginiMetrologiaLuiguiMenaÎncă nu există evaluări
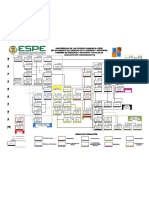
- Rediseño MallaDocument2 paginiRediseño MallaLuiguiMenaÎncă nu există evaluări
- Deber de Factor de PotenciaDocument20 paginiDeber de Factor de PotenciaLuiguiMenaÎncă nu există evaluări
- Industrias Del EcuadorDocument7 paginiIndustrias Del EcuadorLuiguiMenaÎncă nu există evaluări
- Que Diferencias Hay Entre Ingenieria Conceptual, Detalle y BasicaDocument3 paginiQue Diferencias Hay Entre Ingenieria Conceptual, Detalle y BasicajackosÎncă nu există evaluări
- Formato Solicitud para Justificar Inasistencias A ClasesDocument1 paginăFormato Solicitud para Justificar Inasistencias A ClasesGenesis Coronel MonroyÎncă nu există evaluări
- Preparatorio YDocument3 paginiPreparatorio YLuiguiMenaÎncă nu există evaluări
- Proyecto Diseno 3Document44 paginiProyecto Diseno 3LuiguiMenaÎncă nu există evaluări
- Aceleracion Centro de Masa G2Document1 paginăAceleracion Centro de Masa G2LuiguiMenaÎncă nu există evaluări
- Porta DasDocument2 paginiPorta DasLuiguiMenaÎncă nu există evaluări
- Propuestas de EmpresarioDocument2 paginiPropuestas de EmpresarioLuiguiMenaÎncă nu există evaluări
- Im04211 Luigui PaperDocument10 paginiIm04211 Luigui PaperLuiguiMenaÎncă nu există evaluări
- Bases Del Concur SoDocument1 paginăBases Del Concur SoLuiguiMenaÎncă nu există evaluări
- Banco de PreguntasDocument8 paginiBanco de PreguntasLuiguiMenaÎncă nu există evaluări
- Propuestas de EmpresarioDocument2 paginiPropuestas de EmpresarioLuiguiMenaÎncă nu există evaluări
- 10 Engranajes Cc3b3nicos y Tornillo Sin Fin CoronaDocument63 pagini10 Engranajes Cc3b3nicos y Tornillo Sin Fin CoronaLuiguiMenaÎncă nu există evaluări
- Actividades ClavesDocument1 paginăActividades ClavesLuiguiMenaÎncă nu există evaluări
- Aceleracion Centro de Masa G4Document1 paginăAceleracion Centro de Masa G4LuiguiMenaÎncă nu există evaluări
- Actividades ClavesDocument1 paginăActividades ClavesLuiguiMenaÎncă nu există evaluări
- Introduccion Luis 2425 Lunes 14hDocument10 paginiIntroduccion Luis 2425 Lunes 14hLuiguiMenaÎncă nu există evaluări
- Aceleracion Centro de Masa G3Document1 paginăAceleracion Centro de Masa G3LuiguiMenaÎncă nu există evaluări
- Motivaciones Del EmprendedorDocument4 paginiMotivaciones Del EmprendedorLuiguiMena100% (1)
- Introduccion A Artasam Working Model Luis 2425 Lunes 14hDocument14 paginiIntroduccion A Artasam Working Model Luis 2425 Lunes 14hLuiguiMenaÎncă nu există evaluări
- Mis EstimadosDocument1 paginăMis EstimadosLuiguiMenaÎncă nu există evaluări
- Informe Polimero2sDocument8 paginiInforme Polimero2sLuiguiMena0% (1)
- Introduccion Luis 2425 Lunes 14hDocument10 paginiIntroduccion Luis 2425 Lunes 14hLuiguiMenaÎncă nu există evaluări
- Inductancia y CapacitanciaDocument25 paginiInductancia y CapacitanciaPao CheLiizzitaÎncă nu există evaluări
- Informe 1 de SoldaduraDocument10 paginiInforme 1 de SoldaduraLuiguiMenaÎncă nu există evaluări
- Realidad NacionalDocument8 paginiRealidad NacionalEstebanM0% (2)
- Guia para El Diseño de Un SVEDocument15 paginiGuia para El Diseño de Un SVEJuan CÎncă nu există evaluări
- Inyeccion de Gas Inmisibles e MisiblesDocument44 paginiInyeccion de Gas Inmisibles e MisiblesAnibal diazÎncă nu există evaluări
- Banco de Preguntas - Modelamiento de Base de DatosDocument10 paginiBanco de Preguntas - Modelamiento de Base de DatosAlexanderRamosÎncă nu există evaluări
- Miembros de CaricomDocument4 paginiMiembros de CaricomAnder Santiago Zerpa0% (1)
- Plantilla Modelo de Propuestas de Narracion Digital para Su Uso en El AulaDocument8 paginiPlantilla Modelo de Propuestas de Narracion Digital para Su Uso en El AulaCarmen Salas Del RíoÎncă nu există evaluări
- Metodologia de HormigonadoDocument9 paginiMetodologia de HormigonadojhilmarÎncă nu există evaluări
- Guia para El Manejo de Anticipos Mediante Contrato de Fiducia Mercantil IrrevocableDocument6 paginiGuia para El Manejo de Anticipos Mediante Contrato de Fiducia Mercantil IrrevocableYindy Paola VbÎncă nu există evaluări
- Textos Jurídicos InglésDocument13 paginiTextos Jurídicos InglésEsteban Arango CasasÎncă nu există evaluări
- 497552361005Document17 pagini497552361005Anonymous VglotZdÎncă nu există evaluări
- Guia Ejercicios Calculo de ProtecccionesDocument2 paginiGuia Ejercicios Calculo de Protecccionescristian astudilloÎncă nu există evaluări
- Catalogo de Vigas h20Document6 paginiCatalogo de Vigas h20Jerson Ramos AquinoÎncă nu există evaluări
- 3406C Motor Industrial 6TB09857 Encendido y ApagadoDocument9 pagini3406C Motor Industrial 6TB09857 Encendido y ApagadoluisferÎncă nu există evaluări
- Practica 5Document12 paginiPractica 5Mariana CaralampioÎncă nu există evaluări
- Dominó de Las SociedadesDocument5 paginiDominó de Las SociedadesMaría VillenaÎncă nu există evaluări
- Programa de America III, IES Marchetti.Document6 paginiPrograma de America III, IES Marchetti.Victor BarriosÎncă nu există evaluări
- Simulador BCPSIO II Ejercicio 2Document2 paginiSimulador BCPSIO II Ejercicio 2elisa brigidaÎncă nu există evaluări
- Nombre de La MateriaDocument6 paginiNombre de La MateriaLuis Antonio SalazarÎncă nu există evaluări
- Primer Mensaje A La Legislatura Del Gobernador Amadeo Sabattini 1936Document12 paginiPrimer Mensaje A La Legislatura Del Gobernador Amadeo Sabattini 1936Marcos FunesÎncă nu există evaluări
- 59 Estrategias Gestión de ResiduosDocument6 pagini59 Estrategias Gestión de ResiduosZetabarri FKÎncă nu există evaluări
- Catalogo General Bms Shop Sas 2021Document473 paginiCatalogo General Bms Shop Sas 2021Sunny Lee100% (1)
- Productos Forestales No MaderablesDocument264 paginiProductos Forestales No MaderablesOscar Baltazar Vela100% (3)
- Hoja de .Datos Gas LicuadoDocument5 paginiHoja de .Datos Gas LicuadoJoaquín Loyola CÎncă nu există evaluări
- Gmail - RECURSO DE REPOSICIÓN EN SUBSIDIO DE APELACIÓN 4347-20-0002126329 PDFDocument2 paginiGmail - RECURSO DE REPOSICIÓN EN SUBSIDIO DE APELACIÓN 4347-20-0002126329 PDFRafaelPerezPeñaÎncă nu există evaluări
- PericiaDocument43 paginiPericiaMario Puse SilvaÎncă nu există evaluări
- Ejer Examen 1 LeyDocument5 paginiEjer Examen 1 LeyAdamarisÎncă nu există evaluări
- Funcionamiento LG LM-U5050 - Fuente de StandbyDocument13 paginiFuncionamiento LG LM-U5050 - Fuente de StandbyDavid Ocampo GonzalezÎncă nu există evaluări
- Proyecto de InvestigacionDocument7 paginiProyecto de InvestigacionAngel Zapata RiosÎncă nu există evaluări
- HttpsDocument2 paginiHttpsKilder Mamani CharcaÎncă nu există evaluări
- Exportación de Vinos en MendozaDocument10 paginiExportación de Vinos en MendozaOlgaLuciaFigueroaÎncă nu există evaluări