S-ar putea să vă placă și
- The Role of Kaizen (Continuous Improvement) in Improving Companies' Performance: A Case StudyDocument6 paginiThe Role of Kaizen (Continuous Improvement) in Improving Companies' Performance: A Case StudyAngie C. JoyaÎncă nu există evaluări
- Sand Castingj ReportDocument24 paginiSand Castingj ReportseifelsaieÎncă nu există evaluări
- Heat Exchanger Design and HT Coefficent Calculation From RC-6 BookDocument20 paginiHeat Exchanger Design and HT Coefficent Calculation From RC-6 BookJag KhadseÎncă nu există evaluări
- Chapter 1 - Sand CastingDocument22 paginiChapter 1 - Sand Castingdizainer_cy67% (3)
- Special CastingDocument24 paginiSpecial CastingManohara ErlaÎncă nu există evaluări
- Metal Casting ProcessesDocument113 paginiMetal Casting ProcessesSarath ChandraÎncă nu există evaluări
- Casting ProcessesDocument20 paginiCasting ProcessesVv4HÎncă nu există evaluări
- Casting IntroDocument94 paginiCasting IntroJith ViswaÎncă nu există evaluări
- Unit-1 Metal Casting ProcessDocument261 paginiUnit-1 Metal Casting ProcessDharun PrakashÎncă nu există evaluări
- Powder Metallurgy: Basics & Applications Powder MetallurgyDocument11 paginiPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiÎncă nu există evaluări
- CastingDocument74 paginiCastingvinu1977Încă nu există evaluări
- Metal Casting ProcessesDocument98 paginiMetal Casting ProcessestmcoachingcentreÎncă nu există evaluări
- Casting TheoryDocument55 paginiCasting TheorygggÎncă nu există evaluări
- Casting ProcessesDocument18 paginiCasting ProcessesvelavansuÎncă nu există evaluări
- Introduction To Metal Casting ProcessDocument8 paginiIntroduction To Metal Casting ProcessRiya PanwarÎncă nu există evaluări
- CastingDocument20 paginiCastingCHANDRAJEET AMARÎncă nu există evaluări
- M - I U - 1 C P: Anufacturing Processes NIT Asting RocessesDocument246 paginiM - I U - 1 C P: Anufacturing Processes NIT Asting RocessesMahesh SalotagiÎncă nu există evaluări
- Manufacturing Process-I (Casting)Document25 paginiManufacturing Process-I (Casting)Rahul Deb PalÎncă nu există evaluări
- Hot and Cold WorkingDocument34 paginiHot and Cold WorkingSam RonnyÎncă nu există evaluări
- Difference Between Forging and CastingDocument2 paginiDifference Between Forging and CastingMOHAMMAD ALIÎncă nu există evaluări
- Chapter 10 Casting IDocument38 paginiChapter 10 Casting IMinhaj UllahÎncă nu există evaluări
- Fundamentals of Metal CastingDocument45 paginiFundamentals of Metal CastingsuntharÎncă nu există evaluări
- Metal CastingDocument22 paginiMetal CastingANKIT RAJÎncă nu există evaluări
- 8 Centrifugal & Die Casting-2Document53 pagini8 Centrifugal & Die Casting-2Monsieur PoopÎncă nu există evaluări
- Ingot StructureDocument5 paginiIngot StructureklawsisÎncă nu există evaluări
- Steel: by A S M Fahad Hossain Assistant Professor Department of Civil Engineering, AUSTDocument23 paginiSteel: by A S M Fahad Hossain Assistant Professor Department of Civil Engineering, AUSTMahadi HasanÎncă nu există evaluări
- Metal-Casting Process and EquipmentDocument18 paginiMetal-Casting Process and EquipmentZulfikarUdenÎncă nu există evaluări
- Chapter 4Document119 paginiChapter 4razlan ghazaliÎncă nu există evaluări
- Green Sand MouldDocument14 paginiGreen Sand MouldHimanshu Sangwan100% (1)
- 10 Rules For CastingDocument2 pagini10 Rules For CastingBijendra PrajapatiÎncă nu există evaluări
- MD Design ConsiderationDocument18 paginiMD Design ConsiderationjhpatelÎncă nu există evaluări
- Forming ProcessesDocument8 paginiForming ProcessesKishor PatilÎncă nu există evaluări
- Die Casting: Vipul GDocument20 paginiDie Casting: Vipul GVipul ReddyÎncă nu există evaluări
- 01 CastingDocument31 pagini01 CastingSports GloballyÎncă nu există evaluări
- Material SelectionDocument60 paginiMaterial SelectionKhoa Nguyễn AnhÎncă nu există evaluări
- Gas Defects:: These Are Spherical, Flattened or Elongated CavitiesDocument3 paginiGas Defects:: These Are Spherical, Flattened or Elongated CavitiesmaniÎncă nu există evaluări
- Mouldingsand 170509114249 PDFDocument49 paginiMouldingsand 170509114249 PDFAnything You Could ImagineÎncă nu există evaluări
- FoundryDocument10 paginiFoundryAnjana_EdathadanÎncă nu există evaluări
- Interview QuestionDocument22 paginiInterview QuestionsugeshÎncă nu există evaluări
- Forging Rolling DefectsDocument14 paginiForging Rolling DefectsRavichandran GÎncă nu există evaluări
- MT-1 Full NotesDocument56 paginiMT-1 Full NotesM.Saravana Kumar..M.EÎncă nu există evaluări
- MOULDINGDocument35 paginiMOULDINGsumitÎncă nu există evaluări
- Casting ProcessDocument53 paginiCasting ProcesssatyajitlÎncă nu există evaluări
- Casting Lecture NoteDocument12 paginiCasting Lecture NoteHARIMETLYÎncă nu există evaluări
- Core CastingDocument27 paginiCore Castingchetan100% (1)
- Casting: Shival Dubey Assistant Professor Mechanical EngineeringDocument31 paginiCasting: Shival Dubey Assistant Professor Mechanical EngineeringChirag TaterÎncă nu există evaluări
- Wire DrawingDocument2 paginiWire DrawingSupachai Sottibumpen100% (1)
- 87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFDocument10 pagini87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFAmir JoonÎncă nu există evaluări
- The Paper English To Fulfill Tasks About Foundry Casting Lecturer Mrs. Rr. Poppy Puspitasari, S.T., M.T., PH.DDocument16 paginiThe Paper English To Fulfill Tasks About Foundry Casting Lecturer Mrs. Rr. Poppy Puspitasari, S.T., M.T., PH.DPiii piiÎncă nu există evaluări
- Powder Metallurgy Seminar GautamDocument31 paginiPowder Metallurgy Seminar GautamSidhartha GolchhaÎncă nu există evaluări
- Die Casting ReportDocument11 paginiDie Casting ReportFaria KhanÎncă nu există evaluări
- Die Casting MethodDocument26 paginiDie Casting MethodEr Mishal GandhiÎncă nu există evaluări
- Centrifugal Casting (8-20)Document20 paginiCentrifugal Casting (8-20)Rabindra DashÎncă nu există evaluări
- Fabrication of Plastics, Ceramics, and Composites: (Review)Document34 paginiFabrication of Plastics, Ceramics, and Composites: (Review)Joshua StrykrÎncă nu există evaluări
- Mf5103 Advances in Casting and Welding: For Syllabus, Question Papers, Notes & Many MoreDocument2 paginiMf5103 Advances in Casting and Welding: For Syllabus, Question Papers, Notes & Many MoreNandha Gopal SenthilnathanÎncă nu există evaluări
- Lost Foam Cast ProcemssDocument22 paginiLost Foam Cast ProcemssSebastian PeterÎncă nu există evaluări
- Casting: "Net Shape" or "Near-Net Shape" Process AdvantagesDocument27 paginiCasting: "Net Shape" or "Near-Net Shape" Process AdvantagesnsbaruaoleÎncă nu există evaluări
- FoundryDocument2 paginiFoundryHafiz UdinÎncă nu există evaluări
- Environmentally Conscious, &: DesignDocument26 paginiEnvironmentally Conscious, &: Designleila hanjani hanantoÎncă nu există evaluări
- Continuous casting The Ultimate Step-By-Step GuideDe la EverandContinuous casting The Ultimate Step-By-Step GuideÎncă nu există evaluări
- Diamond Chemical Vapor Deposition: Nucleation and Early Growth StagesDe la EverandDiamond Chemical Vapor Deposition: Nucleation and Early Growth StagesÎncă nu există evaluări
- ABS, Traction CTRL, ESCDocument28 paginiABS, Traction CTRL, ESCvikas sharmaÎncă nu există evaluări
- 2.2 Evaluation of Elastic ModuliDocument18 pagini2.2 Evaluation of Elastic Modulivikas sharma33% (3)
- 15ma301 U2Document27 pagini15ma301 U2vikas sharmaÎncă nu există evaluări
- 15ma301 U1Document37 pagini15ma301 U1vikas sharmaÎncă nu există evaluări
- CH 3Document48 paginiCH 3jot2nash7776Încă nu există evaluări
- Fundamentals of Casting - Part 2Document49 paginiFundamentals of Casting - Part 2Kavan PatelÎncă nu există evaluări
- AIAA 99-2218 A Practical Mechanism For Computing Combustion in Gas Turbine EnginesDocument16 paginiAIAA 99-2218 A Practical Mechanism For Computing Combustion in Gas Turbine EnginesAlireza FazlollahiÎncă nu există evaluări
- (Chapter 6) Examples PDFDocument6 pagini(Chapter 6) Examples PDFKarwan GoodÎncă nu există evaluări
- Birla Institute of Technology and Science, Pilani - Hyderabad Campus FIRST SEMESTER 2019-2020Document2 paginiBirla Institute of Technology and Science, Pilani - Hyderabad Campus FIRST SEMESTER 2019-2020shreyÎncă nu există evaluări
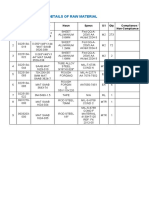
- Detail of Raw MaterialDocument3 paginiDetail of Raw MaterialjacksonÎncă nu există evaluări
- Exercise 18.2a - LeChateliers PrincipleDocument2 paginiExercise 18.2a - LeChateliers Principlexr aimÎncă nu există evaluări
- Silane Dilution ExhaustDocument12 paginiSilane Dilution ExhaustArnelÎncă nu există evaluări
- Oil Separators Reservoirs: Product Catalog 500&600Document3 paginiOil Separators Reservoirs: Product Catalog 500&600LouisÎncă nu există evaluări
- Argonite TANQUESDocument8 paginiArgonite TANQUESMartha BernalÎncă nu există evaluări
- Unit Operations and Processes in Environmental EngineeringDocument815 paginiUnit Operations and Processes in Environmental EngineeringAudrey Patrick Kalla89% (28)
- PedsDocument1 paginăPedsRisky Astia LianyÎncă nu există evaluări
- Annexure-B - Bore Well DetailDocument8 paginiAnnexure-B - Bore Well DetailmahipalÎncă nu există evaluări
- A Database of Aerothermal Measurements in Hypersonic Flow in "BuildingDocument60 paginiA Database of Aerothermal Measurements in Hypersonic Flow in "BuildingNeoÎncă nu există evaluări
- Solution ManualDocument124 paginiSolution ManualMahmoud AsmidaÎncă nu există evaluări
- Design Conditions CriteriaDocument4 paginiDesign Conditions CriteriaJaldhi PatelÎncă nu există evaluări
- Bulk Metal Forming, Sheet Metal FormingDocument6 paginiBulk Metal Forming, Sheet Metal FormingAbdulfattah TawfiqÎncă nu există evaluări
- Database of Air CoolerDocument60 paginiDatabase of Air CoolerHai Nguyen CongÎncă nu există evaluări
- Damartzis 2012Document8 paginiDamartzis 2012Rizky Ramadhan SaniÎncă nu există evaluări
- Evidence For A Chemical Reaction: Chemical Reactions: An IntroductionDocument48 paginiEvidence For A Chemical Reaction: Chemical Reactions: An IntroductionApple Tiongco SantosÎncă nu există evaluări
- Shell-Side - Heat - Transfer - Enhancement - For - Shell-And TubeDocument7 paginiShell-Side - Heat - Transfer - Enhancement - For - Shell-And TubeAtul SanghaviÎncă nu există evaluări
- Wor ShopDocument4 paginiWor ShopDavid Santiago Ayala RodriguezÎncă nu există evaluări
- Problem Set #7 1) Run The Program Microplant As A Novice Troubleshooter and Turn in The Last Display ofDocument4 paginiProblem Set #7 1) Run The Program Microplant As A Novice Troubleshooter and Turn in The Last Display ofRiyan SanjayaÎncă nu există evaluări
- Lecture 2 - Introduction To CatalysisDocument21 paginiLecture 2 - Introduction To CatalysiskhalidÎncă nu există evaluări
- SKEY Information de CADWORX PARA RENOMBRAR LOS BLOQUES DE ISOGENDocument6 paginiSKEY Information de CADWORX PARA RENOMBRAR LOS BLOQUES DE ISOGENjose tovarÎncă nu există evaluări
- FiltruDocument4 paginiFiltruCTHÎncă nu există evaluări
- Dry Out & Curing of Refractory LiningDocument2 paginiDry Out & Curing of Refractory Liningmasoud_968370957100% (1)
- Plant-L-Series - Linde Kryotechnik. The Partner You Can Count On - No Matter How Cold It GetsDocument1 paginăPlant-L-Series - Linde Kryotechnik. The Partner You Can Count On - No Matter How Cold It Getsait oubella marouaneÎncă nu există evaluări