S-ar putea să vă placă și
- Active Disturbance Rejection Control for Nonlinear Systems: An IntroductionDe la EverandActive Disturbance Rejection Control for Nonlinear Systems: An IntroductionÎncă nu există evaluări
- Seminar & PPT ON Cad Cam & Applicaations IN Mechanical EngineeringDocument13 paginiSeminar & PPT ON Cad Cam & Applicaations IN Mechanical EngineeringSumit KumarÎncă nu există evaluări
- 1978 - Stable Adaptive Controller Design-Direct Control (Narendra)Document14 pagini1978 - Stable Adaptive Controller Design-Direct Control (Narendra)ademargcjuniorÎncă nu există evaluări
- The Kinematics Model of A Two-Wheeled Self-Balancing RobotDocument5 paginiThe Kinematics Model of A Two-Wheeled Self-Balancing RobotJason ArensÎncă nu există evaluări
- Modeling of Two Wheel Balancing RobotDocument7 paginiModeling of Two Wheel Balancing RobotAbdullah AhmedÎncă nu există evaluări
- Apache Cordova Cheat SheetDocument2 paginiApache Cordova Cheat SheetAlex HitchÎncă nu există evaluări
- Self Balancing RobotDocument2 paginiSelf Balancing Robotpraveen_kodgirwarÎncă nu există evaluări
- Self Balancing Robot PDFDocument12 paginiSelf Balancing Robot PDFVickey VigneshÎncă nu există evaluări
- Force-Torque Sensor Integration in Industrial Robot ControlDocument6 paginiForce-Torque Sensor Integration in Industrial Robot ControlMarek VagašÎncă nu există evaluări
- Parametric NURBS Curve Interpolators A ReviewDocument9 paginiParametric NURBS Curve Interpolators A ReviewSekar Mohan100% (1)
- Modeling, Implementation, Simulation and Comparison of Different Control Theories On A Two Wheel Self Balancing Robot Model in SimulinkDocument5 paginiModeling, Implementation, Simulation and Comparison of Different Control Theories On A Two Wheel Self Balancing Robot Model in SimulinkMario CavazosÎncă nu există evaluări
- Adaptive ControlDocument382 paginiAdaptive ControlAnonymous QakmLc3kTIÎncă nu există evaluări
- ME 2028 ROBOTICS-Questionbank Unit1&2Document2 paginiME 2028 ROBOTICS-Questionbank Unit1&2Karthick RamÎncă nu există evaluări
- Iscug 2013 Hls TutorialDocument96 paginiIscug 2013 Hls TutorialLiu WenÎncă nu există evaluări
- Inverse Kinematic Control of A Prosthetic ArmDocument26 paginiInverse Kinematic Control of A Prosthetic Armodsnet100% (1)
- Manipulator KinematicsDocument61 paginiManipulator KinematicsHoang Minh ThangÎncă nu există evaluări
- Simulink Support Package For ArduinoDocument4 paginiSimulink Support Package For ArduinofredÎncă nu există evaluări
- An Intelligent Line-Following Robot Project For Introductory Robot CoursesDocument7 paginiAn Intelligent Line-Following Robot Project For Introductory Robot CoursesAmla SingÎncă nu există evaluări
- Simple Hacks - RoboSapien V2 - RoboGuideDocument7 paginiSimple Hacks - RoboSapien V2 - RoboGuideRICHARDÎncă nu există evaluări
- Robo3 2Document336 paginiRobo3 2Debabrata PaulÎncă nu există evaluări
- System Simulation Using Matlab, State Plane PlotsDocument7 paginiSystem Simulation Using Matlab, State Plane PlotsmosictrlÎncă nu există evaluări
- Course Code Course Name L-T-P-Credits Year of Introduction ME407 Mechatronics 3-0-0-3 2016 Prerequisite: Nil Course ObjectivesDocument2 paginiCourse Code Course Name L-T-P-Credits Year of Introduction ME407 Mechatronics 3-0-0-3 2016 Prerequisite: Nil Course ObjectivesVivek SivaramanÎncă nu există evaluări
- LDCS Part-ADocument24 paginiLDCS Part-ASantosh Vishnu100% (1)
- Getting Started With LabVIEW RoboticsDocument18 paginiGetting Started With LabVIEW RoboticsSteven Mejia NiñoÎncă nu există evaluări
- Genetic Algorithms and Fuzzy Control 2003Document13 paginiGenetic Algorithms and Fuzzy Control 2003am nouhaÎncă nu există evaluări
- Self-Balancing Robot: Clint Ferrin, Dana Sorensen, Cameron Frandsen December 15, 2016Document39 paginiSelf-Balancing Robot: Clint Ferrin, Dana Sorensen, Cameron Frandsen December 15, 2016Fatima BaigÎncă nu există evaluări
- Introduction To Robot SoccerDocument94 paginiIntroduction To Robot Soccerdek0ne100% (1)
- Microsoft Robotics: Ryan Fernandes Pranoti Barge Kaustubh Gage Vaikunth BhandareDocument15 paginiMicrosoft Robotics: Ryan Fernandes Pranoti Barge Kaustubh Gage Vaikunth BhandareVaikunth BhandareÎncă nu există evaluări
- Robotics Unit-5 Question BankDocument6 paginiRobotics Unit-5 Question BankveerapandianÎncă nu există evaluări
- Sliding Mode Observers Tutorial PDFDocument3 paginiSliding Mode Observers Tutorial PDFVicente Borja JaimesÎncă nu există evaluări
- Self Balancing Inverted Pendulum Robot Shay Sackett S Project PortfolioDocument34 paginiSelf Balancing Inverted Pendulum Robot Shay Sackett S Project PortfolioAlejandro Nuñez VelasquezÎncă nu există evaluări
- Robotics and Automations Material - M - Vinoth KumarDocument63 paginiRobotics and Automations Material - M - Vinoth Kumartumati venkata vinayÎncă nu există evaluări
- Sensor Fusion of Differential Gps and Inertial Measuring Unit To Measure State of A Test VehicleDocument216 paginiSensor Fusion of Differential Gps and Inertial Measuring Unit To Measure State of A Test VehicleRăzvan PopaÎncă nu există evaluări
- Open Modbus TCP For NCM CP EnglishDocument70 paginiOpen Modbus TCP For NCM CP EnglishRamón F. Zapata SánchezÎncă nu există evaluări
- MBD Motor ControlDocument4 paginiMBD Motor ControlMohammed Abd El Djalil DJEHAFÎncă nu există evaluări
- Two and Three-Parameter Weibull Distribution in Available Wind Power AnalysisDocument15 paginiTwo and Three-Parameter Weibull Distribution in Available Wind Power AnalysisRoajs SofÎncă nu există evaluări
- ScaraDocument7 paginiScaraAnand Kumar MishraÎncă nu există evaluări
- A Review of Deep Learning Methods and Applications For PDFDocument14 paginiA Review of Deep Learning Methods and Applications For PDFershadÎncă nu există evaluări
- PID Controllers and Algorithms: Selection and Design Techniques Applied in Mechatronics Systems Design - Part IIDocument13 paginiPID Controllers and Algorithms: Selection and Design Techniques Applied in Mechatronics Systems Design - Part IITI Journals PublishingÎncă nu există evaluări
- HW1Document11 paginiHW1Tao Liu YuÎncă nu există evaluări
- Robotic ArmDocument18 paginiRobotic Armbraulio de jesusÎncă nu există evaluări
- Integrating Snort With OSSIM PDFDocument6 paginiIntegrating Snort With OSSIM PDFabdel_lakÎncă nu există evaluări
- V-REP Quick User ManualDocument16 paginiV-REP Quick User Manualgfrutoss100% (1)
- Design and Fabrication of Wheel Chair Using Rocker Bogie MechanismDocument4 paginiDesign and Fabrication of Wheel Chair Using Rocker Bogie MechanismEditor IJTSRDÎncă nu există evaluări
- Industrial Robotics AssignmentDocument3 paginiIndustrial Robotics Assignmentpikaboo1Încă nu există evaluări
- Robot PDFDocument56 paginiRobot PDFfranklin getialÎncă nu există evaluări
- Self Balancing Robot Using PidDocument21 paginiSelf Balancing Robot Using Pidline follower robotÎncă nu există evaluări
- IAT0922 Industrial Robotics Chapter2 Rev4Document79 paginiIAT0922 Industrial Robotics Chapter2 Rev4visionÎncă nu există evaluări
- Industrial RoboticsDocument45 paginiIndustrial Roboticshimanshu singhÎncă nu există evaluări
- EEE 1207 021 6 DOF Robotic Arm ManipulatorDocument7 paginiEEE 1207 021 6 DOF Robotic Arm ManipulatorUNsha bee komÎncă nu există evaluări
- ForwardandInverseKinematicAnalysisofRoboticManipulatorsIRJET V4I2286 PDFDocument11 paginiForwardandInverseKinematicAnalysisofRoboticManipulatorsIRJET V4I2286 PDFAshar HaroonÎncă nu există evaluări
- Round Robin TechniqueDocument33 paginiRound Robin TechniquevedaÎncă nu există evaluări
- Fuzzy Logic Automatic Braking System in TrainsDocument10 paginiFuzzy Logic Automatic Braking System in Trainsvaalgatamilram100% (1)
- Modelling, Simulation, and Implementing ROS For Autonomous Navigation of Tracked RobotDocument13 paginiModelling, Simulation, and Implementing ROS For Autonomous Navigation of Tracked RobotEditor IjasreÎncă nu există evaluări
- STS121 M3L3 - Automation and RoboticsDocument8 paginiSTS121 M3L3 - Automation and RoboticsJusteene SaysonÎncă nu există evaluări
- MSC Thesis Comparison and Analysis of Attitude Control Systems of A Satellite Using Reaction Wheel ActuatorsDocument117 paginiMSC Thesis Comparison and Analysis of Attitude Control Systems of A Satellite Using Reaction Wheel Actuatorsnab05Încă nu există evaluări
- Xzno22222222222 PDFDocument278 paginiXzno22222222222 PDFاحمد سالمÎncă nu există evaluări
- Pid Basic CodeDocument14 paginiPid Basic Codechandushar1604Încă nu există evaluări
- Robotics Vision Lecture1Document258 paginiRobotics Vision Lecture1Nayan GuptaÎncă nu există evaluări
- Solar Wireless Electric Vehicle Charging System: June 2022Document8 paginiSolar Wireless Electric Vehicle Charging System: June 2022Niamatullah WazirÎncă nu există evaluări
- Ame Relay LabDocument6 paginiAme Relay LabasegunloluÎncă nu există evaluări
- Comandos de AutocadDocument23 paginiComandos de AutocadMartim Tavara AguileraÎncă nu există evaluări
- Queue Unit3Document29 paginiQueue Unit3sinsinwarnavneet21391Încă nu există evaluări
- Fdp-Aiml 2019 PDFDocument20 paginiFdp-Aiml 2019 PDFkrishna_marlaÎncă nu există evaluări
- GX1600 1600e SM Usa Exp Eu Em048n90dDocument46 paginiGX1600 1600e SM Usa Exp Eu Em048n90dJadi PurwonoÎncă nu există evaluări
- LOGAN UputstvoDocument231 paginiLOGAN Uputstvosdunja100% (2)
- Lec6 QP IndexingDocument40 paginiLec6 QP IndexingPrevizslaÎncă nu există evaluări
- Lecture 1 IntroductionDocument36 paginiLecture 1 IntroductionEsraa AliÎncă nu există evaluări
- Tally Prime Course Account and IntroDocument15 paginiTally Prime Course Account and IntroAnkit Singh100% (1)
- New Features Marvelous Designer 4Document45 paginiNew Features Marvelous Designer 4tiff4ne1100% (1)
- ch19 - 2 PLC.1Document16 paginich19 - 2 PLC.1jthanikÎncă nu există evaluări
- Computer Engineering Orientation - Module 02Document11 paginiComputer Engineering Orientation - Module 02Joel ManacmulÎncă nu există evaluări
- Laptop Fault BookDocument38 paginiLaptop Fault Bookredsky991100% (1)
- Product Sheet Beovision EclipseDocument3 paginiProduct Sheet Beovision EclipseJaimichu07Încă nu există evaluări
- Lec 5Document23 paginiLec 5Sama Atif Abdel-LatifÎncă nu există evaluări
- PV CalculatorDocument18 paginiPV CalculatorHaroon RasheedÎncă nu există evaluări
- Smith 1997Document5 paginiSmith 1997Lucas SantosÎncă nu există evaluări
- Assignment 2Document33 paginiAssignment 2Yusra GulfamÎncă nu există evaluări
- Chart Recorder CertificateDocument2 paginiChart Recorder CertificateShwanÎncă nu există evaluări
- STORZ ENDOSKOPE Flexible Intubation Video Endoscope 11302BDX Instruction ManualDocument64 paginiSTORZ ENDOSKOPE Flexible Intubation Video Endoscope 11302BDX Instruction Manualmetech8xÎncă nu există evaluări
- PVCMC 0296 Us - tcm106 35825Document233 paginiPVCMC 0296 Us - tcm106 35825enrique.riera7693Încă nu există evaluări
- NEC2++: Numerical Electromagnetics CodeDocument37 paginiNEC2++: Numerical Electromagnetics Codewangshu421Încă nu există evaluări
- Mehmet Ali Bulut - ELFABEDocument370 paginiMehmet Ali Bulut - ELFABEproton neuton100% (1)
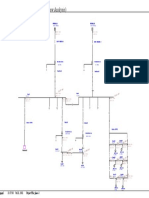
- One-Line Diagram - OLV1 (Load Flow Analysis) : 33.0 7 KV 33.0 7 KV 33.0 7 KV 33.0 7 KVDocument1 paginăOne-Line Diagram - OLV1 (Load Flow Analysis) : 33.0 7 KV 33.0 7 KV 33.0 7 KV 33.0 7 KVhaiderÎncă nu există evaluări
- Supply Chain Version 2Document37 paginiSupply Chain Version 2Abdelhamid Harakat100% (1)
- Pat Load Moment IndicatorDocument79 paginiPat Load Moment IndicatorWilson torresÎncă nu există evaluări
- K Nearest Neighbor (KNN)Document9 paginiK Nearest Neighbor (KNN)simransolanki003Încă nu există evaluări
- Allen Kyle ResumeDocument2 paginiAllen Kyle ResumeJB July SantanderÎncă nu există evaluări