S-ar putea să vă placă și
- Règles FB (P92-701)Document71 paginiRègles FB (P92-701)Pan Panam100% (1)
- QTCUT2Document25 paginiQTCUT2Rafik Thaalbi100% (1)
- Rédaction D'un D.M.O.S (EN ISO 15609 - 1)Document6 paginiRédaction D'un D.M.O.S (EN ISO 15609 - 1)sakina laabid50% (2)
- Guide Soudabilité Matériaux Par GroupeDocument115 paginiGuide Soudabilité Matériaux Par GroupePetitloup2013100% (2)
- Catabolisme Acides GrasDocument11 paginiCatabolisme Acides GrascepÎncă nu există evaluări
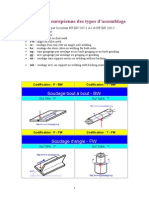
- Codification Européenne Des Types de Soudure Soudage 2000Document3 paginiCodification Européenne Des Types de Soudure Soudage 2000Mhéîdô ColoryoÎncă nu există evaluări
- Support de CoursDocument43 paginiSupport de CoursSalah Jallali0% (1)
- CHIMIEDocument108 paginiCHIMIEdazeÎncă nu există evaluări
- Diagnostique Des Reseaux d'AEPDocument174 paginiDiagnostique Des Reseaux d'AEPhaouachem100% (2)
- 10-Lesassemblages Par Éléments FiletésDocument9 pagini10-Lesassemblages Par Éléments FiletésSegaAlainCoulibalyÎncă nu există evaluări
- Welding InspectorDocument38 paginiWelding InspectorMalek RekikÎncă nu există evaluări
- WPS-P 5Document2 paginiWPS-P 5Touil HoussemÎncă nu există evaluări
- Assistant de Soudage Et ASMEDocument11 paginiAssistant de Soudage Et ASMEDanem Halas100% (1)
- RAPPORT Final PDFDocument86 paginiRAPPORT Final PDFAnass El Kasmaoui100% (2)
- PV de Controle Visuel Gr6Document48 paginiPV de Controle Visuel Gr6Kali Abdennour100% (1)
- Certificat de Qualification Du Mode Opératoire de Soudage Cevital MS QMOS N3Document3 paginiCertificat de Qualification Du Mode Opératoire de Soudage Cevital MS QMOS N3Danem Halas100% (1)
- ASME IX Positions de SoudageDocument2 paginiASME IX Positions de SoudageFethi BELOUISÎncă nu există evaluări
- Controle Soudage Globale 2016Document129 paginiControle Soudage Globale 2016walid walid100% (1)
- Diaporama 9606 1 PDFDocument28 paginiDiaporama 9606 1 PDFZouhair BenmabroukÎncă nu există evaluări
- Diaporama 9606 1 PDFDocument28 paginiDiaporama 9606 1 PDFZouhair BenmabroukÎncă nu există evaluări
- 1 Dossier Constructeur Index FrenchDocument2 pagini1 Dossier Constructeur Index FrenchSaidÎncă nu există evaluări
- Procédure APGV 2017Document27 paginiProcédure APGV 2017rahmaniÎncă nu există evaluări
- Format de Qualification de SoudeurDocument1 paginăFormat de Qualification de SoudeurScribdTranslationsÎncă nu există evaluări
- WPS SmawDocument1 paginăWPS SmawTouil HoussemÎncă nu există evaluări
- NF P 84-500 Géomombranes PDFDocument20 paginiNF P 84-500 Géomombranes PDFbastopheÎncă nu există evaluări
- Pipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Document0 paginiPipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Siddiqui Abdul KhaliqÎncă nu există evaluări
- Pipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Document0 paginiPipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Siddiqui Abdul KhaliqÎncă nu există evaluări
- Pipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Document0 paginiPipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Siddiqui Abdul KhaliqÎncă nu există evaluări
- WPS Spécimen CSC ASME IXDocument5 paginiWPS Spécimen CSC ASME IXMenad SalahÎncă nu există evaluări
- WPS 01Document3 paginiWPS 01Zouhair BenmabroukÎncă nu există evaluări
- PQR 06-19 PDFDocument34 paginiPQR 06-19 PDFbouchoucha jebaliÎncă nu există evaluări
- WPS N°4 Oc 7010Document2 paginiWPS N°4 Oc 7010Said100% (1)
- WQR Saf 015Document1 paginăWQR Saf 015Radj SoLoÎncă nu există evaluări
- WPs Magi Inx11111Document7 paginiWPs Magi Inx11111Danem HalasÎncă nu există evaluări
- Plan D'Inspection QualiteDocument4 paginiPlan D'Inspection QualiteAldany Berancy Dorvela BitsindouÎncă nu există evaluări
- DMOS11Document1 paginăDMOS11sakina laabidÎncă nu există evaluări
- ControleDocument4 paginiControleOlss BbzoÎncă nu există evaluări
- CEWAC QMOS ExplicationDocument2 paginiCEWAC QMOS ExplicationAmi Roslane100% (1)
- Cours Guide en 15614-1Document33 paginiCours Guide en 15614-1laz_kÎncă nu există evaluări
- Vademecum Pour Inspecteur - Type de Défauts - CopieDocument86 paginiVademecum Pour Inspecteur - Type de Défauts - CopieIbrahima BIBANG0% (1)
- API 1104 Illustrations D'imperfections de SouduresDocument2 paginiAPI 1104 Illustrations D'imperfections de SouduresFethi BELOUISÎncă nu există evaluări
- ASME IX Variables WPS - SMAWDocument1 paginăASME IX Variables WPS - SMAWFethi BELOUISÎncă nu există evaluări
- Rediger Et Verifier Un Cahier de SoudageDocument2 paginiRediger Et Verifier Un Cahier de SoudageTeam QuestIn100% (2)
- Dmos Ato 5755 32Document4 paginiDmos Ato 5755 32Patrick BaridonÎncă nu există evaluări
- Procedure DP Lala Abdia 8x40 GZ1Document17 paginiProcedure DP Lala Abdia 8x40 GZ1Tayyeb Ouis100% (1)
- EssaisDocument24 paginiEssaisNaceri Mohamed RedhaÎncă nu există evaluări
- Comment Bien Choisir Son Gaz de Protection de Soudage Selon Le Procédé ENBAGDocument14 paginiComment Bien Choisir Son Gaz de Protection de Soudage Selon Le Procédé ENBAGdaemsalÎncă nu există evaluări
- SEANCE-45 - Lire Et Interpréter La Norme de Qualification de Soudage ISO 9606-1Document21 paginiSEANCE-45 - Lire Et Interpréter La Norme de Qualification de Soudage ISO 9606-1Julian EmpraÎncă nu există evaluări
- Catalogue de Formation Du CETIME ©2019 (2ème Édition)Document4 paginiCatalogue de Formation Du CETIME ©2019 (2ème Édition)Le CETIME - Centre Technique des Industries Mécaniques et ÉlectriquesÎncă nu există evaluări
- Grue 1Document2 paginiGrue 1alex mackaghaÎncă nu există evaluări
- 07-19 Oil Libya Mesure D'épaisseurDocument6 pagini07-19 Oil Libya Mesure D'épaisseurZarai MaherÎncă nu există evaluări
- Iso 4063Document1 paginăIso 4063Vivien EmeraldoÎncă nu există evaluări
- Procèdes de Soudage SAWDocument7 paginiProcèdes de Soudage SAWFethi BELOUISÎncă nu există evaluări
- Rédaction Dmos WPS de Soudage Eswl 01 2019Document2 paginiRédaction Dmos WPS de Soudage Eswl 01 2019saxhorn100% (2)
- Achat Sur Stock Clapets Anti Retour 8''Document32 paginiAchat Sur Stock Clapets Anti Retour 8''SaidÎncă nu există evaluări
- Contrôle Soudage 2Document28 paginiContrôle Soudage 2rbibouh100% (1)
- 7 - Catalogue2007SoudageTig Inertage94 114Document20 pagini7 - Catalogue2007SoudageTig Inertage94 114daemsalÎncă nu există evaluări
- Aquaprox PC7300-Fiche TechDocument2 paginiAquaprox PC7300-Fiche TechRedhouane OudjidaÎncă nu există evaluări
- Problèmes Et Défauts de Soudage - Causes Et Remèdes PDFDocument1 paginăProblèmes Et Défauts de Soudage - Causes Et Remèdes PDFmail_younes6592100% (1)
- Liste Des Taches de L'inspecteur en SoudageDocument9 paginiListe Des Taches de L'inspecteur en SoudageFethi BELOUISÎncă nu există evaluări
- IWIPDocument87 paginiIWIPg33k59Încă nu există evaluări
- Tableau Des Couples de Serrage de BrideDocument3 paginiTableau Des Couples de Serrage de Bridedi piazzaÎncă nu există evaluări
- Provincial Registration: MS WPDocument2 paginiProvincial Registration: MS WPazertyÎncă nu există evaluări
- Specification de de Soudage Partie Local Technique Z21: Type D'enrobageDocument2 paginiSpecification de de Soudage Partie Local Technique Z21: Type D'enrobagesifaouiÎncă nu există evaluări
- 316L-GTSM-002 R.00Document3 pagini316L-GTSM-002 R.00Massimo FumarolaÎncă nu există evaluări
- CS-GT-009 R.00Document2 paginiCS-GT-009 R.00Massimo FumarolaÎncă nu există evaluări
- 1 PDFDocument41 pagini1 PDFKhalidMoutarajiÎncă nu există evaluări
- Welding Procedure Specification Descript de Mode Opératoire de SoudageDocument2 paginiWelding Procedure Specification Descript de Mode Opératoire de SoudageMassimo FumarolaÎncă nu există evaluări
- 133-WPS Blondin2170Document1 pagină133-WPS Blondin2170sakina laabidÎncă nu există evaluări
- Modele DMOS2022-03-0003-1Document7 paginiModele DMOS2022-03-0003-1maazouz radouaneÎncă nu există evaluări
- Img 004Document1 paginăImg 004Aïdara SowÎncă nu există evaluări
- WPS BoumerdesDocument13 paginiWPS BoumerdesBensmatÎncă nu există evaluări
- 5025 Soco MT 1364 16Document1 pagină5025 Soco MT 1364 16Zouhair BenmabroukÎncă nu există evaluări
- 5025 Soco PT 421 16Document1 pagină5025 Soco PT 421 16Zouhair BenmabroukÎncă nu există evaluări
- 5025 Soco MT 412 16Document1 pagină5025 Soco MT 412 16Zouhair Benmabrouk100% (1)
- 5025 Soco PT 413 16Document2 pagini5025 Soco PT 413 16Zouhair BenmabroukÎncă nu există evaluări
- 5025 Soco PT 421 16Document1 pagină5025 Soco PT 421 16Zouhair BenmabroukÎncă nu există evaluări
- 5025 Soco MT 423 16Document1 pagină5025 Soco MT 423 16Zouhair BenmabroukÎncă nu există evaluări
- 5025 Soco PT 421 16Document1 pagină5025 Soco PT 421 16Zouhair BenmabroukÎncă nu există evaluări
- 5025 Soco PT 421 16Document1 pagină5025 Soco PT 421 16Zouhair BenmabroukÎncă nu există evaluări
- Rapport Inspection Echangeur: Caracteristiques TechniquesDocument5 paginiRapport Inspection Echangeur: Caracteristiques TechniquesZouhair BenmabroukÎncă nu există evaluări
- 5025 Soco PT 421 16Document1 pagină5025 Soco PT 421 16Zouhair BenmabroukÎncă nu există evaluări
- Welder LOG 2017Document2 paginiWelder LOG 2017Zouhair BenmabroukÎncă nu există evaluări
- 8.34C306 Iv-Ta-2014Document6 pagini8.34C306 Iv-Ta-2014Zouhair BenmabroukÎncă nu există evaluări
- Rapport Inspection Echangeur: RAPPORT N°:0315-436-IV 36-E-123 BDocument7 paginiRapport Inspection Echangeur: RAPPORT N°:0315-436-IV 36-E-123 BZouhair BenmabroukÎncă nu există evaluări
- 3.34H101 Iv-Ta-2014Document10 pagini3.34H101 Iv-Ta-2014Zouhair BenmabroukÎncă nu există evaluări
- 1.36H101 Iv-Ta-2014Document22 pagini1.36H101 Iv-Ta-2014Zouhair BenmabroukÎncă nu există evaluări
- 6.34C201 Iv-Ta-2014Document12 pagini6.34C201 Iv-Ta-2014Zouhair BenmabroukÎncă nu există evaluări
- Assistant de Soudage Et ASME PDFDocument11 paginiAssistant de Soudage Et ASME PDFKamel BousninaÎncă nu există evaluări
- 3040guide Qualitesoudage-2010Document46 pagini3040guide Qualitesoudage-2010YahyaMoummouÎncă nu există evaluări
- 2.34H201 Iv-Ta-2014Document14 pagini2.34H201 Iv-Ta-2014Zouhair BenmabroukÎncă nu există evaluări
- WPS Et PQR-193Document18 paginiWPS Et PQR-193Zouhair Benmabrouk100% (1)
- Repertoire Des Memoires 2014Document121 paginiRepertoire Des Memoires 2014Prince TendjonÎncă nu există evaluări
- Mini Projet SprayDocument9 paginiMini Projet Sprayanass benhassi100% (1)
- LEVOTHYROX - Sommation Interpellative Extraits Sans Nom 02112017Document5 paginiLEVOTHYROX - Sommation Interpellative Extraits Sans Nom 02112017Christophe LèguevaquesÎncă nu există evaluări
- 3 MSPMChap 3Document26 pagini3 MSPMChap 3soumia bouÎncă nu există evaluări
- STG C120Document14 paginiSTG C120bouabdallah laref100% (1)
- GazochimieDocument9 paginiGazochimieHadjer zitÎncă nu există evaluări
- NotcompDocument37 paginiNotcompxxxÎncă nu există evaluări
- UranuimDocument40 paginiUranuimOussama DhahriÎncă nu există evaluări
- ENAP CHLORIC CC Blanc F C Ref 218103901Document1 paginăENAP CHLORIC CC Blanc F C Ref 218103901massiÎncă nu există evaluări
- 47K - Operating Manual - 10052472 - 09 - FRDocument39 pagini47K - Operating Manual - 10052472 - 09 - FRAhmed HarratÎncă nu există evaluări
- Chapitre I: Formes Des Médicaments SolidesDocument22 paginiChapitre I: Formes Des Médicaments SolidesDjellal Zahariya mohammadÎncă nu există evaluări
- Copie de Annale Finalisée - A4 VF ProfsDocument83 paginiCopie de Annale Finalisée - A4 VF Profsfalilou loÎncă nu există evaluări
- Ca CL 2Document1 paginăCa CL 2Fatima VessaliusÎncă nu există evaluări
- Solutions Ozone Eau Potable WedecoDocument8 paginiSolutions Ozone Eau Potable WedecoalainÎncă nu există evaluări
- Arrêté2008 885 PDFDocument14 paginiArrêté2008 885 PDFkhouloudÎncă nu există evaluări
- Ec AntoineDocument28 paginiEc AntoineAlicia ZÎncă nu există evaluări
- 17-Techniques de Biologie MoléculaireDocument76 pagini17-Techniques de Biologie MoléculaireInsafÎncă nu există evaluări
- Dosage de L'acide Citrique Dans Un Détartrant Commercial (Corrigé)Document4 paginiDosage de L'acide Citrique Dans Un Détartrant Commercial (Corrigé)theobromine100% (5)
- Determination A Sec Du Coefficient Micro-DevalDocument3 paginiDetermination A Sec Du Coefficient Micro-DevalL'acteur VictimeÎncă nu există evaluări
- Revisions 2nd Atomes Et Molecules PDFDocument2 paginiRevisions 2nd Atomes Et Molecules PDFSaad MabchourÎncă nu există evaluări
- MSDS HelichryseDocument26 paginiMSDS HelichryseOnjaÎncă nu există evaluări
- Exercices Diversite Usage MatiereDocument2 paginiExercices Diversite Usage Matierem.cadartÎncă nu există evaluări
- Fiche Métier - Employé de Station ServiceDocument11 paginiFiche Métier - Employé de Station ServiceCHEIKH ALIOU SOUANEÎncă nu există evaluări