S-ar putea să vă placă și
- STo ManualDocument64 paginiSTo Manualarqivan650% (2)
- ELECTROQUIMICADocument12 paginiELECTROQUIMICAHeydi SolórzanoÎncă nu există evaluări
- Informe de GalvanizadoDocument13 paginiInforme de GalvanizadoJaime Andrés Andrade CujiÎncă nu există evaluări
- Recubrimiento metálico en celdas HullDocument10 paginiRecubrimiento metálico en celdas HullDonaldo ValenciaÎncă nu există evaluări
- Informe Visita Industrial Por Danitza Mendoza ChambiDocument11 paginiInforme Visita Industrial Por Danitza Mendoza ChambiDanitza Mendoza ChambiÎncă nu există evaluări
- Practica #7 CorrosionDocument20 paginiPractica #7 CorrosionDarwin Huillca DiazÎncă nu există evaluări
- Practica QuimicaDocument7 paginiPractica QuimicaEmiliano LozanoÎncă nu există evaluări
- Cobreado Acido BrillanteDocument18 paginiCobreado Acido BrillanteErnesto Rodriguez100% (1)
- Producción de recubrimientos metálicosDocument7 paginiProducción de recubrimientos metálicosRoger JSÎncă nu există evaluări
- Plateado electrolítico: Proceso y aplicacionesDocument8 paginiPlateado electrolítico: Proceso y aplicacionesJUAN EDUARD SANTOS CAMPOS100% (1)
- 7.acabado de MetalesDocument0 pagini7.acabado de MetalesManuel Angel Omaña PeñaÎncă nu există evaluări
- PRQ 3212 GalvanizadoDocument15 paginiPRQ 3212 GalvanizadojoseasÎncă nu există evaluări
- Cobrizado, Anodizado, PavonadoDocument7 paginiCobrizado, Anodizado, PavonadoJosue LopezÎncă nu există evaluări
- Cobrizado electrolítico: Proceso y prácticaDocument6 paginiCobrizado electrolítico: Proceso y prácticaJuan David Aparicio ValdesÎncă nu există evaluări
- 6 - Acabado de MetalesDocument51 pagini6 - Acabado de MetalesssaanniittooÎncă nu există evaluări
- ESTAÑADODocument4 paginiESTAÑADOOmar LopezÎncă nu există evaluări
- Unidad 11 Galvanoplastía PDFDocument31 paginiUnidad 11 Galvanoplastía PDFMichael Angel Ticlla MartinezÎncă nu există evaluări
- 6 - Manual de Acabado de MetalesDocument51 pagini6 - Manual de Acabado de MetalesElias Cordoba100% (1)
- Unidad 7 GalvanoplastíaDocument31 paginiUnidad 7 GalvanoplastíaJose Manuel Alcos AguilarÎncă nu există evaluări
- Electropulido 1Document15 paginiElectropulido 1Daniela CastilloÎncă nu există evaluări
- GalvanoplastiaDocument12 paginiGalvanoplastiapaulÎncă nu există evaluări
- Recubrimiento electrolítico de cobre en acero SAE 1010Document22 paginiRecubrimiento electrolítico de cobre en acero SAE 1010ALEXANDER NAZARIO ACEVEDO SINCHEÎncă nu există evaluări
- GalvanizadoDocument22 paginiGalvanizadoEzequiel GarciaÎncă nu există evaluări
- CORROSIONDocument12 paginiCORROSIONWaldir AltamiranoÎncă nu există evaluări
- Baño Galvanico NiquelDocument15 paginiBaño Galvanico NiquelRosemary HuancaÎncă nu există evaluări
- Resumen DoradoDocument5 paginiResumen Doradozerodoz100% (1)
- Tecnica AnticorrosivaDocument4 paginiTecnica AnticorrosivaBlanca She LopezÎncă nu există evaluări
- p8 Rds EstañadoDocument9 paginip8 Rds EstañadoJose Antonio RamirezÎncă nu există evaluări
- Pasividad y sus procesosDocument4 paginiPasividad y sus procesosFernando Luís Ventura RojasÎncă nu există evaluări
- Caracterización de la dureza y oxidación en acero y latón recubiertosDocument9 paginiCaracterización de la dureza y oxidación en acero y latón recubiertosDaniel Felipe Vanegas MoralesÎncă nu există evaluări
- AnodizadoDocument15 paginiAnodizadojulio rodaÎncă nu există evaluări
- Recubrimientos Corrosion PDFDocument40 paginiRecubrimientos Corrosion PDFfernandoÎncă nu există evaluări
- Dorado Electrolitico 2016 MaterialesDocument16 paginiDorado Electrolitico 2016 MaterialesEdwin Alonso Guevara BecerraÎncă nu există evaluări
- Reconocimiento de materiales y equipo de laboratorioDocument26 paginiReconocimiento de materiales y equipo de laboratorioMireya UcsaÎncă nu există evaluări
- Recubrimientos electrolíticos y tratamientos previosDocument13 paginiRecubrimientos electrolíticos y tratamientos previosJessica HillÎncă nu există evaluări
- Recubrimientos Metalicos Trabajo CorregidoDocument10 paginiRecubrimientos Metalicos Trabajo CorregidoSEBASTIAN MENDOZA VÁSQUEZ ¿2002?Încă nu există evaluări
- Capitulo III DoradoDocument21 paginiCapitulo III DoradoYovana Teran SanchezÎncă nu există evaluări
- PAVONADODocument6 paginiPAVONADOdonovanÎncă nu există evaluări
- Reporte GalvanoplastiaDocument8 paginiReporte GalvanoplastiaHannis16Încă nu există evaluări
- Preparación de Muestras MetálicasDocument6 paginiPreparación de Muestras MetálicasDarwin Apaza LazarteÎncă nu există evaluări
- Unidad 7Document24 paginiUnidad 7Noe SanchezÎncă nu există evaluări
- Procesos de Galvanizado de AceroDocument12 paginiProcesos de Galvanizado de AceroJames K. Atencio IllescasÎncă nu există evaluări
- Proteccion para La Corrosion y OxidacionDocument13 paginiProteccion para La Corrosion y Oxidacionjhonatan rosalesÎncă nu există evaluări
- Electrodepósito de Níquel - Práctica de LaboratorioDocument21 paginiElectrodepósito de Níquel - Práctica de LaboratorioPascual Rivera100% (1)
- Proyecto ElectroquimicaDocument14 paginiProyecto ElectroquimicaDulce María RamírezÎncă nu există evaluări
- Recubrimientos electrolíticos de cobre y níquelDocument28 paginiRecubrimientos electrolíticos de cobre y níquelTatoscortez TatoÎncă nu există evaluări
- Procesos de metalizado de plásticosDocument35 paginiProcesos de metalizado de plásticosSelene RLÎncă nu există evaluări
- 1 Carta Vertical Cromado Resumen, Proceso Metalurgico, Falta Explicar El ProcesoDocument14 pagini1 Carta Vertical Cromado Resumen, Proceso Metalurgico, Falta Explicar El ProcesoJuan SalgadoÎncă nu există evaluări
- Laboratorio 2 Metalurgia FísicaDocument6 paginiLaboratorio 2 Metalurgia FísicaGabriel GarciaÎncă nu există evaluări
- Recubrimientos SuperficialesDocument9 paginiRecubrimientos SuperficialesJorge L SegoviaÎncă nu există evaluări
- Practica 7Document7 paginiPractica 7deisynohemi.mendez99Încă nu există evaluări
- Práctica 2. GalvanoplastiaDocument13 paginiPráctica 2. GalvanoplastiaMaria Fernanda Callejas ArriagaÎncă nu există evaluări
- Tto. Efluentes Industria de GalvanoplastiaDocument65 paginiTto. Efluentes Industria de GalvanoplastiaYrwin Azabache LizaÎncă nu există evaluări
- GalvanostegiaDocument5 paginiGalvanostegiaAngie Aliaga LeroÎncă nu există evaluări
- CorrosionDocument10 paginiCorrosioncesarcarrionpascualÎncă nu există evaluări
- Anodizado de PiezasDocument31 paginiAnodizado de PiezasroarizaÎncă nu există evaluări
- Proteccion ElectroquimicaDocument7 paginiProteccion ElectroquimicaFranco SánchezÎncă nu există evaluări
- 5.curso de GalvanoplastiaDocument0 pagini5.curso de Galvanoplastia7crucero100% (1)
- GalvanotecniaDocument15 paginiGalvanotecniaSebastïan Vaca Fiallos100% (1)
- Proceso de CromadoDocument8 paginiProceso de CromadoRicardo Cano RamírezÎncă nu există evaluări
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe la EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAÎncă nu există evaluări
- Celdas de Flotacion RougherDocument9 paginiCeldas de Flotacion RougherNilton CjÎncă nu există evaluări
- 1Document1 pagină1Nilton CjÎncă nu există evaluări
- Tecnicas de MineralesDocument15 paginiTecnicas de MineralesMarcos Cadillo100% (5)
- Celdas de FlotacionDocument13 paginiCeldas de FlotacionNilton CjÎncă nu există evaluări
- BBBDocument8 paginiBBBNilton CjÎncă nu există evaluări
- Celdas de Flotacion RougherDocument9 paginiCeldas de Flotacion RougherNilton CjÎncă nu există evaluări
- Sanchez QLDocument249 paginiSanchez QLJorgeLuisBryanCrisantoBarretoÎncă nu există evaluări
- Plantilla Curriculum Vitae 8Document1 paginăPlantilla Curriculum Vitae 8Nilton CjÎncă nu există evaluări
- Ellingham EjerciciosDocument14 paginiEllingham EjerciciosArnaldo Enrique Rojas Cortes100% (3)
- 488 9 Determinacion Judicial de La PenaDocument68 pagini488 9 Determinacion Judicial de La PenaAlfred Solano ReyesÎncă nu există evaluări
- Libro Flotación (Universidad de Concepcion)Document181 paginiLibro Flotación (Universidad de Concepcion)cnp0705100% (11)
- ADocument5 paginiANilton CjÎncă nu există evaluări
- Tension EsDocument15 paginiTension EsNilÎncă nu există evaluări
- Celdas de FlotacionDocument13 paginiCeldas de FlotacionNilton CjÎncă nu există evaluări
- Muerte de Alan GarciaDocument8 paginiMuerte de Alan GarciaNilton CjÎncă nu există evaluări
- Estructura para Realización de MonografíaDocument4 paginiEstructura para Realización de MonografíaKeVin RuIzÎncă nu există evaluări
- 1Document1 pagină1Nilton CjÎncă nu există evaluări
- La DialécticaDocument2 paginiLa DialécticaNilton CjÎncă nu există evaluări
- Antiguo Egipto: EditarDocument5 paginiAntiguo Egipto: EditarNilton CjÎncă nu există evaluări
- L Sector Minero en El Perú Es Uno de Los Pilares de La Economía Peruana y ExportacionesDocument2 paginiL Sector Minero en El Perú Es Uno de Los Pilares de La Economía Peruana y ExportacionesNilton CjÎncă nu există evaluări
- Sector Primario: Que Muestra Los Principales Yacimientos de Metales y de Materiales de Construcción (Año 2009)Document7 paginiSector Primario: Que Muestra Los Principales Yacimientos de Metales y de Materiales de Construcción (Año 2009)Nilton CjÎncă nu există evaluări
- LaDocument5 paginiLaNilton CjÎncă nu există evaluări
- 1Document1 pagină1Nilton CjÎncă nu există evaluări
- Inería PrehistóricaDocument6 paginiInería PrehistóricaNilton CjÎncă nu există evaluări
- Contabilidad de Entidades Financieras IDocument5 paginiContabilidad de Entidades Financieras INilton CjÎncă nu există evaluări
- ADocument4 paginiANilton CjÎncă nu există evaluări
- ADocument5 paginiANilton CjÎncă nu există evaluări
- Presentasion .: AtentamenteDocument6 paginiPresentasion .: AtentamenteNilton CjÎncă nu există evaluări
- AaaaDocument6 paginiAaaaNilton CjÎncă nu există evaluări
- Corrosion (Uni)Document324 paginiCorrosion (Uni)Daniel Alonso Luna Merma0% (1)
- Epoxi de curado rápido para protección de acero y concretoDocument4 paginiEpoxi de curado rápido para protección de acero y concretoCarlos HadesÎncă nu există evaluări
- POLIMIXTODocument2 paginiPOLIMIXTOJulio C TelloÎncă nu există evaluări
- Inspeccion en SoldaduraDocument9 paginiInspeccion en SoldaduraJenni OlbÎncă nu există evaluări
- LadrillosRefractariosDocument32 paginiLadrillosRefractariosDavid Suasaca100% (1)
- Normas UNE aprobadas en junio 2018Document4 paginiNormas UNE aprobadas en junio 2018jpizarro16Încă nu există evaluări
- Reparacion de Tableros de A BordoDocument4 paginiReparacion de Tableros de A Bordoapi-3772816100% (1)
- Impermeabilización Tanque de AguaDocument9 paginiImpermeabilización Tanque de AguabiodisamÎncă nu există evaluări
- CATALOGO Permabase PDFDocument12 paginiCATALOGO Permabase PDFRafael Arturo Gonzalez Perez100% (1)
- Memoria DescriptivaDocument44 paginiMemoria DescriptivaEdgar Zapana100% (1)
- Especificaciones Técnicas Agua PotableDocument61 paginiEspecificaciones Técnicas Agua PotableWilder HrcicÎncă nu există evaluări
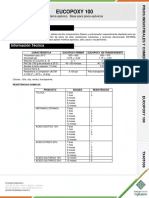
- Eucopoxy 100Document4 paginiEucopoxy 100claudiaÎncă nu există evaluări
- Revestimiento madera paredesDocument18 paginiRevestimiento madera paredesLuis FelipeÎncă nu există evaluări
- Sikaguard 62 PDSDocument2 paginiSikaguard 62 PDSSergioRosazzaÎncă nu există evaluări
- Especificaciones Tecnicas para GavionesDocument10 paginiEspecificaciones Tecnicas para GavionesBeni Quilla BendezuÎncă nu există evaluări
- Uvex Stealth: Familia de ProductoDocument4 paginiUvex Stealth: Familia de ProductoCOMERCIALIZADORA CYCÎncă nu există evaluări
- 2061 GUIA INSTALACION ARAUCO READYWALL MEXICO 13feb 19 E08 p3Document1 pagină2061 GUIA INSTALACION ARAUCO READYWALL MEXICO 13feb 19 E08 p3saint222Încă nu există evaluări
- NTC 5539 Pozos ProfundosDocument129 paginiNTC 5539 Pozos ProfundosmultipropositoÎncă nu există evaluări
- Criterios Excavacion MecanicaDocument6 paginiCriterios Excavacion MecanicaOSCARJAVIERCARDENASRÎncă nu există evaluări
- BioHPP-La Nueva Clase de MaterialDocument16 paginiBioHPP-La Nueva Clase de MaterialMAXIMODRAGONÎncă nu există evaluări
- Estabilización Con GeosinteticosDocument106 paginiEstabilización Con GeosinteticosEdward Alayo100% (1)
- GALVANOPLASTIADocument23 paginiGALVANOPLASTIAHugo Montelongo SolanoÎncă nu există evaluări
- Pavimentos y TerracerasDocument234 paginiPavimentos y TerracerasJos VicÎncă nu există evaluări
- Informe 2 PrevioDocument4 paginiInforme 2 PrevioMiguel Angel RenteriaÎncă nu există evaluări
- Pinturas protectoras PDVSA especificacionesDocument57 paginiPinturas protectoras PDVSA especificacioneskaty parraÎncă nu există evaluări
- Expediente Tecnico Rev ADocument26 paginiExpediente Tecnico Rev AJorge BazánÎncă nu există evaluări
- Moldes de Inyeccion para Plasticos PDFDocument280 paginiMoldes de Inyeccion para Plasticos PDFAlexander GarciaÎncă nu există evaluări
- Turbinas PDFDocument372 paginiTurbinas PDFJessica TafurÎncă nu există evaluări
- Resumen Madera Terciada Parte 1Document4 paginiResumen Madera Terciada Parte 1Michael RamirezÎncă nu există evaluări
- GalvanoDocument5 paginiGalvanoAngie Aliaga LeroÎncă nu există evaluări