S-ar putea să vă placă și
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987De la EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonÎncă nu există evaluări
- 2017 07 03 Sanitaryware CPR GuidanceDocument49 pagini2017 07 03 Sanitaryware CPR Guidancere gardeniaÎncă nu există evaluări
- The Complete Guide to Telephone Interview Questions and AnswersDe la EverandThe Complete Guide to Telephone Interview Questions and AnswersÎncă nu există evaluări
- Quality Management Systems 2014Document30 paginiQuality Management Systems 2014Retal MohamedÎncă nu există evaluări
- Test Case 1 - WheelsetsDocument74 paginiTest Case 1 - WheelsetsUmesh RaiÎncă nu există evaluări
- BS en 1932-2014Document50 paginiBS en 1932-2014desenvolvimentoÎncă nu există evaluări
- Project Report On Self Closing Quick Filling LPG Cylinder Valve Manufacturing PlantDocument7 paginiProject Report On Self Closing Quick Filling LPG Cylinder Valve Manufacturing PlantEIRI Board of Consultants and PublishersÎncă nu există evaluări
- T049 Uk 17122018Document15 paginiT049 Uk 17122018educobainÎncă nu există evaluări
- Tol Geom Ansi y 14.5Document33 paginiTol Geom Ansi y 14.5Rebecca TurnerÎncă nu există evaluări
- Baotian Rambo 150cc BT151T 2fC2 OMANDocument23 paginiBaotian Rambo 150cc BT151T 2fC2 OMANAnonymous uoEuGVÎncă nu există evaluări
- ISO 9001 2015 Quality Management System RequirementDocument4 paginiISO 9001 2015 Quality Management System RequirementVincent S RyanÎncă nu există evaluări
- (BS EN ISO 17652-2-2003) - Welding Properties of Shop PrimersDocument18 pagini(BS EN ISO 17652-2-2003) - Welding Properties of Shop PrimersAlexandre Alves Marinho100% (1)
- Sist en 1976 2014Document11 paginiSist en 1976 2014Ryadh RyadhÎncă nu există evaluări
- Document Required For Enhancement of Enlistment-IndigenousDocument1 paginăDocument Required For Enhancement of Enlistment-Indigenousbiswasdipankar05Încă nu există evaluări
- Pds Hempel's Urethane 5595u En-UsDocument2 paginiPds Hempel's Urethane 5595u En-UsFreddy Carl FredricksenÎncă nu există evaluări
- GB5237.2-2017 英文Document16 paginiGB5237.2-2017 英文TheAnh TranÎncă nu există evaluări
- Iso 10110 12 2019Document12 paginiIso 10110 12 2019dave judayaÎncă nu există evaluări
- Machinery Safety ChecklistDocument4 paginiMachinery Safety ChecklistOHÎncă nu există evaluări
- Span TS 3004Document49 paginiSpan TS 3004Muhamad FarhanÎncă nu există evaluări
- 141667-FAF-SPE-EOH-000013 OEE Aluminium Stranded Conductor Specification...Document12 pagini141667-FAF-SPE-EOH-000013 OEE Aluminium Stranded Conductor Specification...marigusatuÎncă nu există evaluări
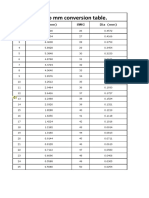
- SWG To MM Chart PDFDocument1 paginăSWG To MM Chart PDFSundara Moorthy100% (1)
- As 60068.2.21-2004 Environmental Testing Tests - Test U - Robustness of Terminations and Integral Mounting DevDocument8 paginiAs 60068.2.21-2004 Environmental Testing Tests - Test U - Robustness of Terminations and Integral Mounting DevSAI Global - APACÎncă nu există evaluări
- Iso 7253Document14 paginiIso 7253hadi ebrahimfathÎncă nu există evaluări
- Dimensional Engineering: Based On The ASME Y14.5M-1994 Dimensioning and Tolerancing StandardDocument77 paginiDimensional Engineering: Based On The ASME Y14.5M-1994 Dimensioning and Tolerancing StandardPankaj PatilÎncă nu există evaluări
- Bds en 12663 2 2010 PDFDocument54 paginiBds en 12663 2 2010 PDFVasko MandilÎncă nu există evaluări
- CSWIP-WI-6-92 12th Edition May 2012Document17 paginiCSWIP-WI-6-92 12th Edition May 2012Shaju ShamsudheenÎncă nu există evaluări
- System Validation (SEBOK)Document15 paginiSystem Validation (SEBOK)Marcial Enrique Vásquez RubioÎncă nu există evaluări
- Bogie Technical RequirementsDocument8 paginiBogie Technical RequirementsAmit shahÎncă nu există evaluări
- Threads - NPTF Taper Thread GagingDocument5 paginiThreads - NPTF Taper Thread GagingTrushantÎncă nu există evaluări
- Guidelines EN 45013Document15 paginiGuidelines EN 45013Hussiklyphee AraujoÎncă nu există evaluări
- Righton LTD - Copper and Copper Alloys CC492K LG4 - 379 PDFDocument1 paginăRighton LTD - Copper and Copper Alloys CC492K LG4 - 379 PDFjenishjsÎncă nu există evaluări
- Conformity Assessment (Management System Certification)Document5 paginiConformity Assessment (Management System Certification)Talal AhmedÎncă nu există evaluări
- Astm E408 1971Document5 paginiAstm E408 1971Hsaam HsaamÎncă nu există evaluări
- Penetrant Penetrant: Non-Destructive Non-Destructive Testing Testing Testing-TestingDocument12 paginiPenetrant Penetrant: Non-Destructive Non-Destructive Testing Testing Testing-TestingQC HSDÎncă nu există evaluări
- BS en 10108-2004Document14 paginiBS en 10108-2004Martijn GrootÎncă nu există evaluări
- IEC - 61892 6 2019 en FR stGnH9WUUvDocument101 paginiIEC - 61892 6 2019 en FR stGnH9WUUvElia MadyÎncă nu există evaluări
- 25CrMo4Document1 pagină25CrMo4Hans GoetheÎncă nu există evaluări
- Legend Outdoor Wood Furnace ManualDocument16 paginiLegend Outdoor Wood Furnace ManualJeff McCarthy100% (1)
- Spe 76-222 Dec 2012Document10 paginiSpe 76-222 Dec 2012akashdruva892Încă nu există evaluări
- En 12517Document15 paginiEn 12517Nguyen Huu TriÎncă nu există evaluări
- Aluminium - Specifications, Properties, Classifications and Classes, Supplier Data by AalcoDocument2 paginiAluminium - Specifications, Properties, Classifications and Classes, Supplier Data by Aalcowongtathong1987Încă nu există evaluări
- Nuclear Power Plant Emergency Power Supply System Diesel Generator Reliability Modeling and AnalysisDocument36 paginiNuclear Power Plant Emergency Power Supply System Diesel Generator Reliability Modeling and AnalysisMuneer MPÎncă nu există evaluări
- F629 15Document3 paginiF629 15masoudÎncă nu există evaluări
- F765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainDocument6 paginiF765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainislamakthamÎncă nu există evaluări
- BS en 10059Document3 paginiBS en 10059Nilesh PatilÎncă nu există evaluări
- EN 1111-2017 Sanitary Tapware - Thermostatic Mixing Valves (PN 10) - General Technical SpecificationDocument4 paginiEN 1111-2017 Sanitary Tapware - Thermostatic Mixing Valves (PN 10) - General Technical Specificationgoeic damiettaÎncă nu există evaluări
- Hardox 500 Sheet: General Product DescriptionDocument2 paginiHardox 500 Sheet: General Product DescriptionDylkanWingsÎncă nu există evaluări
- Nabl 107Document50 paginiNabl 107Gautam GuptaÎncă nu există evaluări
- Is 2856 1999 Carbon Steel Castings For Pressure Containing Parts Suitable For Fusion WeldingDocument11 paginiIs 2856 1999 Carbon Steel Castings For Pressure Containing Parts Suitable For Fusion WeldingpsewagÎncă nu există evaluări
- Plastic Extrusion Tolerances C 20120515 163826825Document1 paginăPlastic Extrusion Tolerances C 20120515 163826825Rani RamÎncă nu există evaluări
- Manual AURATON 3003 enDocument20 paginiManual AURATON 3003 enFuckTheXrysiAygiÎncă nu există evaluări
- Aluminum and Aluminum-Alloy Sheet and Plate (Metric) : Standard Specification ForDocument26 paginiAluminum and Aluminum-Alloy Sheet and Plate (Metric) : Standard Specification ForPUENTES2407Încă nu există evaluări
- Disclosure To Promote The Right To InformationDocument21 paginiDisclosure To Promote The Right To InformationBrijeshÎncă nu există evaluări
- Drop Weight Tear Testing of High Toughness Pipeline MaterialDocument8 paginiDrop Weight Tear Testing of High Toughness Pipeline MaterialKK SinghÎncă nu există evaluări
- Iso General Purpose Metric ScrewthreadsDocument1 paginăIso General Purpose Metric ScrewthreadsAyman MousaÎncă nu există evaluări
- 2-EN - ISO - 19285 - 2017 PAUT - Англ+Перевод - 05.01.2018Document27 pagini2-EN - ISO - 19285 - 2017 PAUT - Англ+Перевод - 05.01.2018123Încă nu există evaluări
- Advantage & Disadv of Bellow & Slip JointDocument2 paginiAdvantage & Disadv of Bellow & Slip JointSharun Suresh0% (1)
- Ac43.13-1b Visual TestingDocument5 paginiAc43.13-1b Visual TestingByronÎncă nu există evaluări
- Vi and LpiDocument69 paginiVi and LpirtsapthagirivasanÎncă nu există evaluări
- Mohammed Mahi Uddin Khan Biman Bangladesh Airlines, BangladeshDocument6 paginiMohammed Mahi Uddin Khan Biman Bangladesh Airlines, BangladeshJamesÎncă nu există evaluări
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Document16 paginiTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkÎncă nu există evaluări
- 04removal InstallationDocument28 pagini04removal InstallationblackhawkÎncă nu există evaluări
- (EMM Book1 TOC) (Chapter 72 TOC) : TB3 - 117 Engine Maintenance ManualDocument25 pagini(EMM Book1 TOC) (Chapter 72 TOC) : TB3 - 117 Engine Maintenance ManualblackhawkÎncă nu există evaluări
- (EMM Book1 TOC) (Chapter 72 TOC) : TB3 - 117 Engine Maintenance ManualDocument65 pagini(EMM Book1 TOC) (Chapter 72 TOC) : TB3 - 117 Engine Maintenance ManualblackhawkÎncă nu există evaluări
- (EMM Book1 TOC) (Chapter 72 TOC) : (Main Menu)Document43 pagini(EMM Book1 TOC) (Chapter 72 TOC) : (Main Menu)blackhawkÎncă nu există evaluări
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Document30 paginiTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkÎncă nu există evaluări
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Document84 paginiTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkÎncă nu există evaluări
- 01descrjption and OperationDocument15 pagini01descrjption and OperationblackhawkÎncă nu există evaluări
- 072 90 13 ChipDetectorDocument6 pagini072 90 13 ChipDetectorblackhawkÎncă nu există evaluări
- 072 90 00 EngineAcessoryDocument30 pagini072 90 00 EngineAcessoryblackhawkÎncă nu există evaluări
- 由陆-32MTBE: AbcdefghDocument1 pagină由陆-32MTBE: AbcdefghblackhawkÎncă nu există evaluări
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Document12 paginiTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkÎncă nu există evaluări
- SMS ToolkitDocument40 paginiSMS ToolkitSushant PradhanÎncă nu există evaluări
- Stage 2 NGV A Sembly. - Rotor.: - Engine Third Suppor1 AssemblyDocument10 paginiStage 2 NGV A Sembly. - Rotor.: - Engine Third Suppor1 AssemblyblackhawkÎncă nu există evaluări
- Arriel 1 Training Manual L1 PDFDocument354 paginiArriel 1 Training Manual L1 PDFblackhawk86% (7)
- 072 58 00 ExhaustSectionDocument22 pagini072 58 00 ExhaustSectionblackhawkÎncă nu există evaluări
- Combustion Chamber Description and Operation: L. GeneralDocument14 paginiCombustion Chamber Description and Operation: L. GeneralblackhawkÎncă nu există evaluări
- TB3-117 Maintenance Manual: (5) (2) 4) End (3) (2) End 4)Document59 paginiTB3-117 Maintenance Manual: (5) (2) 4) End (3) (2) End 4)blackhawkÎncă nu există evaluări
- Ec135 Mmel en 2015.12.15 D0Document114 paginiEc135 Mmel en 2015.12.15 D0blackhawkÎncă nu există evaluări
- TB3-117 Mantenance Manual: Turbine Assembly - Description Ano OperationDocument1 paginăTB3-117 Mantenance Manual: Turbine Assembly - Description Ano OperationblackhawkÎncă nu există evaluări
- AW119Kx ASMTCDocument888 paginiAW119Kx ASMTCblackhawkÎncă nu există evaluări
- 155b1 FLM EasaDocument1.548 pagini155b1 FLM EasarobinyÎncă nu există evaluări
- A119Document1.060 paginiA119blackhawk100% (1)
- Fuel and Control System - Schematic Diagram: From Neighboring EngineDocument1 paginăFuel and Control System - Schematic Diagram: From Neighboring EngineblackhawkÎncă nu există evaluări
- TM 1 1500 323 24 1Document1.032 paginiTM 1 1500 323 24 1blackhawkÎncă nu există evaluări
- Tables 7-12Document6 paginiTables 7-12blackhawkÎncă nu există evaluări
- TM 1 1500 328 23Document99 paginiTM 1 1500 328 23blackhawk100% (1)
- NYCO ProductsCatalogue Issue-4Document70 paginiNYCO ProductsCatalogue Issue-4Piyush50% (2)
- Inspection and Repaer of Control Cables and TurnbucklesDocument13 paginiInspection and Repaer of Control Cables and TurnbucklesblackhawkÎncă nu există evaluări
- BoltsDocument6 paginiBoltsblackhawkÎncă nu există evaluări
- Physics Project MDocument20 paginiPhysics Project Mvishaljinjala7Încă nu există evaluări
- Fts 10 BDocument18 paginiFts 10 BMunaf HossainÎncă nu există evaluări
- UNIT-1 Objective QuestionsDocument15 paginiUNIT-1 Objective Questionshyndavi0% (1)
- Ray Optics DPPDocument162 paginiRay Optics DPPAffan Faruki100% (1)
- X-Ray Tomography in Material ScienceDocument209 paginiX-Ray Tomography in Material ScienceArya YuwanaÎncă nu există evaluări
- Problems 1Document2 paginiProblems 1yash trivediÎncă nu există evaluări
- Print-Interpretation of SEM ImagesDocument4 paginiPrint-Interpretation of SEM ImagesMagdalena BandaÎncă nu există evaluări
- Planar σ-Aromaticity in Ga-Doped Au ClustersDocument8 paginiPlanar σ-Aromaticity in Ga-Doped Au Clusters1592162022Încă nu există evaluări
- Atoms in Radiation IIIDocument9 paginiAtoms in Radiation IIICatherine PaschalÎncă nu există evaluări
- Transmission Electron Microscopy and Its ApplicationsDocument12 paginiTransmission Electron Microscopy and Its ApplicationsMoayad TeimatÎncă nu există evaluări
- Atoms in Electromagnetic Fields 2ndDocument769 paginiAtoms in Electromagnetic Fields 2ndDewald MurrayÎncă nu există evaluări
- De Broglie DissertationDocument6 paginiDe Broglie DissertationPaperWritingWebsiteSingapore100% (1)
- Analytical Chemistry - Exp 1Document8 paginiAnalytical Chemistry - Exp 1Zharifah Bari'ah Basa'ah100% (1)
- Solutions 4: Semiconductor Nanostructures Thomas Ihn Fall 2017Document2 paginiSolutions 4: Semiconductor Nanostructures Thomas Ihn Fall 2017ApuÎncă nu există evaluări
- HK Hku 1Document73 paginiHK Hku 1Xtian JesúsÎncă nu există evaluări
- KeenView enDocument49 paginiKeenView enemadhsobhyÎncă nu există evaluări
- Asm1 5078Document4 paginiAsm1 5078Maya NairÎncă nu există evaluări
- Unit 12 - Light and SoundDocument28 paginiUnit 12 - Light and Soundpilifa100% (1)
- Valency IonsDocument14 paginiValency IonsMojdeh AnbarfamÎncă nu există evaluări
- Msci406 Sols05 PDFDocument3 paginiMsci406 Sols05 PDFEryWiyadi100% (1)
- Single Diffractiobn2009Document5 paginiSingle Diffractiobn2009Alex HeinÎncă nu există evaluări
- Reviewer Forensic PhotographyDocument8 paginiReviewer Forensic PhotographySergio LegaspiÎncă nu există evaluări
- LensDocument7 paginiLensVansh DangÎncă nu există evaluări
- Vilia ManualDocument2 paginiVilia ManualVít DrochýtekÎncă nu există evaluări
- Absortion Practice FullDocument282 paginiAbsortion Practice FullDa Vidci100% (1)
- Question Bank On Electronic ConfigurationDocument4 paginiQuestion Bank On Electronic ConfigurationRaju SinghÎncă nu există evaluări
- AppertureDocument2 paginiAppertureBilma BalanÎncă nu există evaluări
- Opt 3001Document44 paginiOpt 3001afif tarkhaniÎncă nu există evaluări
- BK D590Document3 paginiBK D590Denish AremanitaÎncă nu există evaluări
- Lorentz Dispersion ModelDocument5 paginiLorentz Dispersion ModelHenry FernandezÎncă nu există evaluări
- How to Estimate with RSMeans Data: Basic Skills for Building ConstructionDe la EverandHow to Estimate with RSMeans Data: Basic Skills for Building ConstructionEvaluare: 4.5 din 5 stele4.5/5 (2)
- Building Construction Technology: A Useful Guide - Part 1De la EverandBuilding Construction Technology: A Useful Guide - Part 1Evaluare: 4 din 5 stele4/5 (3)
- INCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesDe la EverandINCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesEvaluare: 5 din 5 stele5/5 (1)
- A Place of My Own: The Architecture of DaydreamsDe la EverandA Place of My Own: The Architecture of DaydreamsEvaluare: 4 din 5 stele4/5 (242)
- The Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseDe la EverandThe Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseEvaluare: 5 din 5 stele5/5 (3)
- Digital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosDe la EverandDigital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosEvaluare: 5 din 5 stele5/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideDe la Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideEvaluare: 3.5 din 5 stele3.5/5 (7)
- Hacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsDe la EverandHacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsEvaluare: 3.5 din 5 stele3.5/5 (2)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeDe la EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeEvaluare: 4.5 din 5 stele4.5/5 (9)
- Teach Yourself Electricity and Electronics, 6th EditionDe la EverandTeach Yourself Electricity and Electronics, 6th EditionEvaluare: 3.5 din 5 stele3.5/5 (15)
- Field Guide for Construction Management: Management by Walking AroundDe la EverandField Guide for Construction Management: Management by Walking AroundEvaluare: 4.5 din 5 stele4.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedDe la EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedEvaluare: 5 din 5 stele5/5 (1)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialDe la EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialEvaluare: 3.5 din 5 stele3.5/5 (3)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ADe la EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AÎncă nu există evaluări
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonDe la EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonEvaluare: 5 din 5 stele5/5 (2)
- THE PROPTECH GUIDE: EVERYTHING YOU NEED TO KNOW ABOUT THE FUTURE OF REAL ESTATEDe la EverandTHE PROPTECH GUIDE: EVERYTHING YOU NEED TO KNOW ABOUT THE FUTURE OF REAL ESTATEEvaluare: 4 din 5 stele4/5 (1)
- Welding for Beginners in Fabrication: The Essentials of the Welding CraftDe la EverandWelding for Beginners in Fabrication: The Essentials of the Welding CraftEvaluare: 5 din 5 stele5/5 (5)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDe la EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tEvaluare: 4.5 din 5 stele4.5/5 (27)
- Building Physics -- Heat, Air and Moisture: Fundamentals and Engineering Methods with Examples and ExercisesDe la EverandBuilding Physics -- Heat, Air and Moisture: Fundamentals and Engineering Methods with Examples and ExercisesÎncă nu există evaluări
- Nuclear Energy in the 21st Century: World Nuclear University PressDe la EverandNuclear Energy in the 21st Century: World Nuclear University PressEvaluare: 4.5 din 5 stele4.5/5 (3)