S-ar putea să vă placă și
- RTR Pipe Hydrotest ProcedureDocument13 paginiRTR Pipe Hydrotest ProcedureMohammad Rizwan0% (1)
- Hysys Liquid PumpingDocument8 paginiHysys Liquid PumpingEkundayo JohnÎncă nu există evaluări
- SDR 11Document20 paginiSDR 11rupayan.baruaÎncă nu există evaluări
- Well Completion (1) Model AnswerDocument4 paginiWell Completion (1) Model Answermissaoui0% (1)
- Pump Equations and Formulas CalculatorDocument11 paginiPump Equations and Formulas CalculatorOmar Elhady100% (2)
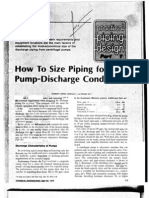
- How To Size Piping For Pump-Discharge ConditionsDocument8 paginiHow To Size Piping For Pump-Discharge Conditionssateesh chand100% (5)
- Controlling Corrosion - Case Studies From Amine Plant Operations (HP)Document6 paginiControlling Corrosion - Case Studies From Amine Plant Operations (HP)jdgh1986Încă nu există evaluări
- Centrifugal Pump TheoryDocument5 paginiCentrifugal Pump TheoryFungsam LimÎncă nu există evaluări
- Head Loss Calculation Head Loss Calculation Using: No. DN MM M MM L/s 1/1 M M/sDocument23 paginiHead Loss Calculation Head Loss Calculation Using: No. DN MM M MM L/s 1/1 M M/sMohamedHanyÎncă nu există evaluări
- Catalago Aeroquip PDFDocument428 paginiCatalago Aeroquip PDFAnggieMaría100% (1)
- Control Valve Analysis1Document13 paginiControl Valve Analysis1Ekundayo JohnÎncă nu există evaluări
- Line SizingDocument14 paginiLine SizingSaif MujawarÎncă nu există evaluări
- Sizing, Specifying and Selecting Centrifugal PumpsDocument5 paginiSizing, Specifying and Selecting Centrifugal PumpsMarcelo Peretti100% (1)
- A Guideline For Design Pressure - Part 2Document4 paginiA Guideline For Design Pressure - Part 2Said Ahmed SalemÎncă nu există evaluări
- Scandpower Fire Guidelines Version 2 PDFDocument81 paginiScandpower Fire Guidelines Version 2 PDFliÎncă nu există evaluări
- High Integrity Protective SystemsDocument9 paginiHigh Integrity Protective SystemsAbhiyan Anala ArvindÎncă nu există evaluări
- Production Pump Sizing P. 0920 A, B, C: CalculationDocument5 paginiProduction Pump Sizing P. 0920 A, B, C: CalculationElias EliasÎncă nu există evaluări
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesDe la EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesEvaluare: 5 din 5 stele5/5 (1)
- Wall Metal Temperature During Emergency DepressurizationDocument7 paginiWall Metal Temperature During Emergency Depressurizationmihaileditoiu2010Încă nu există evaluări
- Control Design For Steam Vent Noise in Refineries (HP)Document2 paginiControl Design For Steam Vent Noise in Refineries (HP)jdgh1986Încă nu există evaluări
- Nfpa 214 1977Document14 paginiNfpa 214 1977jdgh1986Încă nu există evaluări
- MCQ-Water Supply and Wastewater EngineeringDocument11 paginiMCQ-Water Supply and Wastewater EngineeringDr. Akepati Sivarami Reddy79% (33)
- KO DrumDocument3 paginiKO DrumArynda Dimas SadewoÎncă nu există evaluări
- Control Valve DPDocument8 paginiControl Valve DPAmit SawantÎncă nu există evaluări
- Multiphase Flow 1995De la EverandMultiphase Flow 1995A. SerizawaÎncă nu există evaluări
- How To Control Liquid Ring Vacuum PumpsDocument2 paginiHow To Control Liquid Ring Vacuum Pumpsjdgh1986Încă nu există evaluări
- Safety ValvesDocument11 paginiSafety Valvesravindra_jivaniÎncă nu există evaluări
- Water Hammer With Column SeparationDocument88 paginiWater Hammer With Column SeparationVSMS8678Încă nu există evaluări
- Hydraulic SymbolsDocument14 paginiHydraulic Symbolsasparagus1996100% (2)
- Surge Control Dynamic Simulation Centrifugal CompDocument3 paginiSurge Control Dynamic Simulation Centrifugal CompAnil B YadavÎncă nu există evaluări
- Process Engineer - PSV SizingDocument3 paginiProcess Engineer - PSV SizingLaorenciaÎncă nu există evaluări
- A Look at Centrifugal Pump Suction Hydraulic - Part 1Document4 paginiA Look at Centrifugal Pump Suction Hydraulic - Part 1Said Ahmed SalemÎncă nu există evaluări
- Rigorous Method For Fire Case (Process Engineer)Document5 paginiRigorous Method For Fire Case (Process Engineer)ecovarrubias1Încă nu există evaluări
- Validation Report On The 2 Phase Line Sizing 3 PDFDocument18 paginiValidation Report On The 2 Phase Line Sizing 3 PDFJoseph MedinaÎncă nu există evaluări
- T II P Training Program On Basic Process Engineering PracticesDocument26 paginiT II P Training Program On Basic Process Engineering PracticesAsmita AndaniÎncă nu există evaluări
- Two Phase Flow BibliographyDocument41 paginiTwo Phase Flow BibliographyShiv Pratap SinghÎncă nu există evaluări
- Orifice Plate Calculator Pressure Drop CalculationDocument6 paginiOrifice Plate Calculator Pressure Drop Calculationlutfi awnÎncă nu există evaluări
- Orifice Meter: How Does It Work?Document4 paginiOrifice Meter: How Does It Work?zubi13Încă nu există evaluări
- E PR 460Document37 paginiE PR 460khorzooÎncă nu există evaluări
- Process Design: Norsok StandardDocument27 paginiProcess Design: Norsok StandardJason ThomasÎncă nu există evaluări
- Piping Design 5 PDFDocument9 paginiPiping Design 5 PDFSandra MArrugo100% (1)
- Centrifugal PumpsDocument6 paginiCentrifugal PumpsjoasobralÎncă nu există evaluări
- CoalescerDocument18 paginiCoalescer112dharmesh0% (1)
- Friction LossesDocument34 paginiFriction LossesTahaÎncă nu există evaluări
- Parts Manual Case Ingersoll 220 222 224 444 Part 2Document62 paginiParts Manual Case Ingersoll 220 222 224 444 Part 2graydon2100% (1)
- Instrument Process Datasheet (IPDS)Document3 paginiInstrument Process Datasheet (IPDS)Vraja KisoriÎncă nu există evaluări
- Vent Sizing Applications For Reactive SystemsDocument10 paginiVent Sizing Applications For Reactive SystemsAritraDalalÎncă nu există evaluări
- 2020-03 Hydrocarbon EngineeringDocument124 pagini2020-03 Hydrocarbon Engineeringjdgh1986Încă nu există evaluări
- A Systematic Approach To Relief and Flare Systems (AIChe) PDFDocument9 paginiA Systematic Approach To Relief and Flare Systems (AIChe) PDFjdgh1986Încă nu există evaluări
- Calculate NPSH With Confidence (CE)Document6 paginiCalculate NPSH With Confidence (CE)jdgh1986Încă nu există evaluări
- PSV SizingDocument3 paginiPSV SizingpavanÎncă nu există evaluări
- A Look at Centrifugal Pump Suction Hydraulic - Part 2Document3 paginiA Look at Centrifugal Pump Suction Hydraulic - Part 2Said Ahmed SalemÎncă nu există evaluări
- Optimizing Pressure Relief SystemsDocument6 paginiOptimizing Pressure Relief SystemssgrsthÎncă nu există evaluări
- Pipeline Hot Tap Definition and ProcedureDocument6 paginiPipeline Hot Tap Definition and ProcedureDolores Fuertes de cabezaÎncă nu există evaluări
- Selecting The Proper Flare System PDFDocument6 paginiSelecting The Proper Flare System PDFjdgh1986100% (1)
- Pump CalcDocument1 paginăPump CalcMoch WildanÎncă nu există evaluări
- Process Safeguarding - PSE02Document2 paginiProcess Safeguarding - PSE02Sarfraz AliÎncă nu există evaluări
- TSV CalculationDocument3 paginiTSV CalculationAymen KhlifiÎncă nu există evaluări
- Tech Brief Pump Curves PDFDocument5 paginiTech Brief Pump Curves PDFThomas KamongÎncă nu există evaluări
- P&ID Legend SymbolsDocument21 paginiP&ID Legend SymbolsVidhyananthan RamasamyÎncă nu există evaluări
- 750-326 Blowdown Separator 11 2015Document10 pagini750-326 Blowdown Separator 11 2015osamaÎncă nu există evaluări
- Sizing and Rating BLOWDOWN - ExerciseDocument19 paginiSizing and Rating BLOWDOWN - Exercisepolaris44Încă nu există evaluări
- DespresurizaciónDocument3 paginiDespresurizaciónmatrix69Încă nu există evaluări
- Flow and Pressure Drop in Valves and Fittings. Valve Resistance Coefficient and DiameterDocument21 paginiFlow and Pressure Drop in Valves and Fittings. Valve Resistance Coefficient and Diameterjroman33Încă nu există evaluări
- FlareTot - Total Flare AnalysisDocument8 paginiFlareTot - Total Flare AnalysisArjun KapoorÎncă nu există evaluări
- Is 600 MM Sufficient To Keep BDV FunctionalDocument0 paginiIs 600 MM Sufficient To Keep BDV Functionalsachin2010Încă nu există evaluări
- Determination of Minimum Safe Purge Gas Flow Rate in Flare Systems With A Velocity Seal (CTFO)Document8 paginiDetermination of Minimum Safe Purge Gas Flow Rate in Flare Systems With A Velocity Seal (CTFO)jdgh1986Încă nu există evaluări
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDocument7 paginiMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHIÎncă nu există evaluări
- BDVDocument3 paginiBDVJason ThomasÎncă nu există evaluări
- Faculty of Engineering & Technology Mechanical Engineering Lab Report Fluid MechanicsDocument11 paginiFaculty of Engineering & Technology Mechanical Engineering Lab Report Fluid MechanicsTan YikcongÎncă nu există evaluări
- GoyalDocument3 paginiGoyalVan LeÎncă nu există evaluări
- Process Engineer - PSV Installation-GuideDocument3 paginiProcess Engineer - PSV Installation-GuideMannu SatPuteÎncă nu există evaluări
- Indus - PGD Process Design EngineeringDocument2 paginiIndus - PGD Process Design EngineeringAmarjeet SandhuÎncă nu există evaluări
- 6DSUPP Desuperheater Supplement BrochureDocument4 pagini6DSUPP Desuperheater Supplement BrochureПавел ЛукьяновÎncă nu există evaluări
- Simulation, System and Analytical: Lainnya Blog Berikut Buat Blog MasukDocument8 paginiSimulation, System and Analytical: Lainnya Blog Berikut Buat Blog MasukIkhsanudin AbdullahÎncă nu există evaluări
- Cast - Basket Strainers - 2nd EditionDocument27 paginiCast - Basket Strainers - 2nd EditionmartinnovelÎncă nu există evaluări
- 25nb y StrainerDocument1 pagină25nb y StrainerKailas NimbalkarÎncă nu există evaluări
- Gas Blowby CaseDocument2 paginiGas Blowby Casejainrakeshj4987Încă nu există evaluări
- Process Design Engineering Test-1Document6 paginiProcess Design Engineering Test-1Vague FruitsÎncă nu există evaluări
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorDocument9 paginiCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainÎncă nu există evaluări
- Models For Analysis of Water Hammer in Piping With Entrapped Air - Chaiko - 2002 - PPL CorporationDocument11 paginiModels For Analysis of Water Hammer in Piping With Entrapped Air - Chaiko - 2002 - PPL CorporationElias TascaÎncă nu există evaluări
- Peggen03 PDFDocument5 paginiPeggen03 PDFMohamedÎncă nu există evaluări
- 2019-07 Hydrocarbon EngineeringDocument84 pagini2019-07 Hydrocarbon Engineeringjdgh1986Încă nu există evaluări
- 2018-08 Hydrocarbon EngineeringDocument92 pagini2018-08 Hydrocarbon Engineeringjdgh1986Încă nu există evaluări
- OISD - Fire Incident at Process Cooling TowerDocument5 paginiOISD - Fire Incident at Process Cooling Towerjdgh1986Încă nu există evaluări
- Case Histories of Amine Plant Equipment Corrosion Problems - Part 2Document4 paginiCase Histories of Amine Plant Equipment Corrosion Problems - Part 2jdgh1986Încă nu există evaluări
- Aspen Physical Property System PDFDocument342 paginiAspen Physical Property System PDFjdgh1986Încă nu există evaluări
- Calculating Settle Out Pressure in Compressor Loops PDFDocument3 paginiCalculating Settle Out Pressure in Compressor Loops PDFjdgh1986Încă nu există evaluări
- Improve Energy Efficiency Via Heat Integration PDFDocument10 paginiImprove Energy Efficiency Via Heat Integration PDFjdgh1986Încă nu există evaluări
- Fire Water Pumps For CPI Facilities (CE)Document4 paginiFire Water Pumps For CPI Facilities (CE)jdgh1986Încă nu există evaluări
- Lab Session No.01 Objective: Apparatus: Diagram:: Hydraulic BenchDocument3 paginiLab Session No.01 Objective: Apparatus: Diagram:: Hydraulic BenchMuhammad AshfaqÎncă nu există evaluări
- Understanding Pump Curves PDFDocument2 paginiUnderstanding Pump Curves PDFumairgul841Încă nu există evaluări
- Plumbing Fixture Flow Rate Tables (Non Residential)Document1 paginăPlumbing Fixture Flow Rate Tables (Non Residential)DÎncă nu există evaluări
- Centrifugal Pump2Document15 paginiCentrifugal Pump2limakupang_matÎncă nu există evaluări
- Design and Fabrication of Multi Purpose Hydraulic Power PressDocument4 paginiDesign and Fabrication of Multi Purpose Hydraulic Power PressAnbu SelvanÎncă nu există evaluări
- P011-0002, Symbols & Legends (2,3)Document1 paginăP011-0002, Symbols & Legends (2,3)Mubashir fareedÎncă nu există evaluări
- Lab 2 ReportDocument16 paginiLab 2 ReportLiyanna Blanda100% (2)
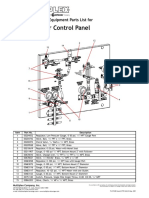
- Multiplex Painel Co - Vista Explodida (En)Document1 paginăMultiplex Painel Co - Vista Explodida (En)Amauri RogérioÎncă nu există evaluări
- Chapel Hydraulic ComponentsDocument76 paginiChapel Hydraulic ComponentsSaeed OsheeÎncă nu există evaluări
- Hydro EN 12845 Fireset DatabookDocument36 paginiHydro EN 12845 Fireset DatabookfebousÎncă nu există evaluări
- Friction Losses in Pipe Fittings Resistance Coefficient K (Use in Formula H KV /2g)Document12 paginiFriction Losses in Pipe Fittings Resistance Coefficient K (Use in Formula H KV /2g)Alvin KimÎncă nu există evaluări
- Tire Machinerry Program NewDocument8 paginiTire Machinerry Program Newmkt mechoceanÎncă nu există evaluări
- Ata 28Document27 paginiAta 28jontis jasoliyaÎncă nu există evaluări
- Dams Storage CapacityDocument81 paginiDams Storage CapacityRAVI AGGRAWALLAÎncă nu există evaluări
- As Pricing Catalogue 2022 WhatsappDocument76 paginiAs Pricing Catalogue 2022 Whatsapppriya mahthaÎncă nu există evaluări
- MIR DocumentsDocument5 paginiMIR DocumentsShadab KhanÎncă nu există evaluări
- General Notes:: Vicinity Map P1Document1 paginăGeneral Notes:: Vicinity Map P1Alsean Soriano DetubioÎncă nu există evaluări
- QM Material PLNT Mtyp Matl GroupDocument39 paginiQM Material PLNT Mtyp Matl GroupMohamed Reda Hussein SengarÎncă nu există evaluări
- Pressure Vessel Hydrotest Procedure - Google SearchDocument3 paginiPressure Vessel Hydrotest Procedure - Google SearchAsad KhanÎncă nu există evaluări