S-ar putea să vă placă și
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysDe la EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysÎncă nu există evaluări
- MDDocument10 paginiMDlamiabejaouiÎncă nu există evaluări
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesDe la EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesÎncă nu există evaluări
- Cours ProgDocument43 paginiCours ProgATFP2013Încă nu există evaluări
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesDe la EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesÎncă nu există evaluări
- 5450 Sujet 0 E42 Bts Ms Option SP 1Document46 pagini5450 Sujet 0 E42 Bts Ms Option SP 1Chanol Noupa100% (1)
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceDe la EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceÎncă nu există evaluări
- Bureau Des MethodesDocument9 paginiBureau Des MethodesChahinez MoatesÎncă nu există evaluări
- Fiabilité, maintenance prédictive et vibration des machinesDe la EverandFiabilité, maintenance prédictive et vibration des machinesÎncă nu există evaluări
- SYS849 3 Usinage Partie IDocument37 paginiSYS849 3 Usinage Partie Ic oussamaÎncă nu există evaluări
- PFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFDocument98 paginiPFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFMouad BotteÎncă nu există evaluări
- 1306 160 p32 PDFDocument12 pagini1306 160 p32 PDFMohamed Amine SaadaÎncă nu există evaluări
- CATIA Générique 02 - Mechanical DesignDocument49 paginiCATIA Générique 02 - Mechanical DesignMohamedBejjaÎncă nu există evaluări
- Guide de Maintenance Et Reparation Des Arbres de Transmission PDFDocument25 paginiGuide de Maintenance Et Reparation Des Arbres de Transmission PDFakrealphonseÎncă nu există evaluări
- Module 31 Projet de synthese-TFM PDFDocument86 paginiModule 31 Projet de synthese-TFM PDFMajda El AouniÎncă nu există evaluări
- CNC MPDocument13 paginiCNC MPsinior100% (1)
- Tribologie MasterDocument15 paginiTribologie MasterabderazakÎncă nu există evaluări
- Étude Experimentale de La Coupe en FraisageDocument6 paginiÉtude Experimentale de La Coupe en FraisagekadirikakaÎncă nu există evaluări
- ENSP - Niveau2 - PHY228 - STATIQUE - Module 2 - LES TORSEURS UTILISES EN MECANIQUE - Cours - V22032020Document8 paginiENSP - Niveau2 - PHY228 - STATIQUE - Module 2 - LES TORSEURS UTILISES EN MECANIQUE - Cours - V22032020NANA EmmanuelÎncă nu există evaluări
- 2 Principe de ProgrammationDocument3 pagini2 Principe de ProgrammationMido Si CherniÎncă nu există evaluări
- M4 - Fabrication de Pièces D'usinage Simples en Fraisage 45h 1er AnnéeDocument93 paginiM4 - Fabrication de Pièces D'usinage Simples en Fraisage 45h 1er AnnéeMOHAM BELHOUDAÎncă nu există evaluări
- FraisageDocument12 paginiFraisageWijdane El MoussaidÎncă nu există evaluări
- Ateliers Flexibles D.doc1Document7 paginiAteliers Flexibles D.doc1Aliouat MohcenÎncă nu există evaluări
- Djemili Lotfi PDFDocument70 paginiDjemili Lotfi PDFfaouzi sellaliÎncă nu există evaluări
- Cours Metier Et Formation Génie MécaniqueDocument25 paginiCours Metier Et Formation Génie MécaniqueESSOME ESSOME OLIVIER STEPHANEÎncă nu există evaluări
- Catia v5 Machining Brochure FR PDFDocument8 paginiCatia v5 Machining Brochure FR PDFWalid BenaziÎncă nu există evaluări
- Corrigé TD-5 - TD de SynthèseDocument5 paginiCorrigé TD-5 - TD de SynthèseAljawhara SaraÎncă nu există evaluări
- Transmission de Puissance Prof PDFDocument16 paginiTransmission de Puissance Prof PDFRuppy MIYOUNAÎncă nu există evaluări
- Cahier de Charge Grue Télescopique À Commande À Distance DEFFO-BESSALA-1Document27 paginiCahier de Charge Grue Télescopique À Commande À Distance DEFFO-BESSALA-1Christoffe MariusÎncă nu există evaluări
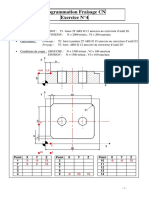
- Exercice N4Document1 paginăExercice N4O ZÎncă nu există evaluări
- Choix Préliminaires Du Nombre D'empreintes Dans Un MouleDocument7 paginiChoix Préliminaires Du Nombre D'empreintes Dans Un MouleAnonymous 9qKdViDP4Încă nu există evaluări
- Cours FraisageDocument172 paginiCours FraisageHajar OumnasÎncă nu există evaluări
- TP 11Document14 paginiTP 11elfahime ELFAHIMEÎncă nu există evaluări
- Cimco CNC Calc ProgDocument52 paginiCimco CNC Calc ProgRyemÎncă nu există evaluări
- Exercice Sur Le Decodage Des SpecificationsDocument2 paginiExercice Sur Le Decodage Des SpecificationsMed Ali MaatougÎncă nu există evaluări
- Optimisation D'un Reservoir de StockageDocument8 paginiOptimisation D'un Reservoir de Stockagetaha oulkadiÎncă nu există evaluări
- Torsion TDDocument2 paginiTorsion TDMounder LsmÎncă nu există evaluări
- La Programmation Des MOCN - Codes ISO PDFDocument8 paginiLa Programmation Des MOCN - Codes ISO PDFCherche Annonce AnnonceÎncă nu există evaluări
- XC 38Document1 paginăXC 38sere100% (1)
- Chapitre 4 Contrat Des PhasesDocument5 paginiChapitre 4 Contrat Des PhasesAdel ZitouniÎncă nu există evaluări
- Cours Fabrication MecaniqueDocument47 paginiCours Fabrication MecaniqueSoufiane NaniÎncă nu există evaluări
- 7968 Annexe Realisation Du Mors Mobile Dun Etau Serrage Rapide Ensps - 0Document4 pagini7968 Annexe Realisation Du Mors Mobile Dun Etau Serrage Rapide Ensps - 0Aymen ZammaliÎncă nu există evaluări
- Projet en Mécanique SéminiareDocument111 paginiProjet en Mécanique SéminiarengouoÎncă nu există evaluări
- Examen Productique1-TF 2021Document2 paginiExamen Productique1-TF 2021Oumayma BoudaboussÎncă nu există evaluări
- Partie 8 - Procédés de Fabrication Sans Outil Coupant PDFDocument11 paginiPartie 8 - Procédés de Fabrication Sans Outil Coupant PDFamalÎncă nu există evaluări
- TD 3 Loi Entrée Sortie Par Fermeture GéométriqueDocument4 paginiTD 3 Loi Entrée Sortie Par Fermeture GéométriqueChokri AtefÎncă nu există evaluări
- Corrigé Examen Terminal CFAO M1 CM 2017Document1 paginăCorrigé Examen Terminal CFAO M1 CM 2017Salim RezkiÎncă nu există evaluări
- Chapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GDocument49 paginiChapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GAs ScofÎncă nu există evaluări
- Cours Designation Des Materiaux Fiche 2 eDocument2 paginiCours Designation Des Materiaux Fiche 2 eGuy EffaÎncă nu există evaluări
- Les Courroies - ExercicesDocument4 paginiLes Courroies - ExercicesDjamel DjamÎncă nu există evaluări
- ch2 Materiaux Et EnergieDocument63 paginich2 Materiaux Et EnergieRiheb MoncerÎncă nu există evaluări
- Modélisation Géométrique Et Usinage de Surfaces GauchesDocument10 paginiModélisation Géométrique Et Usinage de Surfaces GauchesbhassaidÎncă nu există evaluări
- Etau D ModelisteDocument23 paginiEtau D ModelisteYoro Boubou SIDIBEÎncă nu există evaluări
- CAO Modélisation GéométriqueDocument24 paginiCAO Modélisation GéométriqueIbrahima BahÎncă nu există evaluări
- Chapitre 1 - MoulageDocument83 paginiChapitre 1 - MoulageAchref AbidiÎncă nu există evaluări
- ControleDocument5 paginiControleEL Boukhrissi OtmaneÎncă nu există evaluări
- Tube de Liaison PDFDocument3 paginiTube de Liaison PDFKorichiKarimÎncă nu există evaluări
- Catia Presentation Interface Et EsquisseDocument13 paginiCatia Presentation Interface Et EsquisseSaid EL FakkoussiÎncă nu există evaluări
- Télécharger Guide Usinage CNC Avec Fusion 360Document28 paginiTélécharger Guide Usinage CNC Avec Fusion 360abdo tmÎncă nu există evaluări
- StatiqueDocument4 paginiStatiqueAchraf Moutahar100% (1)
- Zone de Vent MarocDocument22 paginiZone de Vent MarocThomas GuerinÎncă nu există evaluări
- Pied de Poteau EncastrésDocument25 paginiPied de Poteau EncastrésblueengÎncă nu există evaluări
- Pied de Poteau EncastrésDocument25 paginiPied de Poteau EncastrésblueengÎncă nu există evaluări
- EUROCODEDocument29 paginiEUROCODEmohamedÎncă nu există evaluări
- Zone de Vent MarocDocument22 paginiZone de Vent MarocThomas GuerinÎncă nu există evaluări
- Fiche Technique SectionneurDocument1 paginăFiche Technique SectionneurmohamedÎncă nu există evaluări
- CosmoDocument8 paginiCosmomohamedÎncă nu există evaluări
- M1 ACT2 Stabilite - Lampadaire Corrige PDFDocument10 paginiM1 ACT2 Stabilite - Lampadaire Corrige PDFMohamedZenaidyÎncă nu există evaluări
- M1 ACT2 Stabilite - Lampadaire Corrige PDFDocument10 paginiM1 ACT2 Stabilite - Lampadaire Corrige PDFMohamedZenaidyÎncă nu există evaluări
- M1 ACT2 Stabilite - Lampadaire Corrige PDFDocument10 paginiM1 ACT2 Stabilite - Lampadaire Corrige PDFMohamedZenaidyÎncă nu există evaluări
- M1 ACT2 Stabilite - Lampadaire Corrige PDFDocument10 paginiM1 ACT2 Stabilite - Lampadaire Corrige PDFMohamedZenaidyÎncă nu există evaluări
- M1 ACT2 Stabilite - Lampadaire Corrige PDFDocument10 paginiM1 ACT2 Stabilite - Lampadaire Corrige PDFMohamedZenaidyÎncă nu există evaluări
- Catalogue Essaada (PPPPPPPPPP)Document24 paginiCatalogue Essaada (PPPPPPPPPP)mohamedÎncă nu există evaluări
- Catalogue Retis-Solutions Se CatDocument228 paginiCatalogue Retis-Solutions Se Catmohamed100% (2)
- Dynamique Des Structures VibratoireDocument13 paginiDynamique Des Structures VibratoireSaid MtacyprÎncă nu există evaluări
- NV65 Greb V.2Document29 paginiNV65 Greb V.2YounessElkarkouriÎncă nu există evaluări
- NV65 Greb V.2Document29 paginiNV65 Greb V.2YounessElkarkouriÎncă nu există evaluări
- Fiche Les Engrenages.117Document2 paginiFiche Les Engrenages.117mohamedÎncă nu există evaluări
- PNM 01 4 096 01102014Document17 paginiPNM 01 4 096 01102014Snoumatrap TpbÎncă nu există evaluări
- Dynamique Des Structures VibratoireDocument13 paginiDynamique Des Structures VibratoireSaid MtacyprÎncă nu există evaluări
- Simeg PDFDocument93 paginiSimeg PDFmohamedÎncă nu există evaluări
- Catalogue Essaada (PPPPPPPPPP)Document24 paginiCatalogue Essaada (PPPPPPPPPP)mohamedÎncă nu există evaluări
- Fiche Les Engrenages.117Document2 paginiFiche Les Engrenages.117mohamedÎncă nu există evaluări
- Correction Du Devoir 7-2Document3 paginiCorrection Du Devoir 7-2mohamedÎncă nu există evaluări
- Fiche Les Engrenages.117Document2 paginiFiche Les Engrenages.117mohamedÎncă nu există evaluări
- Cours 04-ESSAIS MECANIQUESDocument31 paginiCours 04-ESSAIS MECANIQUESSou Fien67% (9)
- Cours 04-ESSAIS MECANIQUESDocument31 paginiCours 04-ESSAIS MECANIQUESSou Fien67% (9)
- Pliage 1Document8 paginiPliage 1NeoXana01Încă nu există evaluări
- Pliage 1Document8 paginiPliage 1NeoXana01Încă nu există evaluări
- Liste PFE 2004-2022Document98 paginiListe PFE 2004-2022rahelÎncă nu există evaluări
- Faire Un PDF VectorielDocument2 paginiFaire Un PDF VectorielCatherineÎncă nu există evaluări
- M10964 Formation Datacenter Monitoring Avec Microsoft System Center Operations Manager Scom 2012 PDFDocument2 paginiM10964 Formation Datacenter Monitoring Avec Microsoft System Center Operations Manager Scom 2012 PDFCertyouFormationÎncă nu există evaluări
- RPC en VBDocument8 paginiRPC en VBMarwane BelahcenÎncă nu există evaluări
- BDDocument183 paginiBDArsene LineÎncă nu există evaluări
- NEURODocument40 paginiNEUROMICHAEL PAULÎncă nu există evaluări
- SolidWorks 2001 Manuel Fr-41-49 - Mise en PlanDocument9 paginiSolidWorks 2001 Manuel Fr-41-49 - Mise en PlanfgmgpÎncă nu există evaluări
- Carte Heuristique Gantt Mindview PDFDocument40 paginiCarte Heuristique Gantt Mindview PDFchaimaeÎncă nu există evaluări
- Bases D'algorithmiqueDocument8 paginiBases D'algorithmiquesimoÎncă nu există evaluări
- FR Tanagra Excel AddInDocument9 paginiFR Tanagra Excel AddInSaber AyarÎncă nu există evaluări
- Génération Automatique de Diagrammes SysML À Partir Du Code VHDLDocument54 paginiGénération Automatique de Diagrammes SysML À Partir Du Code VHDLRay MarchalÎncă nu există evaluări
- Cortex Diagnose ReportDocument15 paginiCortex Diagnose ReportzakiÎncă nu există evaluări
- TD 06Document19 paginiTD 06Razozy IanyÎncă nu există evaluări
- TP2HeritageEtInterface PDFDocument2 paginiTP2HeritageEtInterface PDFproxmox ve100% (1)
- CentOS 7 Le Nouveau Mode Mono-UtilisateurDocument8 paginiCentOS 7 Le Nouveau Mode Mono-UtilisateurnsedoudÎncă nu există evaluări
- Id 10776 PDFDocument10 paginiId 10776 PDFcastro sixfreed endeng ngouaÎncă nu există evaluări
- Dennis-De-Swart - Php-Stanford-Nlp-Datastore - PackagistDocument5 paginiDennis-De-Swart - Php-Stanford-Nlp-Datastore - PackagistKamer ProgramerÎncă nu există evaluări
- Flair 200C Et T200: RTU Control Et FormulesDocument36 paginiFlair 200C Et T200: RTU Control Et FormulesJoelÎncă nu există evaluări
- Création D'applications Mobiles Avec Xamarin Forms PDFDocument121 paginiCréation D'applications Mobiles Avec Xamarin Forms PDFSamir BellachÎncă nu există evaluări
- QGIS 2.14 UserGuide FRDocument428 paginiQGIS 2.14 UserGuide FRMEKONGO ESSO OSCARÎncă nu există evaluări
- AVDI Common User's Manual FrenchDocument53 paginiAVDI Common User's Manual FrenchElectronicdeivi DeiviÎncă nu există evaluări
- Commande DiskpartDocument12 paginiCommande DiskpartYao DimitriÎncă nu există evaluări
- Chapitre 1 Poo Maj - v2Document27 paginiChapitre 1 Poo Maj - v2K.B. Meey0hÎncă nu există evaluări
- Chap 1 - Introduction À La SécuritéDocument10 paginiChap 1 - Introduction À La SécuritéSyrine BouhachemÎncă nu există evaluări
- Services D'installation À Distance - WikipédiaDocument4 paginiServices D'installation À Distance - WikipédiaRemi AYIÎncă nu există evaluări
- Rapport Stage LogistiqueDocument50 paginiRapport Stage LogistiqueBest BossÎncă nu există evaluări
- Contrat Vendeurs VF 1 PDFDocument11 paginiContrat Vendeurs VF 1 PDFALICHBARY55Încă nu există evaluări
- Publier Et Vendre Ses Partitions de MusiqueDocument16 paginiPublier Et Vendre Ses Partitions de MusiqueArpege Music Software - Logiciels Arpège Musique100% (2)
- Extract INRAEDocument3 paginiExtract INRAEElhadji Boly Junior JOHNSONÎncă nu există evaluări
- Python3v1 1Document143 paginiPython3v1 1PrestaÎncă nu există evaluări