S-ar putea să vă placă și
- Maquinabilidad en PolimerosDocument8 paginiMaquinabilidad en PolimerosPablo Ortiz Tobar0% (1)
- Tratamiento Termico de Aceros Al Carbono Especiales y para Herramientas PDFDocument127 paginiTratamiento Termico de Aceros Al Carbono Especiales y para Herramientas PDFedid100% (1)
- Metodos de Ensayo de La MaquinabilidadDocument9 paginiMetodos de Ensayo de La MaquinabilidadEry FreireÎncă nu există evaluări
- Diseño de Una Caja ReductoraDocument5 paginiDiseño de Una Caja ReductoraDario FueltalaÎncă nu există evaluări
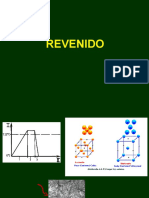
- Revenido Ciencia de MaterialesDocument16 paginiRevenido Ciencia de Materialeslord_helix_hell666100% (1)
- SoldaduraDocument490 paginiSoldaduraDavid Andres Zapata PiñerosÎncă nu există evaluări
- 4130Document7 pagini4130Ale AriasÎncă nu există evaluări
- Unidad 8 MetrologiaDocument3 paginiUnidad 8 MetrologiaVíctorÎncă nu există evaluări
- Equivalencias AceroDocument8 paginiEquivalencias AceroPatricia VegaÎncă nu există evaluări
- Torn Oh AssDocument63 paginiTorn Oh AssEdgar Meza BecharaÎncă nu există evaluări
- Tallado de DientesDocument9 paginiTallado de DientesPrimo Rey'esÎncă nu există evaluări
- Calculo de Fibra NeutraDocument7 paginiCalculo de Fibra NeutraJose Luis CascamaytaÎncă nu există evaluări
- Metalografia de Los AcerosDocument198 paginiMetalografia de Los AcerosYrayaÎncă nu există evaluări
- PulvimetalurgiaDocument117 paginiPulvimetalurgiadyve_3Încă nu există evaluări
- Diseno de Una Caja Reductora de VelocidadesDocument90 paginiDiseno de Una Caja Reductora de VelocidadesdavidpenaherreraÎncă nu există evaluări
- Consulta Historia de La SoldaduraDocument5 paginiConsulta Historia de La SoldaduraGustavo PomaqueroÎncă nu există evaluări
- Diseño de RisersDocument31 paginiDiseño de Risersjduran_307951Încă nu există evaluări
- TornoDocument8 paginiTornoRobert pinedaÎncă nu există evaluări
- ElectroerocionDocument16 paginiElectroerocionalexanderÎncă nu există evaluări
- Ductibilidad CorregidaDocument32 paginiDuctibilidad CorregidaBraulio MartínezÎncă nu există evaluări
- E05 Ensayo ErichsenDocument5 paginiE05 Ensayo ErichsenKaro Pand FloresÎncă nu există evaluări
- Representación de ConjuntosDocument26 paginiRepresentación de ConjuntosBruno Sanchez FdezÎncă nu există evaluări
- Tipos de Fresas de CarburoDocument13 paginiTipos de Fresas de CarburoMarco A VelascoÎncă nu există evaluări
- Escuadrado en FresadoraDocument2 paginiEscuadrado en FresadoraMisael Lopez BadilloÎncă nu există evaluări
- MaquinabilidadDocument10 paginiMaquinabilidadMarianoÎncă nu există evaluări
- Cadena CinemáticaDocument13 paginiCadena CinemáticaEd AntonioÎncă nu există evaluări
- Afilado de Cuchillas para TornosDocument28 paginiAfilado de Cuchillas para TornosM Laura EdderÎncă nu există evaluări
- Simbolos de MecanizadoDocument13 paginiSimbolos de MecanizadoDidier MorenoÎncă nu există evaluări
- Rectificador para Superficies Cilindricas UniversalDocument21 paginiRectificador para Superficies Cilindricas Universaljessi123456789Încă nu există evaluări
- Corte Por MatriceriaDocument18 paginiCorte Por MatriceriaPatrickGustavoSuyoMarin100% (1)
- Vir ToolDocument4 paginiVir ToolRobertoVintimilla100% (1)
- Cómo Anodizar AluminioDocument25 paginiCómo Anodizar AluminioOmar BozziniÎncă nu există evaluări
- Guia Rapida Instrumentos de Medicion de Redondez PDFDocument2 paginiGuia Rapida Instrumentos de Medicion de Redondez PDFMiguel AgustinÎncă nu există evaluări
- Clasificacion de Los AcerosDocument17 paginiClasificacion de Los AcerosESTUARDO MAMANI TORRESÎncă nu există evaluări
- Amef Afiladora Ar5-EDocument4 paginiAmef Afiladora Ar5-EClaudia Patricia Roncancio Peña100% (1)
- Ensayo de Dureza Al Lapiz Vf2377 m34Document3 paginiEnsayo de Dureza Al Lapiz Vf2377 m34LAMBERTO100% (1)
- Diseño de Ruedas DentadasDocument4 paginiDiseño de Ruedas DentadasManuel MedinaÎncă nu există evaluări
- Materiales y Geometría para Herramientas de MecanizadoDocument9 paginiMateriales y Geometría para Herramientas de MecanizadoJosé MorenoÎncă nu există evaluări
- Accesorios de Maq Fresadora PDFDocument3 paginiAccesorios de Maq Fresadora PDFDaniel Navarro100% (1)
- Brocas y Angulos de CorteDocument13 paginiBrocas y Angulos de Corteamerico orinocoÎncă nu există evaluări
- 2 - Dibujo Industrial PDFDocument8 pagini2 - Dibujo Industrial PDFMiguel AlarconÎncă nu există evaluări
- Mecanizado Por Arranque de VirutaDocument10 paginiMecanizado Por Arranque de VirutaJhonatan BernoÎncă nu există evaluări
- Tipos de Remaches en La AviacionDocument10 paginiTipos de Remaches en La AviacionNatalia Gutierrez Huerta0% (1)
- Divisiones en FresadoraDocument9 paginiDivisiones en FresadoraMiguexzy50% (2)
- 1 Cojinetes de DeslizamientoDocument17 pagini1 Cojinetes de DeslizamientoDaneisi Andreina Silva BolivarÎncă nu există evaluări
- Rectificadora y AfiladoraDocument13 paginiRectificadora y AfiladoraLukas Sebastián Moncada JeldesÎncă nu există evaluări
- Tratamiento Termoquimico Jose Castillo BurgosDocument15 paginiTratamiento Termoquimico Jose Castillo BurgosJose Castillo BurgosÎncă nu există evaluări
- Guía de ElectrodosDocument3 paginiGuía de ElectrodosAlberto RiveraÎncă nu există evaluări
- AbrasivosDocument14 paginiAbrasivosluisÎncă nu există evaluări
- Ficha Matricula Version 5Document179 paginiFicha Matricula Version 5Julian UrquijoÎncă nu există evaluări
- Fresa DoDocument21 paginiFresa DoSergio CastillaÎncă nu există evaluări
- TaladradoDocument23 paginiTaladradoKevin López100% (1)
- C604 Ensayo ErichsenDocument6 paginiC604 Ensayo ErichsenDiego RojasÎncă nu există evaluări
- Aluminio y Aleaciones de Aluminio - WeldersDocument53 paginiAluminio y Aleaciones de Aluminio - WeldersCarlos Arturo Rojas CamargoÎncă nu există evaluări
- Cesar - Garrido - Proyecto FinalDocument17 paginiCesar - Garrido - Proyecto FinalCesar Garrido0% (1)
- 5) Rectificadora Cilíndrica Interna, Asignación 6Document6 pagini5) Rectificadora Cilíndrica Interna, Asignación 6Oscar LoveraÎncă nu există evaluări
- $RZVWZQMDocument5 pagini$RZVWZQMEdwin GuzmánÎncă nu există evaluări
- Partes Del TornoDocument8 paginiPartes Del TornoFRANCISCO EMMANUEL GODINEZ MARTINEZÎncă nu există evaluări
- Elementos Mecanicos TPMDocument78 paginiElementos Mecanicos TPMjuan pablo araizaÎncă nu există evaluări
- PDF Proyecto Final Fundamentos Claudio Muoz Carbacho DLDocument14 paginiPDF Proyecto Final Fundamentos Claudio Muoz Carbacho DLAabazola CristianÎncă nu există evaluări
- KM 2014 - 2034 - 2035 - 2052 - 2054 - es-ESDocument64 paginiKM 2014 - 2034 - 2035 - 2052 - 2054 - es-ESpanxodehieloÎncă nu există evaluări
- Catalogo Sack 2020Document80 paginiCatalogo Sack 2020Marcela Salvatierra0% (1)
- D1.1 2015 Spa PV PDFDocument25 paginiD1.1 2015 Spa PV PDFc.brusco0% (1)
- E02 Medicion de DurezaDocument10 paginiE02 Medicion de DurezapanxodehieloÎncă nu există evaluări
- EstadisticaDocument5 paginiEstadisticaMía Scarleth Reyes LópezÎncă nu există evaluări
- 2) Trigo CalidadDocument40 pagini2) Trigo CalidadCarla Patricia Delgadillo RomeroÎncă nu există evaluări
- Compresores Kaeser PDFDocument21 paginiCompresores Kaeser PDFAngel MtzÎncă nu există evaluări
- 7 - Enlace QuímicoDocument58 pagini7 - Enlace QuímicoAndrew RodriguezÎncă nu există evaluări
- Informe FluvialTABLACHACADocument21 paginiInforme FluvialTABLACHACADashiell MunarrizÎncă nu există evaluări
- Enlaces QuimicosDocument13 paginiEnlaces QuimicosFreddy PoloÎncă nu există evaluări
- Uso Del Potenciómetro y Determinación de PHDocument14 paginiUso Del Potenciómetro y Determinación de PHMarjhory AylingÎncă nu există evaluări
- Coche de CuracionesDocument5 paginiCoche de CuracionesJennyCracyBuiyi50% (2)
- Clas Enriqueta GarciaDocument11 paginiClas Enriqueta GarciaIram BonfilÎncă nu există evaluări
- HT Auromastic 80 EPDocument3 paginiHT Auromastic 80 EPAngelTinoco100% (1)
- Equipos 9.3 Trasvase Liquidos Hvsp250cDocument9 paginiEquipos 9.3 Trasvase Liquidos Hvsp250csensuor2015Încă nu există evaluări
- 05-Enlace QuimicoDocument61 pagini05-Enlace QuimicovibehuanÎncă nu există evaluări
- Funcion Hidroxido para Segundo de SecundariaDocument6 paginiFuncion Hidroxido para Segundo de SecundariasecÎncă nu există evaluări
- Diapositivas de Exposición de DensidadDocument26 paginiDiapositivas de Exposición de DensidadMikella f43Încă nu există evaluări
- Clasificacion de La MateriaDocument14 paginiClasificacion de La MateriaJuan Cesar Laura PalaciosÎncă nu există evaluări
- p2014301 Drenajes Zonas Industriales PDFDocument44 paginip2014301 Drenajes Zonas Industriales PDFSusan Sue Berrospi MerinoÎncă nu există evaluări
- Proceso ConstructivoDocument22 paginiProceso ConstructivoMartinTipoMamaniÎncă nu există evaluări
- Exposicion Problemas de Mecánica de Suelos en El PerúDocument36 paginiExposicion Problemas de Mecánica de Suelos en El PerúTheMaddox5000Încă nu există evaluări
- EA1 Diodos Ejer ResueltosDocument5 paginiEA1 Diodos Ejer ResueltosRodney Ernesto Rodríguez RojasÎncă nu există evaluări
- Calculo Estructural - Vivenda UnifamiliarDocument26 paginiCalculo Estructural - Vivenda UnifamiliarorteanÎncă nu există evaluări
- Identificacion de Elementos Por Su Longitud de OndaDocument5 paginiIdentificacion de Elementos Por Su Longitud de OndaGi SellÎncă nu există evaluări
- TEMA 3 MICROBIOLOGIA y La Tabla PeriodicaDocument11 paginiTEMA 3 MICROBIOLOGIA y La Tabla PeriodicaAnonymous b8cDdRiÎncă nu există evaluări
- Guia Toxicologia Actualizadas 2009Document276 paginiGuia Toxicologia Actualizadas 2009Juan David OsorioÎncă nu există evaluări
- MARCO TEORICO y Materiales de AbrasionDocument5 paginiMARCO TEORICO y Materiales de AbrasionFlores RoxÎncă nu există evaluări
- 5-Int. Estereoquímica y Anal 2Document14 pagini5-Int. Estereoquímica y Anal 2Briseida RuizÎncă nu există evaluări
- Mircrocirculación Del CuerpoDocument16 paginiMircrocirculación Del CuerpoBrian AcostaÎncă nu există evaluări
- Prueba Pilas Con Campana 08092016Document28 paginiPrueba Pilas Con Campana 08092016Cesar ZamudioÎncă nu există evaluări
- Morken Group - Monitoreo de La CorrosiónDocument3 paginiMorken Group - Monitoreo de La CorrosiónCarlos QuishpeÎncă nu există evaluări
- 3 Superficies Planas y CurvasDocument20 pagini3 Superficies Planas y Curvasmichael chavez espinozaÎncă nu există evaluări
- Borrador de TesisDocument47 paginiBorrador de TesisGeminis SanchezÎncă nu există evaluări