S-ar putea să vă placă și
- AVO Turbo Install GuideDocument23 paginiAVO Turbo Install GuideThomas Havier100% (1)
- 9 Understanding Analysis Failures and WarningsDocument6 pagini9 Understanding Analysis Failures and WarningsSara RamliÎncă nu există evaluări
- Applied Mechanics SopDocument2 paginiApplied Mechanics Sopneerajmohanvp100% (3)
- 4TWX4036 Service FactsDocument4 pagini4TWX4036 Service FactsAlejandro OrdoñezÎncă nu există evaluări
- Sail NB Diesel MY15 28287957Document212 paginiSail NB Diesel MY15 28287957L Pampana100% (1)
- HS402 DIY Oscilloscope Components List: Designator Quantity Value Description Footprint Comment PhotoDocument5 paginiHS402 DIY Oscilloscope Components List: Designator Quantity Value Description Footprint Comment PhotoИльнур ТагировÎncă nu există evaluări
- Sand BlastingDocument1 paginăSand BlastingReynaldo PesqueraÎncă nu există evaluări
- Engine 4Hk1-Tc: Workshop ManualDocument301 paginiEngine 4Hk1-Tc: Workshop ManualMauricio Gomez Gomez67% (3)
- Genie GS-3268 RT Service ManualDocument183 paginiGenie GS-3268 RT Service ManualBosko100% (3)
- BGS 2013Document617 paginiBGS 2013HERRAPROÎncă nu există evaluări
- Sidchrome Pro Tool Deals - July-Sep 2014Document12 paginiSidchrome Pro Tool Deals - July-Sep 2014Riverland Welding and Tool SuppliesÎncă nu există evaluări
- Pulsar 180 Ug3Document44 paginiPulsar 180 Ug3PurwadiÎncă nu există evaluări
- ch46Document15 paginich46jose perezÎncă nu există evaluări
- Toyota: Driving The Mainstream Market To Purchase Hybrid Electric VehiclesDocument21 paginiToyota: Driving The Mainstream Market To Purchase Hybrid Electric VehiclesariefakbarÎncă nu există evaluări
- Fluid Tech-Info enDocument17 paginiFluid Tech-Info enadhityaÎncă nu există evaluări
- 2005 Threading Full CatalogDocument427 pagini2005 Threading Full CatalogMiranda RoodÎncă nu există evaluări
- HeliCoil Aftermarket CatalogueDocument24 paginiHeliCoil Aftermarket CatalogueAce Industrial SuppliesÎncă nu există evaluări
- BGSDocument328 paginiBGSDorin PaslaruÎncă nu există evaluări
- Engine Coolant Temperature Sensor - WikipediaDocument6 paginiEngine Coolant Temperature Sensor - WikipediaMohan PreethÎncă nu există evaluări
- Manual de Partes Platina 125 Dos BujiasDocument43 paginiManual de Partes Platina 125 Dos BujiasAnonymous iaqwR2gZ28Încă nu există evaluări
- Bajaj PulsarDocument32 paginiBajaj Pulsarkuldeep_sumera100% (1)
- List of Tools For AutomotiveDocument4 paginiList of Tools For AutomotiveGilbert MendozaÎncă nu există evaluări
- Thread Repair Using Timesert Thread Repair Kit: Quick Training Guide - Qt114ADocument11 paginiThread Repair Using Timesert Thread Repair Kit: Quick Training Guide - Qt114AThang TongÎncă nu există evaluări
- Xenon RXDocument130 paginiXenon RXbhushan kalwaÎncă nu există evaluări
- Bajaj - Pulsar135 PDFDocument74 paginiBajaj - Pulsar135 PDFMalik Muhammad100% (2)
- HeliCoil Aftermarket Catalogue 2Document24 paginiHeliCoil Aftermarket Catalogue 2Ace Industrial SuppliesÎncă nu există evaluări
- Pulsar 200 NS OMDocument63 paginiPulsar 200 NS OMCassandra Thompson100% (4)
- Brake Inspection: Quick Training Guide - QT512ADocument7 paginiBrake Inspection: Quick Training Guide - QT512AThang TongÎncă nu există evaluări
- 6 Stroke EngineDocument22 pagini6 Stroke Enginevivek kumar singhÎncă nu există evaluări
- Basic Alignment Geometry: Quick Training Guide - QT411CDocument9 paginiBasic Alignment Geometry: Quick Training Guide - QT411CThang TongÎncă nu există evaluări
- Manuale Stazione Di Servizio: APE TM BenzinaDocument144 paginiManuale Stazione Di Servizio: APE TM BenzinaAhmed KasamÎncă nu există evaluări
- Thread-Cutting Tools and Procedures: Session 9Document22 paginiThread-Cutting Tools and Procedures: Session 9Rodel M. VasquezÎncă nu există evaluări
- Instruction Manual: P/N 30-2860 B Series COP Conversion KitDocument22 paginiInstruction Manual: P/N 30-2860 B Series COP Conversion KitWhiro Opo Arief100% (1)
- Automatic Transaxle: SectionDocument754 paginiAutomatic Transaxle: SectionElias SerranoÎncă nu există evaluări
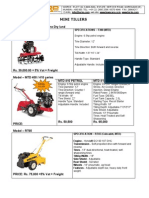
- MTD Front Tyne Tillers - 2012Document2 paginiMTD Front Tyne Tillers - 2012Rickson Viahul Rayan C100% (1)
- Advanced Alignment Geometry: Quick ReferenceDocument1 paginăAdvanced Alignment Geometry: Quick ReferenceThang TongÎncă nu există evaluări
- BT49QT-9 - : User Manual, Service Schedule & HistoryDocument26 paginiBT49QT-9 - : User Manual, Service Schedule & Historysanja721Încă nu există evaluări
- Caddy LHN 130, 140, 200, (Caddy) PDFDocument36 paginiCaddy LHN 130, 140, 200, (Caddy) PDFPE TruÎncă nu există evaluări
- Alineadora 650 660 Lista de PartesDocument24 paginiAlineadora 650 660 Lista de PartesHenry AlvaxÎncă nu există evaluări
- Hydraulic ABS Specification: I. Product ProfileDocument12 paginiHydraulic ABS Specification: I. Product ProfileMarlon MartinezÎncă nu există evaluări
- Optima 2009 2.4L PDFDocument65 paginiOptima 2009 2.4L PDFJuan SalinasÎncă nu există evaluări
- Unit 2-AEEDocument128 paginiUnit 2-AEEChidananda BasavannaÎncă nu există evaluări
- Technical Specifications of Hero Honda Super SplendorDocument4 paginiTechnical Specifications of Hero Honda Super SplendorMayur ParekhÎncă nu există evaluări
- Delphi MT05 Engine Control Module Series: BenefitsDocument2 paginiDelphi MT05 Engine Control Module Series: BenefitsAdrian IvanissevichÎncă nu există evaluări
- AC Pressure Chart R-134a Temperature Pressure ChartDocument3 paginiAC Pressure Chart R-134a Temperature Pressure ChartJoseph Tchagou PoumoÎncă nu există evaluări
- Fe04a PDFDocument32 paginiFe04a PDFvette512Încă nu există evaluări
- Discover 150 STDocument82 paginiDiscover 150 STRobertoÎncă nu există evaluări
- Auto WikiDocument313 paginiAuto WikijhpandiÎncă nu există evaluări
- Bosch™ ECM Injector Driver Connector SeriesDocument6 paginiBosch™ ECM Injector Driver Connector SeriesO mecanicoÎncă nu există evaluări
- 2003 Yamaha WR450F Partscatalog PDFDocument62 pagini2003 Yamaha WR450F Partscatalog PDFPACHYYNÎncă nu există evaluări
- 1999 To 2003 Lancer Electrical ManualDocument235 pagini1999 To 2003 Lancer Electrical ManualLeo lopezÎncă nu există evaluări
- VR Conditioner v3.1 - PNPDocument2 paginiVR Conditioner v3.1 - PNPFreddy Campos100% (1)
- Boxer BM 150 270415Document72 paginiBoxer BM 150 270415visugue_26100% (1)
- KC ToolsDocument4 paginiKC ToolsRiverland Welding and Tool SuppliesÎncă nu există evaluări
- Gsr600k7e19 PDFDocument96 paginiGsr600k7e19 PDFAdolfoÎncă nu există evaluări
- Z4 E85 Hardtop Retrofit KitDocument11 paginiZ4 E85 Hardtop Retrofit KitChristian MariÎncă nu există evaluări
- Pulsar 135 Ls SPC 2011Document74 paginiPulsar 135 Ls SPC 2011Maria CruzÎncă nu există evaluări
- O2 Signal ModifierDocument3 paginiO2 Signal ModifierclistingacctÎncă nu există evaluări
- Digital SpeedometerDocument3 paginiDigital SpeedometerchakralabsÎncă nu există evaluări
- Toyota Problem CodesDocument1 paginăToyota Problem CodesFluke Ranza100% (2)
- Auto V3Document371 paginiAuto V3Adam OlowÎncă nu există evaluări
- DY-560-760G ManualDocument66 paginiDY-560-760G ManualJose SoMarÎncă nu există evaluări
- Drill StemDocument28 paginiDrill Stemchonubobby100% (1)
- Amcan Threaded Products IncDocument78 paginiAmcan Threaded Products IncraffyphÎncă nu există evaluări
- ReflectionDocument2 paginiReflectionReynaldo PesqueraÎncă nu există evaluări
- Gensan A3 CompilationDocument4 paginiGensan A3 CompilationReynaldo PesqueraÎncă nu există evaluări
- Unipos Catalog JJLPDocument40 paginiUnipos Catalog JJLPReynaldo PesqueraÎncă nu există evaluări
- 8051 SchematicDocument37 pagini8051 SchematicShabeeb Ali OruvangaraÎncă nu există evaluări
- ReflectionDocument2 paginiReflectionReynaldo PesqueraÎncă nu există evaluări
- Behavior Observations ReportDocument1 paginăBehavior Observations ReportReynaldo PesqueraÎncă nu există evaluări
- Title:: Family Friends Communication Challenges With Family and FriendsDocument1 paginăTitle:: Family Friends Communication Challenges With Family and FriendsReynaldo PesqueraÎncă nu există evaluări
- PaintingDocument1 paginăPaintingReynaldo PesqueraÎncă nu există evaluări
- Insulation Resistance ReportDocument2 paginiInsulation Resistance ReportReynaldo PesqueraÎncă nu există evaluări
- Removal of ScaffoldingDocument1 paginăRemoval of ScaffoldingReynaldo PesqueraÎncă nu există evaluări
- Comprehensive BOSH Manual 2017 Ed02Document133 paginiComprehensive BOSH Manual 2017 Ed02Reynaldo Pesquera50% (2)
- Free DivingDocument6 paginiFree DivingReynaldo PesqueraÎncă nu există evaluări
- New Establishment RegistrationDocument1 paginăNew Establishment RegistrationBong PerezÎncă nu există evaluări
- Removal of ScaffoldingDocument1 paginăRemoval of ScaffoldingReynaldo PesqueraÎncă nu există evaluări
- Removal of ScaffoldingDocument1 paginăRemoval of ScaffoldingReynaldo PesqueraÎncă nu există evaluări
- Removal of ScaffoldingDocument1 paginăRemoval of ScaffoldingReynaldo PesqueraÎncă nu există evaluări
- Removal of ScaffoldingDocument1 paginăRemoval of ScaffoldingReynaldo PesqueraÎncă nu există evaluări
- Senora Anita 88Document6 paginiSenora Anita 88Reynaldo PesqueraÎncă nu există evaluări
- Job Hazard AnalysisDocument1 paginăJob Hazard AnalysisReynaldo PesqueraÎncă nu există evaluări
- Never Overload. Periodicity LubricateDocument1 paginăNever Overload. Periodicity LubricateReynaldo PesqueraÎncă nu există evaluări
- Insulation Resistance Report: Name of Circuit Volt Capacity Insulation Resistance (V) Machinery Line (MΩ) (MΩ)Document2 paginiInsulation Resistance Report: Name of Circuit Volt Capacity Insulation Resistance (V) Machinery Line (MΩ) (MΩ)Reynaldo PesqueraÎncă nu există evaluări
- Insulation Resistance Report: Name of Circuit Volt Capacity Insulation Resistance (V) Machinery Line (MΩ) (MΩ)Document4 paginiInsulation Resistance Report: Name of Circuit Volt Capacity Insulation Resistance (V) Machinery Line (MΩ) (MΩ)Reynaldo PesqueraÎncă nu există evaluări
- Never Overload. Periodicity LubricateDocument1 paginăNever Overload. Periodicity LubricateReynaldo PesqueraÎncă nu există evaluări
- QL S N S: Ungre S NF 4e J4ilippi eDocument17 paginiQL S N S: Ungre S NF 4e J4ilippi eReynaldo PesqueraÎncă nu există evaluări
- Electric Slipway Winch Maintenance Manual: CH MachineryDocument1 paginăElectric Slipway Winch Maintenance Manual: CH MachineryReynaldo PesqueraÎncă nu există evaluări
- Electric Slipway Winch Maintenance Manual: CH MachineryDocument1 paginăElectric Slipway Winch Maintenance Manual: CH MachineryReynaldo PesqueraÎncă nu există evaluări
- Evacuation Plan of IEBDocument2 paginiEvacuation Plan of IEBReynaldo PesqueraÎncă nu există evaluări
- Emergency Evacuation MapDocument4 paginiEmergency Evacuation MapReynaldo PesqueraÎncă nu există evaluări
- Job Hazard AnalysisDocument1 paginăJob Hazard AnalysisReynaldo PesqueraÎncă nu există evaluări
- DrawingDocument1 paginăDrawingM Tommy AdamsÎncă nu există evaluări
- 1 OnlineDocument21 pagini1 OnlineBành Đức MinhÎncă nu există evaluări
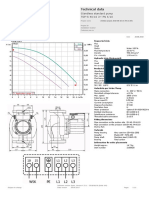
- BOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Document1 paginăBOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Sebastian FuentesÎncă nu există evaluări
- Corrente em MancalDocument146 paginiCorrente em MancalEdsonTomaselliÎncă nu există evaluări
- Egyptian Code of PracticeDocument263 paginiEgyptian Code of PracticeyhszaÎncă nu există evaluări
- 2007 Nissan Quest Power Steering Repair ManualDocument26 pagini2007 Nissan Quest Power Steering Repair ManualService Manual50% (2)
- European Codes - Steel Design To Eurocode 3 (EN 1993-1-1:2005)Document16 paginiEuropean Codes - Steel Design To Eurocode 3 (EN 1993-1-1:2005)Nicoleta cristianÎncă nu există evaluări
- Alliance Tires: Industrial Construction Machinary 321Document1 paginăAlliance Tires: Industrial Construction Machinary 321José Rojas AlvaradoÎncă nu există evaluări
- Comparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2/comparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2 PDFDocument13 paginiComparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2/comparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2 PDFruponline1Încă nu există evaluări
- Solid Liquid Separation - Centrifugal FiltrationDocument12 paginiSolid Liquid Separation - Centrifugal FiltrationAminEsmaeiliÎncă nu există evaluări
- AP Physics C 2004 With AnswersDocument18 paginiAP Physics C 2004 With AnswersjhbmleeÎncă nu există evaluări
- Instruction Manual D Series: ALLU Screener CrusherDocument89 paginiInstruction Manual D Series: ALLU Screener CrushershekharÎncă nu există evaluări
- J54-100 Parte1Document45 paginiJ54-100 Parte1angel gabriel perez valdezÎncă nu există evaluări
- Flat Spiral SpringsDocument2 paginiFlat Spiral SpringsBharani DaranÎncă nu există evaluări
- 30-2si (Low Ambient Temp - Pressure Control Accessory)Document16 pagini30-2si (Low Ambient Temp - Pressure Control Accessory)yogbru2010Încă nu există evaluări
- Briggs and Stratton 133412 - 0059 01 PartsMan (EN)Document31 paginiBriggs and Stratton 133412 - 0059 01 PartsMan (EN)Gisell ZapataÎncă nu există evaluări
- Transport PhenomenaDocument8 paginiTransport PhenomenawaqaskhanÎncă nu există evaluări
- Lecture 39 PDFDocument23 paginiLecture 39 PDFmyusuf_engineerÎncă nu există evaluări
- Power Team Manual Valves - CatalogDocument1 paginăPower Team Manual Valves - CatalogTitanplyÎncă nu există evaluări
- Assignment AgnessDocument6 paginiAssignment AgnesshassanjeremiahmaidokiÎncă nu există evaluări
- Solar Refrigeration ReportDocument64 paginiSolar Refrigeration ReportSakshi JoshiÎncă nu există evaluări
- Acoustic Noise MotorsDocument12 paginiAcoustic Noise MotorsAnonymous kr9TDDmWfJÎncă nu există evaluări
- 2-1TS-60T0-R0 Alloy VerificationDocument17 pagini2-1TS-60T0-R0 Alloy VerificationArooba AroojÎncă nu există evaluări
- Hydraulic Jet PumpDocument3 paginiHydraulic Jet Pumpvictor javier nuñezÎncă nu există evaluări
- AD0068959Document47 paginiAD0068959ali_raza117Încă nu există evaluări
- Operating Check List For Disel Generator: Date: TimeDocument2 paginiOperating Check List For Disel Generator: Date: TimeAshfaq BilwarÎncă nu există evaluări