S-ar putea să vă placă și
- Low Energy Arc Joining Process For Materials Sensitive To HeatDocument5 paginiLow Energy Arc Joining Process For Materials Sensitive To Heatbizo88Încă nu există evaluări
- Two Way Arc Welding For Deeper and Narrower Penetration: Sambhav Jain, Nisarg ShahDocument4 paginiTwo Way Arc Welding For Deeper and Narrower Penetration: Sambhav Jain, Nisarg ShaherpublicationÎncă nu există evaluări
- CMT Short Circuit Metal TransferDocument3 paginiCMT Short Circuit Metal Transferkarthick32mechÎncă nu există evaluări
- Mig Welding - Setting InductanceDocument4 paginiMig Welding - Setting InductanceahmedÎncă nu există evaluări
- Mig Welding - Setting InductanceDocument7 paginiMig Welding - Setting InductanceahmedÎncă nu există evaluări
- Production of Magnetic Field Using SuperconductorsDocument7 paginiProduction of Magnetic Field Using SuperconductorsSeenipandian RaviÎncă nu există evaluări
- Stud WeldingDocument10 paginiStud WeldingjesoneliteÎncă nu există evaluări
- MDPN242: Casting, Forming and Welding GmawDocument6 paginiMDPN242: Casting, Forming and Welding GmawEl LordÎncă nu există evaluări
- Svetsaren Vol 54-3 Equipment For Aluminium WeldingDocument3 paginiSvetsaren Vol 54-3 Equipment For Aluminium WeldinglvcuichanghuaÎncă nu există evaluări
- Utilization of Electrical Power: Electric WeldingDocument21 paginiUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiÎncă nu există evaluări
- Utilization of Electrical Power: Electric WeldingDocument21 paginiUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiÎncă nu există evaluări
- Arc Welding Equipment and ProcessesDocument40 paginiArc Welding Equipment and Processesali100% (1)
- Optical Monitoring System Improves HF-ERW Pipe Weld QualityDocument7 paginiOptical Monitoring System Improves HF-ERW Pipe Weld QualityNia KurniaÎncă nu există evaluări
- Developments in Tig WeldingDocument8 paginiDevelopments in Tig WeldingSenthil KumarÎncă nu există evaluări
- Principles of High Frequency Induction Tube WeldingDocument8 paginiPrinciples of High Frequency Induction Tube WeldingEthel LopezÎncă nu există evaluări
- 1.7-Tungsten-Inert Gas WeldingDocument45 pagini1.7-Tungsten-Inert Gas WeldingReza DhonyÎncă nu există evaluări
- ESAB Puls Mig Welding Hand BookDocument20 paginiESAB Puls Mig Welding Hand BookLeonardo De La HudiÎncă nu există evaluări
- Plasma Arc WeldingDocument2 paginiPlasma Arc WeldingSaiful AmreeÎncă nu există evaluări
- What You Should Know About Heat Straightening Repair of Damaged SteelDocument23 paginiWhat You Should Know About Heat Straightening Repair of Damaged SteelAnonymous AlhzFE9EVNÎncă nu există evaluări
- Review of Resistance Spot Welding of SteelDocument31 paginiReview of Resistance Spot Welding of SteelLívia RodriguesÎncă nu există evaluări
- Welding Fume Hazards and Prevention Focus on Manganese and ChromiumDocument28 paginiWelding Fume Hazards and Prevention Focus on Manganese and ChromiumSavio MarquesÎncă nu există evaluări
- BF02660998Document12 paginiBF02660998Ahmad Zulfy AlhamdyÎncă nu există evaluări
- Why The Operation Failure of High Breaking Capacity Fuses Is So Frequent?Document5 paginiWhy The Operation Failure of High Breaking Capacity Fuses Is So Frequent?BalusamyÎncă nu există evaluări
- Maz Umder 1982Document9 paginiMaz Umder 1982Alejandra PradoÎncă nu există evaluări
- GaN, LDMOS and DC-DC Buck Converter Literature ReviewDocument3 paginiGaN, LDMOS and DC-DC Buck Converter Literature Reviewt19125 t19125Încă nu există evaluări
- Enclosed Arc WeldingDocument7 paginiEnclosed Arc WeldingMakrand ShindeÎncă nu există evaluări
- ULINC Curriculum - Sample Lesson PlanDocument42 paginiULINC Curriculum - Sample Lesson Plankamal touilebÎncă nu există evaluări
- MIG/MAG Metal Transfer GuideDocument1 paginăMIG/MAG Metal Transfer Guidejose alberto gamiñoÎncă nu există evaluări
- Three Dimensional Analysis of - High Frequency Induction - Welding of Steel Pipes With - ImpederDocument7 paginiThree Dimensional Analysis of - High Frequency Induction - Welding of Steel Pipes With - Impederprasanna venkateshÎncă nu există evaluări
- BTM4723 Adv Welding Process Fusion WeldingDocument26 paginiBTM4723 Adv Welding Process Fusion WeldingMas Ayu HassanÎncă nu există evaluări
- Electron Beam WeldingDocument20 paginiElectron Beam WeldingkumarÎncă nu există evaluări
- 11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesDocument7 pagini11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesathulpcucekÎncă nu există evaluări
- Exploring Temper Bead Welding TechniquesDocument11 paginiExploring Temper Bead Welding TechniquesvaseaÎncă nu există evaluări
- On CryogenicsDocument15 paginiOn Cryogenicsaswinchand50Încă nu există evaluări
- Complete Short Circuit CycleDocument8 paginiComplete Short Circuit CycleWilly UioÎncă nu există evaluări
- Effect of Electrode Regulation System Arc Parameters FurnaceDocument5 paginiEffect of Electrode Regulation System Arc Parameters FurnacesophieÎncă nu există evaluări
- SF6 Vs VacuumDocument9 paginiSF6 Vs VacuumMohammed Abo El KhairÎncă nu există evaluări
- Thermal Fatigue Analysis of Induction Furnace Wall For Magnesia Ramming MassDocument6 paginiThermal Fatigue Analysis of Induction Furnace Wall For Magnesia Ramming MassArjun KoduriÎncă nu există evaluări
- Joining of MetalsDocument5 paginiJoining of MetalsArun PadmanÎncă nu există evaluări
- Protect electrical devices from lightning with proper groundingDocument13 paginiProtect electrical devices from lightning with proper groundingdigit133Încă nu există evaluări
- Types of Plasma Arc Welding ExplainedDocument2 paginiTypes of Plasma Arc Welding ExplainedKanmani DÎncă nu există evaluări
- TeraTech 17PS 18 FixedDocument2 paginiTeraTech 17PS 18 FixedLuis GomezÎncă nu există evaluări
- Automatic Projectile Propulsion System: AbstractDocument58 paginiAutomatic Projectile Propulsion System: AbstractstroxÎncă nu există evaluări
- Recent Power Transformer Technology PDFDocument8 paginiRecent Power Transformer Technology PDFKhashane Willy MohaleÎncă nu există evaluări
- TemJournalFebruary2016 76 79Document4 paginiTemJournalFebruary2016 76 79bkprodhÎncă nu există evaluări
- GTAW Tig WeldingDocument10 paginiGTAW Tig WeldingSteve M D'souzaÎncă nu există evaluări
- Manufacture Engineering II AssignmetDocument7 paginiManufacture Engineering II AssignmetwanabultiÎncă nu există evaluări
- GMAW 2007 Welding JournalDocument33 paginiGMAW 2007 Welding JournaledyÎncă nu există evaluări
- Effect of Process Parameters of Micro-Plasma Arc Welding On Morphology and Quality in Stainless Steel Edge Joint WeldsDocument8 paginiEffect of Process Parameters of Micro-Plasma Arc Welding On Morphology and Quality in Stainless Steel Edge Joint WeldsCharles JacobÎncă nu există evaluări
- N9509-Welding Techniques For Tailored BlanksDocument7 paginiN9509-Welding Techniques For Tailored BlanksAgustine SetiawanÎncă nu există evaluări
- Open-Loop Control of Full-Bridge Resonant Inverter For Induction Metal Surface HeatingDocument7 paginiOpen-Loop Control of Full-Bridge Resonant Inverter For Induction Metal Surface Heatingu18348794Încă nu există evaluări
- TUGAS-02 - Metlas - Harianto (1906432566) PDFDocument6 paginiTUGAS-02 - Metlas - Harianto (1906432566) PDFHari AntoÎncă nu există evaluări
- Resistance Welding Techniques and ParametersDocument7 paginiResistance Welding Techniques and ParameterssoliddreamsÎncă nu există evaluări
- Electrolytic Etching in Welding Metallography: ResearchDocument6 paginiElectrolytic Etching in Welding Metallography: ResearchBiju KÎncă nu există evaluări
- Measuring Resistance of Standard Platinum ThermometersDocument19 paginiMeasuring Resistance of Standard Platinum ThermometerslizarazojavierÎncă nu există evaluări
- Murphy 2010 J. Phys. D Appl. Phys. 43 434001Document32 paginiMurphy 2010 J. Phys. D Appl. Phys. 43 434001fereidoon marefatÎncă nu există evaluări
- Simple Diy Induction CircuitDocument13 paginiSimple Diy Induction CircuitSalim BlognetÎncă nu există evaluări
- Miller Remote Control US20120097644Document8 paginiMiller Remote Control US20120097644g4okk8809Încă nu există evaluări
- Copycat Chili in The Slow Cooker: IngredientsDocument1 paginăCopycat Chili in The Slow Cooker: Ingredientsg4okk8809Încă nu există evaluări
- TIPS & TRICKS Rev.1.0 ENGDocument60 paginiTIPS & TRICKS Rev.1.0 ENGg4okk8809Încă nu există evaluări
- Grundfosliterature 5235397Document14 paginiGrundfosliterature 5235397g4okk8809Încă nu există evaluări
- EMC Filter DesignDocument3 paginiEMC Filter Designg4okk8809Încă nu există evaluări
- Reflow Oven, Forced Convection FT03: (Item Code V900320) Instructions ManualDocument17 paginiReflow Oven, Forced Convection FT03: (Item Code V900320) Instructions Manualg4okk8809Încă nu există evaluări
- Tps 54202Document28 paginiTps 54202g4okkÎncă nu există evaluări
- 9103 9112 Burley Wood Burner Installation Instructions AUGUST 2016Document20 pagini9103 9112 Burley Wood Burner Installation Instructions AUGUST 2016g4okk8809Încă nu există evaluări
- Revision History: High Efficiency and Cost Cometitive 3k5 PFC Public Release TIDA-00779 E1 TIDA-00779 TIDA-00779Document4 paginiRevision History: High Efficiency and Cost Cometitive 3k5 PFC Public Release TIDA-00779 E1 TIDA-00779 TIDA-00779g4okk8809100% (1)
- Fastmig-X Main CircuitDocument1 paginăFastmig-X Main Circuitg4okk8809Încă nu există evaluări
- UCC28180 Programmable Frequency, Continuous Conduction Mode (CCM), Boost Power Factor Correction (PFC) ControllerDocument48 paginiUCC28180 Programmable Frequency, Continuous Conduction Mode (CCM), Boost Power Factor Correction (PFC) Controllerg4okk8809Încă nu există evaluări
- Tiducv 0Document41 paginiTiducv 0g4okk8809Încă nu există evaluări
- Analog Design PDFDocument101 paginiAnalog Design PDFGabriela ValentinaÎncă nu există evaluări
- Epcos MKP Capacitor DataDocument40 paginiEpcos MKP Capacitor Datag4okk8809Încă nu există evaluări
- Curry Classroom Jan Feb 13 PDFDocument2 paginiCurry Classroom Jan Feb 13 PDFg4okk8809Încă nu există evaluări
- 12MHz XtalF F5RCTDocument2 pagini12MHz XtalF F5RCTg4okk8809Încă nu există evaluări
- IRON-MIG 201-221-221P EngDocument4 paginiIRON-MIG 201-221-221P Engg4okk8809Încă nu există evaluări
- AVFCareDocument2 paginiAVFCareIan McNairÎncă nu există evaluări
- Current Sharing With Power SuppliesDocument9 paginiCurrent Sharing With Power Suppliesg4okk8809Încă nu există evaluări
- Digistat Plus 2Document2 paginiDigistat Plus 2g4okk8809Încă nu există evaluări
- T1 Filter v1.0Document8 paginiT1 Filter v1.0g4okk8809Încă nu există evaluări
- 321153Document9 pagini321153g4okk8809Încă nu există evaluări
- Contemp Lator ArticleDocument12 paginiContemp Lator Articleg4okk8809Încă nu există evaluări
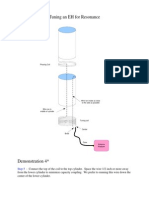
- Tuning An EHDocument4 paginiTuning An EHg4okk8809Încă nu există evaluări
- Analog Engineers's Pocket Reference TIDocument98 paginiAnalog Engineers's Pocket Reference TIgimenes_r100% (1)
- Progress Worksheet From Section 12.4Document1 paginăProgress Worksheet From Section 12.4aliensoftware007Încă nu există evaluări
- Challenger CDocument8 paginiChallenger Cg4okk8809Încă nu există evaluări
- Eh Antenna DesignDocument2 paginiEh Antenna DesignYayok S. AnggoroÎncă nu există evaluări
- Service Manual SDS1000CML Service ManualDocument61 paginiService Manual SDS1000CML Service Manualg4okk8809Încă nu există evaluări
- LiftDocument12 paginiLiftRidwan WkÎncă nu există evaluări
- TE Connectivity DEUTSCH 983 Series/EN2997 Series Connectors: ApplicationsDocument20 paginiTE Connectivity DEUTSCH 983 Series/EN2997 Series Connectors: ApplicationsNgân Hàng Ngô Mạnh TiếnÎncă nu există evaluări
- Load Balancer For Red Hat Enterprise LinuxDocument50 paginiLoad Balancer For Red Hat Enterprise LinuxDiego Alejandro Rendón ChalarcaÎncă nu există evaluări
- EstradiolDocument12 paginiEstradiolJuan PerezÎncă nu există evaluări
- Network Topologies, Physical & Logical Layouts, DevicesDocument25 paginiNetwork Topologies, Physical & Logical Layouts, DevicesBuneaSabinÎncă nu există evaluări
- Alkaloids: DR N AhmedDocument23 paginiAlkaloids: DR N AhmedMohammad SamirÎncă nu există evaluări
- HW Ch7 1Document12 paginiHW Ch7 1Chenhg ChengÎncă nu există evaluări
- Given A Multiline Function Which of The Following Represents Its Graph For y G (X) and Select One: ADocument18 paginiGiven A Multiline Function Which of The Following Represents Its Graph For y G (X) and Select One: AWilly WilsonÎncă nu există evaluări
- Radiation Chemistry: Technetium-99m GeneratorDocument32 paginiRadiation Chemistry: Technetium-99m GeneratorreinpolyÎncă nu există evaluări
- Manual EnCase Forensic V 6.18Document627 paginiManual EnCase Forensic V 6.18Freddy Tenelanda43% (7)
- Map ReadingDocument21 paginiMap Readingyagya singhÎncă nu există evaluări
- GMAT Ratio and ProportionDocument14 paginiGMAT Ratio and ProportionManjula.bsÎncă nu există evaluări
- Review - Structural AnalysisDocument31 paginiReview - Structural AnalysisShayne Rose OrtegaÎncă nu există evaluări
- IIT-JEE Syllabus: RSM79 PH I PP CH 1Document34 paginiIIT-JEE Syllabus: RSM79 PH I PP CH 1NayanKishorkumarThakkerÎncă nu există evaluări
- ,.MNB VBHNBDocument1 pagină,.MNB VBHNBGautam KryptoÎncă nu există evaluări
- Horizontal Directional Drilling Machine Xz320eDocument2 paginiHorizontal Directional Drilling Machine Xz320eY.Ebadi0% (1)
- PYTHON FOR KIDS - Learn To Code Quickly With This Beginner's Guide To Computer ProgrammingDocument116 paginiPYTHON FOR KIDS - Learn To Code Quickly With This Beginner's Guide To Computer ProgrammingMakijavely50% (2)
- Cephalo Pelvic DisproportionDocument43 paginiCephalo Pelvic DisproportionPabhat KumarÎncă nu există evaluări
- Wing Wall Design With CFDocument3 paginiWing Wall Design With CFTanvir Shahrier MahmudÎncă nu există evaluări
- Husky 1590 Air-Operated Diaphragm Pumps: Instructions - Parts ListDocument34 paginiHusky 1590 Air-Operated Diaphragm Pumps: Instructions - Parts ListSaúl IBÎncă nu există evaluări
- Group 3 1.FURKAN (E1Q011014) 2.ganda Wenang S. (E1Q011015) 3.haerul Muammar (E1Q011016) 4.hardiyanto (E1Q011017) 5.HARI ARFAN (E1Q011018) HILFAN (E1Q011018)Document8 paginiGroup 3 1.FURKAN (E1Q011014) 2.ganda Wenang S. (E1Q011015) 3.haerul Muammar (E1Q011016) 4.hardiyanto (E1Q011017) 5.HARI ARFAN (E1Q011018) HILFAN (E1Q011018)LiaÎncă nu există evaluări
- Vitamin C Content AnalysisDocument8 paginiVitamin C Content AnalysisYh Po100% (3)
- B.C - Nadanghat - Ballah PilingDocument2 paginiB.C - Nadanghat - Ballah PilingAlok Sarkar100% (1)
- Capacitor Reference Sheet: C Q/V C (A/D) A DDocument1 paginăCapacitor Reference Sheet: C Q/V C (A/D) A Ddedo mrazÎncă nu există evaluări
- MGMT 476 Homework #2Document2 paginiMGMT 476 Homework #2FangÎncă nu există evaluări
- ME101 Tutorial 02Document4 paginiME101 Tutorial 02alex albÎncă nu există evaluări
- Solar CarsDocument17 paginiSolar CarsDeepak MeenaÎncă nu există evaluări
- Sim900 Rs232 GSM Modem OpnDocument49 paginiSim900 Rs232 GSM Modem OpnAnonymous BkmsKXzwyKÎncă nu există evaluări
- A Framework For Passengers Demand Prediction and RecommendationDocument8 paginiA Framework For Passengers Demand Prediction and RecommendationAiTheruMinasseÎncă nu există evaluări
- Puulmann Cs 2014Document40 paginiPuulmann Cs 2014rovinj11Încă nu există evaluări