Documente Academic
Documente Profesional
Documente Cultură
Apostila Controle de Qualidade
Încărcat de
gleisonguimaraesTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Apostila Controle de Qualidade
Încărcat de
gleisonguimaraesDrepturi de autor:
Formate disponibile
UNIVERSIDADE ESTADUAL PAULISTA JLIO DE MESQUITA FILHO
FACULDADE DE CINCIAS AGRRIAS E VETERINRIAS
CAMPUS DE JABOTICABAL
MATERIAL DIDTICO
CONTROLE ESTATSTICO DE QUALIDADE
Material didtico desenvolvido para suporte
das atividades dos discente do Curso de
Graduao em Zootecnia da Faculdade de
Cincias Agrrias e Veterinrias UNESP,
Cmpus de Jaboticabal.
Prof. Dr. Rouverson Pereira da Silva
Prof. Dr. Carlos Eduardo AngeliFurlani
Eng. Agron. Dr. Murilo Aparecido Voltarelli
Eng. Agron. Tiago de Oliveira Tavares
JABOTICABAL SO PAULO BRASIL
AGOSTO DE 2017
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
SUMRIO
1. Introduo .............................................................................................................. 1
2. Usos de grficos sequenciais (Run chart)............................................................... 1
3. Carta de controle de valores individuais ................................................................. 2
4. Carta de amplitude mvel ....................................................................................... 3
5. Carta da mdia mvel exponencialmente ponderada ............................................. 3
6. Mdia mvel ........................................................................................................... 5
7. ndices de capacidade de processo ........................................................................ 6
8. Anlise do modo e efeito de falhas ......................................................................... 7
9. Aplicaes das ferramentas de controle estatstico de processo da agricultura ...... 9
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
CONTROLE ESTATSTICO DE QUALIDADE
1. Introduo
2. Usos de grficos sequenciais (Run chart)
A utilizao dos grficos sequenciais uma ferramenta importante para acompanhar
a continuidade do processo ao longo do tempo, por meio das deteces de padres de no-
aleatoriedade bem como alteraes no comportamento dos mesmos. Por outro lado,
tambm uma maneira de verificar a variabilidade dos resultados (MINITAB, 2007),
podendo o processo permanecer ou no previsvel e, caso seja necessrio, mudanas ou
alteraes no decorrer do processo devem ser realizadas para sua melhoria.
Esta ferramenta que, segundo Werkema (2006) um grfico de dados ao longo do
tempo, utilizado para verificao do processo, permite identificar a presena de causas
especiais de variao e tambm inferir na reduo da variabilidade. De acordo com National
Health Servise - NHS Scotland (2013), este tipo de grfico uma sequncia ordenada de
dados, com um eixo horizontal centralizado. Um grfico sequencial permite o monitoramento
do processo e a identificao do tipo de variao a que o mesmo est submetido ao longo
do mesmo. O eixo central pode representar mdia ou a mediana, sendo a mdia mais
usada na maioria dos casos, exceto para dados discretos.
Segundo Wisconsin Hospital Association - WHA Quality Center (2013) estes grficos
sequenciais tambm so usados para identificar possveis outliers entre os dados
observados, podendo esta anlise ser til para a resoluo de problemas e para a
comparao com um padro de processo ou exigncia.
A utilizao dos grficos sequenciais pode ser realizada em diversas fases do
processo, bem como para qualquer tipo de operao que seu uso no seja limitado. Neste
contexto, esta anlise pode ser verificada em linhas de produo de peas industriais,
controle de qualidade laboratorial, deteco de nveis anabolizantes em atletas, redes
neurais em computadores, operaes agrcolas, dentre outras. Ressalta-se se ainda, que a
utilizaes de padres sequenciais empregados para determinados processos so
importantes para no incorrer em interpretaes incertas, ou seja, necessrio quantificar a
sequncia de pontos a ser condizente para cada padro associando-os a cada varivel em
estudo. Exemplos da utilizao de run charts podem ser encontrados nos trabalho de Perla,
Provost e Murray (2011), Cheng e Cheng (2009), Hill e Schvaneveldt (2011), Yang e Yang
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
(2005), Ranaee e Ebrahimzadeh (2011), Ebrahimzadeh, Addeh e Rahmani (2012), Guh
(2008), Cassia (2012).
s vezes, as avaliaes realizadas na coleta contnua de dados de um determinado
processo, construo de grficos de controle, anlise de grficos sequenciais e tabelas,
dentre outros, acabam no sendo efetivamente utilizados para a melhoria e controle do
processo pela falta de capacidade de interpretao destes resultados. Nesta fase,
importante a capacitao dos operadores e gerenciadores da operao, j que o ideal que
eles mesmos faam, corretamente, essa interpretao e tornem realidade seus planos de
melhorias (SOUZA, 2003). Como afirma Batista (1996), preciso ter sempre em mente, que
sem conhecimento e sem aplicao do conhecimento, no h evoluo e melhoria em
qualquer atividade que se deseja trabalhar com nveis de qualidade exigidos.
3. Carta de controle de valores individuais
As cartas de valores individuais devem ser implementadas para o monitoramento das
variveis que influenciam a qualidade dos itens ou processo produzidos ao longo do tempo
(MINITAB, 2007). Neste contexto, uma determinada varivel pode ser monitorada por
sucessivas amostras podendo ser coletadas em certos perodos de tempo, em lotes de
produo, em tempo real, lotes de matria prima, dentre outros, ou seja, so variveis que
possuem caractersticas mensurveis de determinado processo, podendo ser consideradas
como contnuas (WERKENA, 1995), no utilizando-as em variveis discretas.
Durante o monitoramento do processo, se estas amostras apresentadas em tempo
cronolgico, ou seja, quantifica a variao pontual da amostra em torno da mdia
(MONTGOMERY, 2004), quando comparada aos limites de controle apresentarem pontos
que os extrapolem, o processo considerado fora de controle estatstico (MINITAB, 2007) e
a verificao da procura das causas especiais que o afetam necessria para aumentar a
qualidade dos itens produzidos.
Contudo, a finalidade deste grfico a deteco de possveis variaes externas ao
processo, inferir na capacidade do mesmo; forar o gerenciamento da operao com a
criao de um plano de melhorias; redefinir se necessrio os padres de qualidade de
determinados itens de produo; avaliar se as melhorias surtiram efeitos nos produtos e/ou
servios; e manter a qualidade da operao caso a mesma satisfaa os padres de
qualidade exigidos, sempre levando em considerao at que ponto a melhoria contnua do
processo no afeta os custos de produo.
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
4. Carta de amplitude mvel
A utilizao da carta de amplitude mvel tem a finalidade de detectar a variabilidade
existente no decorrer do processo decorrente da carta de valores individuais, na qual, seus
valores se constituem da diferena entre dois pontos consecutivos, em mdulo, e quando a
diferena entre esses pontos ultrapassam os limites de controle constatado que o
processo potencialmente possui causas especiais influenciando sua qualidade (MINITAB,
2007), portanto retrata a variao existente dentro da amostra em um dado instante de
tempo. No entanto, a utilizao conjunta das cartas de amplitude mvel com as de valores
individuais, extremamente essencial para o monitoramento e compreenso das possveis
causas especiais que afetam o processo para tentar minimizar sua variao o que incorre
em aumento da qualidade (MINITAB, 2007).
Portanto, quando a carta para a variao do processo est com pontos fora dos
limites de controle ou apresenta-se instvel, os limites para a carta das observaes
individuais podem ser calculados erroneamente, no apresentando confiabilidade para
avaliao do processo. Neste caso, a falta de controle se deve mais instabilidade do que
s variaes externas ao processo. Diz-se ento, que o processo est fora de controle
devido variao (MINITAB, 2007). Por outro lado, quando a carta de controle para a
variao estiver sob controle, ou seja, os pontos dentro dos limites inferior e superior de
controle, analisa-se a carta dos valores individuais, e se essa demonstrar a presena de
pontos que extrapolem os limites de controle h atuao de causas especiais decorrente do
processo.
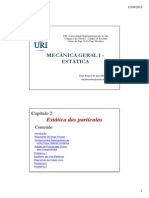
5. Carta da mdia mvel exponencialmente ponderada
Os modelos de cartas de controle em que se utiliza a mdia mvel exponencialmente
ponderada (MMEP), tambm denominada de grficos de controle avanados, so
aprimoramentos dos grficos de Shewhart desenvolvidos para situaes especficas, na
qual se deseja minimizar, simultaneamente, a ocorrncia de pontos fora dos limites de
controle (alarmes falsos) e alarmes no visveis (AMIRI; ALLAHYRI, 2012), em virtude de
sua maior rigorosidade de anlise em relao s cartas de valores individuais e da mdia
mvel, sendo tambm capaz de determinar se um processo ou no estvel (Figura 1)
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
Figura 1. Modelo de carta de controle da mdia mvel exponencialmente ponderada.
LSC: limite superior de controle; LIC: limite inferior de controle. x : mdia estimada dos
valores individuais.
Este grfico pode ser uma boa alternativa ao grfico de controle de Shewhart, para
detectar pequenas variaes no comportamento dos indicadores de qualidade ao longo do
tempo e fornecer uma estimativa do novo nvel do processo. O uso da MMEP para monitorar
as perdas na colheita de cana-de-acar, que possuem elevada variabilidade, pode vir a ser
vivel, sendo que seu valor calculado acumula informaes sucessivas, ponderando as
amostras e atribuindo maior peso para as observaes mais recentes, e peso menor para as
mais remotas, isto , o peso dado s amostras decresce geometricamente da primeira at a
ltima amostra (MASTRANGELO; MONTGOMERY, 1995).
A escolha dos parmetros (fator de rigidez de anlise) e L (mltiplo do desvio-
padro) para o procedimento de planejamento timo de um grfico MMEP consiste na sele
o adequada desta combina o (, L) capaz de fornecer seu melhor desempenho. Quando L
= 3 (os limites 3 usuais, das cartas de Shewart) funciona razoavelmente bem,
particularmente com valores maiores de No entanto, quando pequeno, por exemplo, =
0,1, existe uma vantagem de reduzir a amplitude do limite de controle pela utilizao de um
L entre 2,6 e 2,8. O analista de processos deve ter em mente qual o menor valor de a se
escolher para detectar pequenas variaes ao longo do processo (MONTGOMERY, 2009).
Assim, se um valor pequeno for utilizado, como = 0,01, ento L deve ser
reduzido, por exemplo, para L = 2. Outro aspecto importante o comportamento dos limites
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
de [1-(1-)2i] controle, pois como |1-| < 1 a sequncia (1-)2i tende para zero e i tende para o
infinito, e o termo aproxima-se da unidade i tornando-se de elevado valor. Isto significa que,
aps o grfico de controle MMEP ter percorrido diversos perodos de tempo, os limites de
controle tm a forma assinttica e aproximam-se dos valores de posio fixa, tendendo a
sua estabilizao (MONTGOMERY, 2009).
Os usos destes valores para a elaborao dos limites de controle da MMEP so em
funo de estudos especficos na rea de engenharia de produo, porm os valores
direcionados a sua utilizao, aplicada para os indicadores de qualidade relacionados rea
agrcola, ainda so escassos e/ou inexistentes, para a maioria das operaes agrcolas
mecanizadas. Portanto, ainda no se sabe ao certo qual valor utilizar para tal parmetro,
podendo este ser dependente do tipo de indicador de qualidade avaliado e de como foi
quantificado.
6. Mdia mvel
A carta de controle da mdia mvel representa inicialmente os valores individuais e,
posteriormente, os valores da mdia mvel de abrangncia (w), estipulado em virtude da
rigorosidade a ser implementada na anlise. O nmero de valores individuais apresentados
corresponde ao valor da mdia mvel de abrangncia, sendo esta abrangncia a
representao mdia dos valores amostrais (Figura 2), podendo ser verificada aps a
estabilizao dos limites de controle (MONTGOMERY, 2009).
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
Figura 2. Modelo de carta de controle da mdia mvel. LSC: limite superior de controle; LIC:
limite inferior de controle. x : mdia estimada dos valores individuais.
Ressalta-se que os limites de controle, calculados no incio do perodo amostral, so
baseados em 3amostras, at atingir o valor mnimo da mdia mvel de abrangncia.
Esta condio retrata maior espaamento entre os limites de controle, inferior (LCI) e
superior (LCS), em relao ao seu estado final ou estacionrio, uma vez que mdias mveis
calculadas abaixo do valor de abrangncia, possuem alta correlao e dificultam a anlise
do processo (MONTGOMERY, 2009).
No entanto, esse modelo de carta de controle possui melhor capacidade para
detectar pequenas variaes no processo em relao carta de Shewart ou de valores
individuais, bem como para fazer a verificao da estabilidade ou instabilidade do processo
(CHEN; YU, 2003). Porm, a suposio de normalidade dos dados tambm exigida para
este modelo de carta de controle (MONTGOMERY, 2009).
7. ndices de capacidade de processo
o nvel de uniformidade que determinado produto capaz de reproduzir, isto , no
diz respeito a quanto o processo satisfatrio, mas o que o processo capaz de realizar,
indicando tambm qual o nvel real de qualidade que o processo capaz de produzir a
curto e em longo prazo (SOUZA, 2003).
Um processo considerado como capaz produz produtos ou servios que estejam de
acordo com as especificaes. Partindo do princpio que o desempenho de um processo
seja previsvel, possvel avaliar a capacidade do processo para a produzo de itens
dentro das especficaes (limites) e prever o nmero de itens fora destes limites. Em outras
palavras, a faixa de variao do processo comparada com a faixa do intervalo das
especificaes (MINITAB, 2007). Os ndices de capacidade (Cp, Cpk, Pp, PpK e Cpm) so
valores sem unidade para que possamos us-los para comparar a capacidade de diferentes
processos. Muitos profissionais consideram 1,33 ser o valor mnimo aceitvel para os
ndices de capacidade potencial do processo (Cp) e, na maioria dos casos, ndice menor
que 1 no aceitvel.
O valor do ndice Cp (capabilidade potencial do processo) pode ser interpretado da
seguinte maneira: a diferena entre os limites superior de especificao (LSE) e o limite
inferior de especificao (LIE) for igual a seis vezes o valor do desvio padro (), isto ,
(Cp= 1), presume-se que aproximadamente 0,27% dos itens produzidos estaro fora dos
limites de controle e por isso considerado aceitvel, e 99,73% dos resultados est dentro
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
dos limites de controle. Valores de Cp menores que 1,0 fazem com que o processo seja
considerado como incapaz de atender especificao; valores maiores e iguais a 1,33 so
considerados adequados, isto , o processo capaz de atender especificao e,
processos em que o Cp est no intervalo 1,0 Cp < 1,33 considera-se o processo aceitvel.
Quando se calcula o ndice Cp, assume-se implicitamente que o processo est centrado no
valor nominal da especificao, se o mesmo no estiver na sua capacidade real ser menor
do que a indicada por Cp (SOUZA, 2003).
O ndice Cpk (ndice de capabilidade potencial mnimo) pode ser utilizado como
medida da capacidade real do decorrer do processo, pois necessrio determinar no
apenas o potencial de produzir itens dentro dos limites de especificaes, mas o
desempenho atual de determinada linha de produo (MINITAB, 2007). Para haver maior
confiabilidade desta anlise, necessrio considerar o efeito da mdia do processo relativo
ao centro da faixa de tolerncia (MINITAB, 2007). Caso o processo no esteja centrado na
meta, existe motivo para se preocupar. Portanto, o melhor desempenho do processo (menos
itens fora dos limites de especificao) ser atingido por meio da centralizao do mesmo
em relao meta, ou seja, quando a mdia for igual meta especificada. Em virtude deste
monitoramento da centralizao do processo, o ndice Cpk foi desenvolvido para englobar o
efeito da variabilidade e do desvio da mdia em relao ao valor nominal (SOUZA, 2003).
Para a anlise da capabilidade geral do processo utiliza-se o ndice Pp (capabilidade
geral) e Ppk (ndice de capabilidade geral mnimo) no qual os mesmo constituem-se: Pp:
representa a real forma do processo, em virtude do seu comportamento dentro dos limites
de especificao levando em considerao a disperso dos valores, uma vez que o mesmo
no leva em considerao a localizao da mdia do processo; enquanto que o Ppk: leva
em considerao a disperso do processo em relao a localizao da mdia. Portanto,
quanto mais prximos estes ndices estiverem maior a centralizao do processo
(MINITAB, 2007).
Ainda de acordo com Minitab (2007) quando o valor da meta especificada utilizado
para a confeco da anlise da capabilidade, mais um ndice gerado o Cpm (ndice de
capabilidade em relao meta) que se refere a variao da meta a dos valores mdios
entre os limites de especificao, sendo importante utiliza-lo na comparao com os ndices
Cp e Cpk para inferir na centralizao e na capacidade do processo.
8. Anlise do modo e efeito de falhas
O mtodo de anlise do modo e efeito de falhas (Failure Mode And Effect Analysis)
foi desenvolvido em 1950 pelo departamento de defesa americano e, posteriomente,
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
desenvolvido e aperfeioado pela NASA (Agncia Espacial Norte Americana), em 1963, com
a finalidade de previnir eventuais falhas nos equipamentos ou produtos antes que elas
ocorram. Em 1977, ele passou a ser utilizado pela Ford, sendo aplicado na linha de
montagem para a fabricao de automveis (FERNANDES; REBELATO, 2006).
Segundo Toledo e Amaral (2008), a anlise do tipo e efeito de falha uma
ferramenta de gesto de qualidade, que pode ser aplicada em qualquer etapa do ciclo
produtivo, em qualquer anlise e controle de qualidade em um processo, que busca, a
princpio, evitar, por meio da anlise das falhas potenciais e propostas de aes de
melhoria, que ocorram falhas no projeto do produto ou do processo.
A viso da qualidade busca aumentar a confiabilidade das operaes ou produtos,
tendo-se tornado cada vez mais importante para as equipes tcnicas de qualidade, pois a
falha de um produto, mesmo que rapidamente reparada pela manuteno e totalmente
coberta por termos de garantia, causa, no mnimo, uma insatisfao ao consumidor ao priv-
lo do uso do produto por determinado tempo (ESTORILIO; POSSO, 2009). Esta
confiabilidade pode ser associada ao setor agrcola, uma vez que os produtos e servios
deste setor possuem elevada probabilidade de se apresentarem fora dos padres de
qualidade desejados, em virtude da elevada fonte externa de variao.
O mtodo de anlise do modo e efeito de falhas pode ser aplicada tanto no
desenvolvimento de um projeto do produto, como na validao de seu processo. As etapas
e a maneira de realizao da anlise so as mesmas, ambas diferenciando-se somente
quanto ao objetivo. Assim, comumente, as anlises FMEAs so classificadas em dois tipos
(TOLEDO; AMARAL, 2008):
- FMEA de produto: so consideradas as falhas que podero ocorrer com o produto,
dentro das especificaes do projeto. O objetivo desta anlise evitar falhas no produto ou
no processo decorrentes do projeto. comumente denominada, tambm, de FMEA de
projeto.
- FMEA de processo: so consideradas as falhas no planejamento e execuo do
processo, ou seja, o objetivo desta anlise evitar falhas do processo, tendo como base as
no conformidades do produto final com as especificaes do projeto.
De acordo Stamatis (2003), o FMEA deve ser implantado no desenvolvimento inicial
de projetos, produtos, componentes, servios ou processos, devendo tambm ser
sistemicamente monitorado durante toda a vida til do projeto, produto, componente, servio
ou processo, visando a incrementar ou manter melhorias no desempenho das operaes.
Com base nessas premissas, a anlise da qualidade pelo mtodo FMEA torna-se
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
extremamente aplicvel anlise dos indicadores de qualidade das operaes agrcolas
mecanizadas.
Segundo Fernandes (2005), o FMEA avalia sistematicamente a probabilidade de
ocorrer e/ou evitar possveis falhas no decorrer de um processo, por meio da severidade das
falhas, e a forma de como as mesmas podem ocorrer e, caso ocorram, como eventualmente
poderiam ser detectadas. Por fim, levando em considerao a severidade, ocorrncia e
deteco, pode-se gerar um ndice de prioridade de risco, que resulta em uma lista das
principais falhas decorrentes de um processo, sendo tal mtodo aplicado em operaes
agrcolas mecanizadas por Barros e Milan (2010).
As diretrizes para a implantao de um sistema de anlise de modo e efeito de falhas
podem ser feitas da seguinte maneira:
1. Verificar modos de falha conhecidos e potenciais, em conjunto com uma equipe
tcnica de qualidade;
2. Determinar os efeitos de cada modo de falha e sua respectiva severidade (escalas
de notas);
3. Identificar as causas possveis para cada modo de falha e atribuir uma nota de
ocorrncia de falhas, em relao a cada causa;
4. Relatar o mtodo de deteco da ocorrncia do modo de falha e sua respectiva
nota de deteco;
5. Avaliar o potencial de risco de cada modo de falha, por meio do ndice de
prioridade de risco;
6. Elaborar um plano de melhorias para a eliminao ou a reduo dos riscos de
falha.
Aps a identificao do modo e efeito das causas de falhas que podem ocorrer no
decorrer do processo, pela equipe tcnica, a elaborao de um plano de controle torna-se
fundamental e inter-relacionada com anlise FMEA. O plano de controle a ser elaborado
possui suas bases no ciclo de Deming ou PDCA (p-plan; d-do; c-check; a-action), aps a
anlise, interpretao e entendimento das etapas do processo produtivo por meio de
fluxogramas especficos (TOLEDO; AMARAL, 2008).
9. Aplicaes das ferramentas de controle estatstico de processo da agricultura
A carta de controle, ferramenta precursora do controle estatstico de qualidade,
apresentada por Walter Shewhart em 1924, indiscutivelmente a ferramenta estatstica
mais importante dos sistemas de controle e melhoria da qualidade em qualquer sistema
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
produtivo que possui por finalidade atender as necessidades dos clientes. O conceito das
cartas de Shewhart simples, pois, se o processo monitorado frequentemente, seu
comportamento ser potencialmente conhecido, tornando-se fcil identificar quando o
mesmo est instvel e para identificar a estabilidade ou a instabilidade, props as cartas de
controle com base nos desvios padro da mdia.
No entanto, com o passar dos anos, estudos sobre as tcnicas do controle estatstico
de processo foram detalhadas pela Western Eletric Company (1956) na qual, critrios foram
determinados para a sua linha de produo e validao dos seus itens. Neste estudo, o foco
principal do CEQ era associar s informaes grficas, deteco dos problemas e sua fonte
de variao, com as possveis melhorias cabveis a linha de produo para aumentar a
qualidade dos itens produzidos como forma de maximizar os lucros da corporao.
Com base nessa premissa o uso do controle estatstico de qualidade comumente
utilizado na rea industrial na verificao e validao das peas produzidas, e se estas
atendem aos padres de qualidade a custos aceitveis, e a quantidade de itens no
conformes produzidos que ir para o sucateamento, o que certamente possuir
consequncias nos custos de produo (BROH, 1974 apud SAMOHYL, 2009), sendo,
portanto, utilizada at os dias atuais. Nos ltimos anos houve uma expanso da utilizao
do controle estatstico de processo nas reas de sade, laboratoriais, indstrias alimentcias
e, por fim, em operaes agrcolas.
Nos ciclos que envolvem as operaes agrcolas, podendo envolver toda e qualquer
etapa da cadeia produtiva, pode-se citar que os primeiros autores a tratarem desse assunto
associando o CEQ em suas atividades rotineiras foram Kramer e Twigg (1966). Estes
autores desenvolveram fundamentos sobre o uso do controle estatstico de processo para o
monitoramento da qualidade dos produtos agrcolas que chegavam at a indstria de
processamento, nos EUA, e quando detectados produtos que no atendiam a necessidade
dos clientes os mesmo eram descartados.
Com base nesses fundamentos, Kramer e Twigg (1970) definiram padres de
qualidade para determinados lotes de matria prima que chegavam indstria, concluindo
que o monitoramento traz incrementos na qualidade dos produtos a serem levados ao
cliente o que, consequentemente, possui maior valor agregado. Aprimorando cada vez mais
a utilizao das ferramentas do controle estatstico de qualidade na indstria alimentar
Bender, Kramer e Kahan (1976) desenvolvem mtodos de anlises para alimentos,
utilizando s cartas de controle para possveis diagnsticos de produtos no conformes aos
padres de qualidade da indstria de processamento e as necessidades dos consumidores.
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
Neste contexto, Bender, Douglas e Kramer (1982) descrevem a importncia da
anlise de alimentos e dos mtodos estatsticos utilizados para suas anlises, sendo que,
quando se deseja obter nveis elevados de qualidade o uso do CEQ fundamental. Bender,
Douglas e Kramer (1989) reafirmam o conceito de que os nveis de qualidade em
determinados alimentos essencial para a aquisio destes produtos pelos consumidores,
podendo se fazer o monitoramento da qualidade destes produtos por meio da utilizao das
ferramentas do CEQ.
Com base neste incio possvel de insero do CEQ na agricultura, para o
monitoramento, verificao da qualidade dos produtos colhidos a campo, e sendo por fim,
avaliados quando levados a indstria de processamento nos EUA, Rodrigues e Amorim
(1995) investigaram os usos das tcnicas de qualidade nas organizaes brasileiras e tal
estudo pode ser levado s empresas privadas e pblicas dos setores industriais,
laboratoriais, alimentcio, sade e principalmente para a rea das operaes agrcolas,
sendo este ltimo fator fundamental para a produo de alimentos. Os autores concluram
que poucos pesquisadores conheciam as ferramentas de monitoramento da qualidade
proporcionadas pelo CEQ e as empresas que faziam uso destas ainda no tinham padres
de qualidade a serem seguidos e no tornavam as anlises em decises para a melhoria da
qualidade.
Neste contexto de incipincia de usos de tcnicas de controle de qualidade nas
operaes agrcolas no Brasil, Soffner, Milan e Rpoli (1993) estudaram o gerenciamento
das operaes agrcolas por meio de programao linear e relataram que o gerenciamento
eficaz da maquinaria agrcola tende a maximizar os lucros das atividades agrcolas, bem
como a melhor qualidade das operaes desempenhadas e pleno desenvolvimento da
cultura. Os autores ainda relataram que a utilizao do controle de qualidade para as
operaes agrcolas fundamental para se obter melhor gerenciamento dos ciclos de
operaes. Trindade (1993) desenvolveu um sistema de controle qualidade para as
operaes agrcolas florestais, na qual obtiveram resultados satisfatrios por meio da
utilizao das cartas de controles e demais ferramentas do CEQ para aumentar a eficincia
do gerenciamento das operaes.
Bonilla (1994; 1995) descreve que a utilizao do controle estatstico de qualidade,
nas operaes agrcolas mecanizadas essencial para reduo da variabilidade elevada,
podendo tornar o processo estvel quando o mesmo no apresenta este comportamento.
Peche Filho (1994) adotaram as ferramentas do CEQ para o monitoramento do grau de
picagem de material orgnico, para posterior desenvolvimento de uma metodologia para tal
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
operao, e constataram que a reduo da variabilidade decorrente desta operao
incrementa os nveis de qualidade.
Neste contexto, Lopes, Milan e Coelho (1995) visando contribuir com a insero do
CEQ nos ciclos das operaes agrcolas mecanizadas na cultura da cana-de-acar,
relataram que por meio do monitoramento da qualidade em que as operaes estavam
sendo desempenhadas houve elevada variabilidade dos resultados. Tal variabilidade para o
espaamento entre sulcos pode ter levado ao processo ser instvel, sugerindo, portanto,
melhorias na regulagem do implemento e da operao efetuada. Por outro lado, Pasqua et
al. (1996) utilizaram as ferramentas do CEQ para o monitoramento dos ciclos das operaes
mecanizadas na cultura do milho, estabelecendo indicadores de qualidade para a
semeadura, adubao de cobertura e pulverizao, sendo avaliados pelas cartas de
controle.
Milan (1998) descreve que a adoo de sistemas de gerenciamento e suas tcnicas
propiciam o aumento da competitividade na rea agrcola, permitindo melhorar a qualidade e
potencialmente a reduo de custos. Portanto, controle de qualidade, que visa o
monitoramento contnuo do desempenho dos processos, uma tcnica aplicada h longo
tempo na indstria e na prestao de servios e que dever ser adotada cada vez mais para
a agricultura, de forma a aumentar a qualidade das operaes agrcolas mecanizadas. O
autor ainda relata que o emprego de tcnicas de qualidade proporcionam melhorias das
operaes, mas que talvez, essas melhorias podem ser sentidas de maneira mais
substancial ao longo dos anos de utilizao do CEQ (programa de melhoria da qualidade),
pois, assim se cria o hbito de monitorar frequentemente as operaes, podendo esta
descrio ser comparada ao estilo japons de implantao do CEQ.
Tomando com premissa de implementao de um programa de melhorias da
qualidade das operaes agrcolas mecanizadas descritas por Milan (1998), vrios autores a
partir de ento comearam a utilizar as ferramentas do CEQ para o monitoramento,
deteco de causas especiais, interferindo no processo e posteriormente elaborando planos
de melhorias para aumentar a qualidade das mesmas, por meio da reduo da variabilidade
decorrente do processo.
Fernandes, Milan e Peche Filho (2000) propem um gerenciamento da qualidade
para as operaes agrcolas mecanizadas no sistema de produo e cana-de-acar, e
descrevem que a qualidade destas operaes pode ser observada por dois lados: sendo o
primeiro o lado econmico, na qual, a qualidade a produo de itens aos custos
compatveis com a referida atividade e segundo volta-se para o lado agronmico, em que a
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
qualidade se refere realizao de produtos ou servios dentro dos limites de
especificaes ou de qualidade imposto pela unidade produtoras.
De acordo com Milan e Fernandes (2002) a avaliao da qualidade das operaes
de preparo de solo, escarificao e gradagem, por meio do controle estatstico de processo,
se mostrou eficiente para aumentar a qualidade das operaes desempenhadas nestes
sistemas de preparo de solo por meio do plano de melhoria efetuados e posteriormente
executado e isto s foi possvel em virtude da reduo da variabilidade decorrente da
operao.
Milan, Barros e Gava (2003) avaliou o planejamento do preparo do solo por meio do
desdobramento da funo qualidade (QFD)) para a implantao de mudas de eucalipto, e
concluram que os indicadores de qualidade largura e profundidade do sulco e tamanho dos
torres so os mais importantes para atender o melhor desenvolvimento das mudas. O autor
ainda descreve, que o uso do QFD no setor florestal bem como na rea agrcola uma
tcnica eficaz para identificar e traduzir os fatores limitantes das operaes agrcolas.
Souza (2005) descreve uma metodologia para avaliar a qualidade da operao da
semeadura direta em sistema de produo de milho, na qual, continha seis etapas, dentre
elas: caracterizao, pesquisa bibliogrfica, seleo dos indicadores de qualidade, coleta
dos dados a campo, anlise dos dados e criao do ndice de cada indicador de qualidade.
Segundo Nagumo e Milan (2006) as cartas de controle bem como o uso de
histogramas, podem ser utilizados para anlise dos indicadores crticos de qualidade das
caractersticas exigidas pelos clientes na produo de mudas de caf enxertadas e
comercializadas em tubetes plsticos, bem como demais padres de qualidade relacionados
ao ciclo de produo das mudas.
Silveira, Peche Filho e Storino (2007) em estudo realizado avaliando a qualidade das
operaes desempenhadas pela velocidade de trabalho do trator em operaes de
pulverizao, adubao e roadora no cultivo de caf, relataram que o monitoramento da
velocidade de trabalho ao longo da operao no sofreu intensa variao. Portanto, estas
operaes podem ser realizadas com certo nvel de qualidade, sendo o uso das cartas de
controle, dentre as ferramenta da qualidade, eficiente no gerenciamento das operaes
agrcolas na lavoura cafeeira.
Avaliando o desempenho de um dispositivo de corte de base de colhedoras de cana-
de-acar Salvi, Matos e Milan (2007) utilizaram as cartas de controle para o monitoramento
da altura de corte, e constataram que, com e sem o uso do dispositivo automtico de
controle da altura de corte, o processo instvel, no mantendo o padro mdio da altura
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
de corte especificada pela unidade produtora, havendo influncias tambm da idade e porte
do canavial.
Suguisawa et al. (2007) utilizaram as cartas de controle estatstico de processo para
avaliar a qualidade da aplicao de herbicidas em lavoura de trigo e constataram que o seu
uso torna-se importante para o monitoramento e aumento da qualidade da operao uma
vez que a mesma foi irregular ao logo do tempo. Porm, em funo do herbicida ser
sistmico considerou-se a qualidade de aplicao como mdia.
Em avaliao das caracterizaes das perdas e distribuies de cobertura vegetal
durante a colheita mecanizada de soja, Toledo et al. (2008) afirmaram a eficincia da
utilizao das cartas de controle para a identificao da instabilidade decorrente do
processo de colheita uma vez que as perdas e cobertura vegetal foram consideradas
instveis e estveis, respectivamente, sob a ptica do CEQ.
Peloia, Milan e Romanelli (2010) utilizaram como ferramentas do CEQ as cartas de
controle e a analise da capacidade do processo para o corte de rebolos de cana-de-acar
colhidos mecanicamente, e chegaram concluso de que, em funo da estabilidade do
processo diagnosticado pelas cartas de controle, foram realizadas os grficos de
capacidade na qual o processo foi determinado como incapaz de atingir resultados
satisfatrios em curto e longo prazo tanto para cana queimada quanto para cana crua.
Avaliando o processo de colheita mecanizada de cana-de-acar em funo dos
turnos de operao diurno e noturno, Noronha et al. (2011) utilizaram as cartas de controle
para monitoramento do processo no qual constataram a instabilidade do processo para as
perdas pedao fixo, solto, cana inteira durante o perodo diurno e estilhao em ambos os
turno de operao, e a estabilidade do mesmo para as perdas tipo toco e rebolo repicado e
estilhaado, em ambos os turno de operao.
Reis et al. (2010) estudaram a qualidade da aplicao area lquida por uma
aeronave experimental na cultura da soja, e relataram que os seus indicadores de qualidade
(dimetro da mediana volumtrica e amplitude relativa do espectro de gotas, e a qualidade
da aplicao no tero mdio inferior das plantas) foram detectados com pontos ou
observaes fora dos limites de controle, o que caracteriza a instabilidade apresentada para
esta operao.
A utilizao do mtodo FMEA (Failure mode and effect analysis ou Anlise de modo
e efeitos de falha) foi usado para a identificao dos fatores crticos e a anlise do processo
para a sua melhoria contnua no plantio mecanizado de cana-de-acar (BARROS e MILAN,
2010). Os autores descreveram 16 fatores crticos nos quais, apenas dois (paralelismo entre
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
sulcos e profundidade de sulcos) foram considerados como no previsvel, indicando causas
especiais no decorrer da operao e concluem que a elaborao do plano de melhoria
fundamental para aumentar a quantidade de pontos dentro dos limites de controle.
De acordo com Chioderoli et al. (2012) avaliando a perda de gros e distribuio de
palha na colheita mecanizada de soja utilizando como ferramentas do CEQ as cartas de
controle de valores individuais e de amplitude mvel, constataram que todos os tipos de
perdas avaliadas (perdas nos sistemas de trilha e de limpeza e as totais) estavam fora dos
limites de controle. Porm, dentro dos nveis aceitveis de perdas para a cultura bem como
para a distribuio de palha pela mquina.
Compagnon et al. (2012) avaliaram diferentes mtodos de amostragens de perdas
na colheita mecanizada de soja, sendo um deles campo (utilizando-se armao de 2 m2) e
outro por meio do monitor de perdas alocado dentro da cabine da colhedora nos perodos
diurno e noturno da operao, contataram a instabilidade do processo para as perdas nos
sistemas de corte, separao, perdas de gros limpos e totais durante o perodo diurno da
operao de colheita de soja.
Por outro lado, Silva et al. (2013) estudaram a qualidade da colheita mecanizada de
feijo em dois sistemas de preparo do solo, e concluram que, tanto no sistema de preparo
convencional como no sistema de plantio direto, os indicadores de qualidade que se
apresentaram como instveis foram o consumo horrio de combustvel e a produo de
matria seca sob a ptica do CEQ.
Em avaliao da qualidade da colheita mecanizada de caf em sistema de plantio
circular Cassia et al. (2013) por meio da utilizao das cartas de controle, constataram a
elevada variabilidade decorrente do processo de perdas e dos danos causados s plantas.
Porm, os pontos amostrais permaneceram dentro dos limites de controle, considerando o
processo como estvel.
Laboratrio de Mquinas e Mecanizao Agrcola
Universidade Estadual Paulista Jlio de Mesquita Filho Via de Acesso Prof Paulo Donato Castellane, s/n
Departamento de Engenharia Rural 14.884-900 Jaboticabal, So Paulo, Brasil
www.fcav.unesp.br/lamma +55 (16) 3209 7289 |lamma@fcav.unesp.br
S-ar putea să vă placă și
- Apostila Comitê 5S PDFDocument9 paginiApostila Comitê 5S PDFgleisonguimaraesÎncă nu există evaluări
- Implantação do 5S na UniversidadeDocument10 paginiImplantação do 5S na UniversidadeeduardobivoltÎncă nu există evaluări
- Enegep2001 TR26 0526Document8 paginiEnegep2001 TR26 0526Ricardo Massao TakaokaÎncă nu există evaluări
- Metodo 5SDocument16 paginiMetodo 5SfandouÎncă nu există evaluări
- Implantação de 5s PDFDocument27 paginiImplantação de 5s PDFgleisonguimaraes100% (1)
- Procedimento Auditoria 2010Document1 paginăProcedimento Auditoria 2010gleisonguimaraesÎncă nu există evaluări
- Aplicação 5S QualidadeDocument8 paginiAplicação 5S QualidadegleisonguimaraesÎncă nu există evaluări
- Metodo 5SDocument16 paginiMetodo 5SfandouÎncă nu există evaluări
- Planilha de IdeiasDocument1 paginăPlanilha de IdeiasEdson Vando SouzaÎncă nu există evaluări
- CheckList de Autoditoria Do 5S ProducaoDocument2 paginiCheckList de Autoditoria Do 5S ProducaogleisonguimaraesÎncă nu există evaluări
- Horários dos FuncionáriosDocument6 paginiHorários dos FuncionáriosAnderson FreitasÎncă nu există evaluări
- Os Cinco SensosDocument31 paginiOs Cinco Sensosmichelle_gtaÎncă nu există evaluări
- Manual Do Descarte 2014Document19 paginiManual Do Descarte 2014gleisonguimaraesÎncă nu există evaluări
- Implantação do Programa IFSC 5SDocument131 paginiImplantação do Programa IFSC 5Smaycon2108Încă nu există evaluări
- Implantação Do 5S para Qualidade Nas Empresas de Pequeno PorteDocument8 paginiImplantação Do 5S para Qualidade Nas Empresas de Pequeno PorteNorberto SchischoffÎncă nu există evaluări
- Tabela de Preços de Hotéis Rio de Janeiro Salvador Maceió Fortaleza Desconto Baixa TemporadaDocument2 paginiTabela de Preços de Hotéis Rio de Janeiro Salvador Maceió Fortaleza Desconto Baixa TemporadagleisonguimaraesÎncă nu există evaluări
- Apostila Comunic. GerencialDocument50 paginiApostila Comunic. GerencialEdiellyson NogueiraÎncă nu există evaluări
- Apostila 5sDocument9 paginiApostila 5sgleisonguimaraesÎncă nu există evaluări
- Grátis - Como Definir Um Cliente IdealDocument6 paginiGrátis - Como Definir Um Cliente IdealgleisonguimaraesÎncă nu există evaluări
- Como identificar números ordenados em quadrantes em 20 segundosDocument14 paginiComo identificar números ordenados em quadrantes em 20 segundosgleisonguimaraes0% (1)
- Manual Descarte 2013Document18 paginiManual Descarte 2013gleisonguimaraesÎncă nu există evaluări
- Apostila 5sDocument9 paginiApostila 5sgleisonguimaraesÎncă nu există evaluări
- Tutorial Do Software BizagiDocument51 paginiTutorial Do Software Bizagigleisonguimaraes0% (1)
- Palavras NegativasDocument2 paginiPalavras NegativasRichard Almeida100% (1)
- Apostila Comunic. GerencialDocument50 paginiApostila Comunic. GerencialEdiellyson NogueiraÎncă nu există evaluări
- Curso Introdução Engenharia ProduçãoDocument15 paginiCurso Introdução Engenharia ProduçãogleisonguimaraesÎncă nu există evaluări
- Administração da Produção e Operações (APO) - Conceitos e Marcos HistóricosDocument32 paginiAdministração da Produção e Operações (APO) - Conceitos e Marcos HistóricosgleisonguimaraesÎncă nu există evaluări
- Novo Documento de TextoDocument1 paginăNovo Documento de TextogleisonguimaraesÎncă nu există evaluări
- Pronomes Exercício PDFDocument3 paginiPronomes Exercício PDFLindsay AndersonÎncă nu există evaluări
- APOSTILA PASSO A PASSO Gecika Unhas PDFDocument20 paginiAPOSTILA PASSO A PASSO Gecika Unhas PDFgleisonguimaraes72% (43)
- São Gregorio Magno 1 HomiliaDocument4 paginiSão Gregorio Magno 1 HomiliaJoão VictorÎncă nu există evaluări
- Um bocadinho de invernoDocument4 paginiUm bocadinho de invernoLianaÎncă nu există evaluări
- Os Selos Mágicos de Salomão: Como Fazer e Usar Pentáculos PoderososDocument33 paginiOs Selos Mágicos de Salomão: Como Fazer e Usar Pentáculos Poderososantonio_felix_8100% (3)
- Digimon RPG - Regras SistemaDocument6 paginiDigimon RPG - Regras Sistemafabio silvaÎncă nu există evaluări
- Problema 01Document23 paginiProblema 01Kálita VieiraÎncă nu există evaluări
- Relatório Individual PandemiaDocument4 paginiRelatório Individual PandemiaIonara Cassiamani77% (13)
- Interações em Rituais Online: A Midiatização Do Fenômeno Religioso Na InternetDocument15 paginiInterações em Rituais Online: A Midiatização Do Fenômeno Religioso Na InternetMoisés SbardelottoÎncă nu există evaluări
- Hino da UmbandaDocument54 paginiHino da Umbandaesantos6202Încă nu există evaluări
- Analisando As EscriturasDocument15 paginiAnalisando As EscriturasRonaldo Ribeiro100% (1)
- A Divisão Silábica Das PalavrasDocument5 paginiA Divisão Silábica Das PalavrasguiaflpcÎncă nu există evaluări
- Problemas causados pela carismática na Igreja de CorintoDocument8 paginiProblemas causados pela carismática na Igreja de Corintojcbneves7558Încă nu există evaluări
- Participios irregulares españolesDocument9 paginiParticipios irregulares españolesEduardoCórdovaÎncă nu există evaluări
- Pensamento Pós-Moderno e Formação de Professores de HistóriaDocument17 paginiPensamento Pós-Moderno e Formação de Professores de HistóriaEvertonÎncă nu există evaluări
- Correlação estratigráfica entre as Bacias de Moçambique e RovumaDocument19 paginiCorrelação estratigráfica entre as Bacias de Moçambique e RovumaDercio88% (8)
- Teoria do Delito no Direito Penal BrasileiroDocument108 paginiTeoria do Delito no Direito Penal BrasileiroAlberto Minc FascaÎncă nu există evaluări
- CFC - Regulamento Disciplinar Da Aeronã Utica - RdaerDocument24 paginiCFC - Regulamento Disciplinar Da Aeronã Utica - Rdaeradsonlimongi100% (1)
- Dinamica Juizo FinalDocument2 paginiDinamica Juizo FinalNilsonRamosdemeiraÎncă nu există evaluări
- A Percepção Da Mentira Texto Todos Os SlideDocument74 paginiA Percepção Da Mentira Texto Todos Os SlideFrancislene SouzaÎncă nu există evaluări
- Lesão ReversívelDocument3 paginiLesão ReversívelNatalia Soares VeigaÎncă nu există evaluări
- Comentário Análise de PCBDocument3 paginiComentário Análise de PCBMarcelo RodriguesÎncă nu există evaluări
- Pratica Simulada IV Semana 4Document5 paginiPratica Simulada IV Semana 4Adrieli FonsecaÎncă nu există evaluări
- A História Do Nascimento de Jesus - Imprimir Caça PalavrasDocument2 paginiA História Do Nascimento de Jesus - Imprimir Caça PalavrasThais CostaÎncă nu există evaluări
- Gênero e Número Do SubstantivoDocument3 paginiGênero e Número Do SubstantivoNatália Sinarega100% (1)
- 70-Texto Do Artigo-351-1-10-20151028Document16 pagini70-Texto Do Artigo-351-1-10-20151028Pablo Barros BarbershopÎncă nu există evaluări
- Estática de partículas e equilíbrio de forçasDocument6 paginiEstática de partículas e equilíbrio de forçasDaiane BrisottoÎncă nu există evaluări
- Descobrindo a camada 1 e 2 da personalidadeDocument2 paginiDescobrindo a camada 1 e 2 da personalidadesmlÎncă nu există evaluări
- Estudo Dirigido Analise SensorialDocument8 paginiEstudo Dirigido Analise SensorialbrunocesarpconcursoÎncă nu există evaluări
- 9 Nov em BroDocument32 pagini9 Nov em BroRevista MissõesÎncă nu există evaluări
- Cód. Progs DtsulDocument909 paginiCód. Progs Dtsulapostilando11256100% (1)
- Desvendando a liderança e gestão de pessoasDocument56 paginiDesvendando a liderança e gestão de pessoasAmilson AndradeÎncă nu există evaluări