S-ar putea să vă placă și
- Lamina Desplagada PDFDocument27 paginiLamina Desplagada PDFArt ManÎncă nu există evaluări
- Libro HhoDocument162 paginiLibro HhoNéstor Villalba100% (3)
- 1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuDocument10 pagini1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuKjatunMayu GutierrezÎncă nu există evaluări
- Supervisor en SoldaduraDocument2 paginiSupervisor en SoldaduraRoque SaenzÎncă nu există evaluări
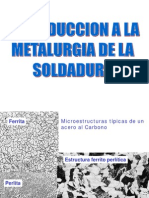
- Metalurgia de La SoldaduraDocument25 paginiMetalurgia de La Soldaduraneripe100% (14)
- Tipos de Soldadura 1Document49 paginiTipos de Soldadura 1IvanOvich Vladislav KievÎncă nu există evaluări
- Aa - Catalogo General Koller 2022Document173 paginiAa - Catalogo General Koller 2022Jenifer Piña gonzalesÎncă nu există evaluări
- Catalogo ElectrodoDocument148 paginiCatalogo ElectrodoCHIP_ELECTRONICÎncă nu există evaluări
- Lab8 - Visita Santa Barbara EPDocument5 paginiLab8 - Visita Santa Barbara EPMaria JoseÎncă nu există evaluări
- Pts IzajeDocument13 paginiPts IzajeرافلخاراکاهشÎncă nu există evaluări
- FLS - PETS - LB007 - V01 Cambio de ConcavosDocument20 paginiFLS - PETS - LB007 - V01 Cambio de ConcavosHenry ArrvalÎncă nu există evaluări
- Posiciones de SoldaduraDocument12 paginiPosiciones de SoldaduraMartin GarciaÎncă nu există evaluări
- Implementacion de Las 9sDocument46 paginiImplementacion de Las 9sLuis Alberto Azpeitia Francisco80% (5)
- Descifrando El ADN Del Sistema de Produccion ToyotaDocument12 paginiDescifrando El ADN Del Sistema de Produccion ToyotaEstrategia FocalizadaÎncă nu există evaluări
- Induction Welding of ThermoplasticsDocument140 paginiInduction Welding of ThermoplasticsYu Semanuel100% (1)
- Proyecto Soporte GiratorioDocument9 paginiProyecto Soporte GiratorioJefferson CaicedoÎncă nu există evaluări
- ITEP 8140-220M SM SALKOR PRO Manual PDFDocument20 paginiITEP 8140-220M SM SALKOR PRO Manual PDFMartín Illobre LojoyaÎncă nu există evaluări
- Evolución de Los Procesos de ManofacturaDocument3 paginiEvolución de Los Procesos de ManofacturaWellintong Orlando SalanÎncă nu există evaluări
- EjemplosDocument8 paginiEjemplosyuliana8riascosÎncă nu există evaluări
- Diplomado Gmaw ModificadoDocument54 paginiDiplomado Gmaw ModificadoTzory RmrzÎncă nu există evaluări
- Manual Carroceros Manual de CarroseriaDocument110 paginiManual Carroceros Manual de CarroseriaSirzarumanAsÎncă nu există evaluări
- Trabajo Final Soldadura de Mantenimiento 2022Document9 paginiTrabajo Final Soldadura de Mantenimiento 2022Franz milthon JalireÎncă nu există evaluări
- 1.odi OperariosDocument6 pagini1.odi OperariosNicole P. SanchezÎncă nu există evaluări
- Cuadernillo HOJALATERÍA Epet 3Document21 paginiCuadernillo HOJALATERÍA Epet 3k.d.b.19julioÎncă nu există evaluări
- Ensayo-Procesos de Manufactura 2Document4 paginiEnsayo-Procesos de Manufactura 2salacasaÎncă nu există evaluări
- EETT HabacucDocument23 paginiEETT HabacucJorge HuertaÎncă nu există evaluări
- CUESTIONARIODocument8 paginiCUESTIONARIOCarlos SarmientoÎncă nu există evaluări
- Aceros CortenDocument7 paginiAceros Cortenoscar_felipe_jimenezÎncă nu există evaluări
- Memoria Aire AcondicionadoDocument30 paginiMemoria Aire AcondicionadoMatthew SollerÎncă nu există evaluări
- Catalogo Armor 2019 PDFDocument67 paginiCatalogo Armor 2019 PDFGabriela A.Încă nu există evaluări