S-ar putea să vă placă și
- A2 Tool Steel: CompositionDocument1 paginăA2 Tool Steel: CompositionSama Umate100% (1)
- SIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Document5 paginiSIS-S 501 50 AG Hot Rolled Steel Rounds (Up To Dia 180mm)Rajoo PrajapatiÎncă nu există evaluări
- MS - 003400 - 01 Rev 29Document22 paginiMS - 003400 - 01 Rev 29Arjun PrajapatiÎncă nu există evaluări
- MS - 003400 - 01 Rev 29Document22 paginiMS - 003400 - 01 Rev 29Arjun PrajapatiÎncă nu există evaluări
- Midterm Exam Summary For Data Communications PDFDocument9 paginiMidterm Exam Summary For Data Communications PDFKit Jason MonjeÎncă nu există evaluări
- Lecture 18 - Powder MetallurgyDocument13 paginiLecture 18 - Powder MetallurgyKonark PatelÎncă nu există evaluări
- Thrust Bearing DimensionsDocument8 paginiThrust Bearing DimensionsPamela ColemanÎncă nu există evaluări
- Ferrous Metals: General Grade Cast IronsDocument8 paginiFerrous Metals: General Grade Cast IronskkamalakannaÎncă nu există evaluări
- Distortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureDocument7 paginiDistortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureVireshVerma100% (1)
- Forgings PDFDocument23 paginiForgings PDFrrameshsmitÎncă nu există evaluări
- Gating Design V3Document31 paginiGating Design V3Chinh Thong TranÎncă nu există evaluări
- Sheet Metal WorkDocument29 paginiSheet Metal WorkSolcastic SoulÎncă nu există evaluări
- Plastic Mould SteelDocument20 paginiPlastic Mould SteeldocumentosvaltierraÎncă nu există evaluări
- Riview On Cold Drawing Process PDFDocument7 paginiRiview On Cold Drawing Process PDFAmandeep Singh GujralÎncă nu există evaluări
- Gears HoningDocument7 paginiGears Honingsav33Încă nu există evaluări
- Microsoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsDocument56 paginiMicrosoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsMilanWaÎncă nu există evaluări
- Milling Speed & Feed Calculator - Inch To MetricDocument16 paginiMilling Speed & Feed Calculator - Inch To MetricAdnan MehmoodÎncă nu există evaluări
- SKD61-Forged Hot Work Tool SteelDocument1 paginăSKD61-Forged Hot Work Tool SteelAgustine SetiawanÎncă nu există evaluări
- SUBSEA TREE DESIGN DATA (Includes Wellhead/Downhole) No. System Design Requirements CommentsDocument3 paginiSUBSEA TREE DESIGN DATA (Includes Wellhead/Downhole) No. System Design Requirements CommentsMartinus LuckyantoÎncă nu există evaluări
- Ascometal Grades en PDFDocument8 paginiAscometal Grades en PDFJuan LeonÎncă nu există evaluări
- Heat TreatmentDocument2 paginiHeat TreatmentAnonymous XClYkdKyÎncă nu există evaluări
- Automotive Porosity Sealing by Design - LoctiteDocument20 paginiAutomotive Porosity Sealing by Design - LoctiteRaghavendra SarafÎncă nu există evaluări
- Is 3618 1966 PDFDocument19 paginiIs 3618 1966 PDFLakhwant Singh KhalsaÎncă nu există evaluări
- Cast Iron - A Predictable Material: Jörg C. Sturm and Guido BuschDocument11 paginiCast Iron - A Predictable Material: Jörg C. Sturm and Guido BuschRajesh SharmaÎncă nu există evaluări
- Investment Casting: Expendable Mould and PatternDocument44 paginiInvestment Casting: Expendable Mould and PatternRajumhaveri HaveriÎncă nu există evaluări
- Avoid Costly Materials mistakes-CEDocument23 paginiAvoid Costly Materials mistakes-CEManish542Încă nu există evaluări
- Mitutoyo - Twardościomierze Shore'a HH-300 - E4137-811 - 2009 ENDocument6 paginiMitutoyo - Twardościomierze Shore'a HH-300 - E4137-811 - 2009 END.T.Încă nu există evaluări
- Tool Steel SelectionDocument11 paginiTool Steel SelectionSelvaraj BalasundramÎncă nu există evaluări
- 16 Paper169813 Apr14Document9 pagini16 Paper169813 Apr14ahugandkiss77071Încă nu există evaluări
- National Machinery - Cold Forming Glossary of TermsDocument17 paginiNational Machinery - Cold Forming Glossary of Termssergio_daqÎncă nu există evaluări
- Stellite Alloys For HardfacingDocument15 paginiStellite Alloys For HardfacingSandeep MatetiÎncă nu există evaluări
- Material Data Sheet: Casting Material: Stainless Steel CF8Document9 paginiMaterial Data Sheet: Casting Material: Stainless Steel CF8muraliÎncă nu există evaluări
- Agarwal Fastners Pvt. Ltd.Document1 paginăAgarwal Fastners Pvt. Ltd.satyam nagaichÎncă nu există evaluări
- Stellite 21 DatasheetDocument2 paginiStellite 21 Datasheetapply19842371100% (3)
- Pipe SpecificationDocument14 paginiPipe SpecificationAdam NumalÎncă nu există evaluări
- Experiment 5: Metallographic Analysis: ENME 2711Document8 paginiExperiment 5: Metallographic Analysis: ENME 2711johandreherÎncă nu există evaluări
- Defects in ForgingsDocument13 paginiDefects in ForgingsMahander Pratap Singh100% (2)
- MSI DC 01 FosecoDocument4 paginiMSI DC 01 FosecoVivek Shrivastava100% (1)
- Forgingforging ProcessDocument13 paginiForgingforging Processpatel ketanÎncă nu există evaluări
- Project Report: Metal FormingDocument14 paginiProject Report: Metal FormingohcomeonÎncă nu există evaluări
- Ultramid - Polyamide (PA) PDFDocument64 paginiUltramid - Polyamide (PA) PDFkfarav100% (1)
- Heat TreatmentDocument2 paginiHeat TreatmentUsman MuhammadÎncă nu există evaluări
- @standardsharin - ASME STP-NU-044-2011-12Document62 pagini@standardsharin - ASME STP-NU-044-2011-12EricÎncă nu există evaluări
- 111th Metalcasting Congress NadcaDocument12 pagini111th Metalcasting Congress NadcaMehwishYasmenÎncă nu există evaluări
- Casting Slides 103-130Document28 paginiCasting Slides 103-130Swaraj PrakashÎncă nu există evaluări
- Die Casting Heat Treatment Process To Increase Strength Part 2Document6 paginiDie Casting Heat Treatment Process To Increase Strength Part 2itslowÎncă nu există evaluări
- Actuator DX PDFDocument6 paginiActuator DX PDFFelix Enrique MoratayaÎncă nu există evaluări
- Metallic ImplantsDocument38 paginiMetallic ImplantsSmitha Kollerahithlu100% (1)
- Vacuum CastingDocument5 paginiVacuum CastingHarpreetSinghÎncă nu există evaluări
- Martensitic Stainless SteelsDocument8 paginiMartensitic Stainless SteelsAdilmar E. NatãnyÎncă nu există evaluări
- ERIKS20 20Oring20Technical20ManualDocument219 paginiERIKS20 20Oring20Technical20ManualEfrain SaldañaÎncă nu există evaluări
- 805 Steelkote Ep ZN Hs Datasheet enDocument3 pagini805 Steelkote Ep ZN Hs Datasheet enprasanth cp100% (1)
- Defect DefinitionsDocument2 paginiDefect DefinitionsVarro NinaÎncă nu există evaluări
- Plastic DeformationDocument4 paginiPlastic DeformationBharanitharan SundaramÎncă nu există evaluări
- Thành Phần, Cơ Tính JIS G4801 SUP10 Steel PlateDocument2 paginiThành Phần, Cơ Tính JIS G4801 SUP10 Steel PlateĐình Sỹ TTPÎncă nu există evaluări
- 1) Unfilled Section:: ForgingDocument1 pagină1) Unfilled Section:: ForgingdillipÎncă nu există evaluări
- Closed Die Forging Reading MaterialDocument27 paginiClosed Die Forging Reading MaterialSaravanakumar Rajagopal100% (1)
- Corrosion Testing and MeasurementsDocument9 paginiCorrosion Testing and MeasurementsVaish NaviÎncă nu există evaluări
- The T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356Document5 paginiThe T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356tumoyeÎncă nu există evaluări
- Use of The Niyama Criterion To Predict Shrinkage-Related Leaks in High-Nickel Steel and Nickel-Based Alloy CastingsDocument18 paginiUse of The Niyama Criterion To Predict Shrinkage-Related Leaks in High-Nickel Steel and Nickel-Based Alloy CastingsCarlos Ortega Jones100% (1)
- Heat Treatment of SteelDocument3 paginiHeat Treatment of SteelKristine ReyesÎncă nu există evaluări
- Forging Process: Prof. P. P. Date Department of Mechanical Engineering, IIT BombayDocument27 paginiForging Process: Prof. P. P. Date Department of Mechanical Engineering, IIT BombayThomas StanlyÎncă nu există evaluări
- Continuous casting The Ultimate Step-By-Step GuideDe la EverandContinuous casting The Ultimate Step-By-Step GuideÎncă nu există evaluări
- ATKP362341 Revb1 111116Document1 paginăATKP362341 Revb1 111116Arjun PrajapatiÎncă nu există evaluări
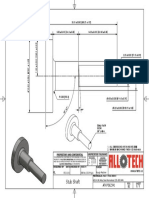
- Stub Shaft Forging: ATKP362340/ATKP302958Document1 paginăStub Shaft Forging: ATKP362340/ATKP302958Arjun PrajapatiÎncă nu există evaluări
- BU Motors and Generators: Prepared Separate Part List Title ScaleDocument1 paginăBU Motors and Generators: Prepared Separate Part List Title ScaleArjun PrajapatiÎncă nu există evaluări
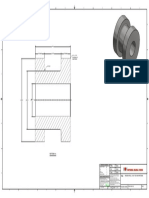
- Forged Donut: Proprietary and Confidential Unspecified ToleranceDocument1 paginăForged Donut: Proprietary and Confidential Unspecified ToleranceArjun PrajapatiÎncă nu există evaluări
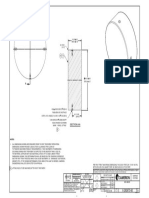
- Forged Plate: Proprietary and Confidential Unspecified ToleranceDocument1 paginăForged Plate: Proprietary and Confidential Unspecified ToleranceArjun PrajapatiÎncă nu există evaluări
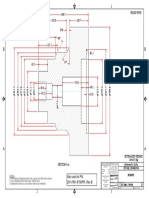
- Integrated: Rough Machine Intermediate Flange Large Bore Shear 7 1/16"-5000 MWPDocument1 paginăIntegrated: Rough Machine Intermediate Flange Large Bore Shear 7 1/16"-5000 MWPArjun PrajapatiÎncă nu există evaluări
- ATKP362339 Revb1 111116Document1 paginăATKP362339 Revb1 111116Arjun PrajapatiÎncă nu există evaluări
- Technical Annexure: EREQ No.: Split No.Document6 paginiTechnical Annexure: EREQ No.: Split No.Arjun PrajapatiÎncă nu există evaluări
- Bearing Housing: Proprietary and Confidential Unspecified ToleranceDocument1 paginăBearing Housing: Proprietary and Confidential Unspecified ToleranceArjun PrajapatiÎncă nu există evaluări
- T3 0209 04 SPC - T3RevF PDFDocument4 paginiT3 0209 04 SPC - T3RevF PDFArjun PrajapatiÎncă nu există evaluări
- T3 0209 04 SPC - T3RevFDocument4 paginiT3 0209 04 SPC - T3RevFArjun PrajapatiÎncă nu există evaluări
- Specification For Plates and Forgings PDFDocument2 paginiSpecification For Plates and Forgings PDFArjun PrajapatiÎncă nu există evaluări
- Technical Card Gruppo Lucefin Revision 2013 All Rights ReservedDocument1 paginăTechnical Card Gruppo Lucefin Revision 2013 All Rights ReservedArjun PrajapatiÎncă nu există evaluări
- Anov DWG 201Document1 paginăAnov DWG 201Arjun PrajapatiÎncă nu există evaluări
- Property Of: Operation Activity: 0010 Receiving InspectionDocument2 paginiProperty Of: Operation Activity: 0010 Receiving InspectionArjun PrajapatiÎncă nu există evaluări
- Cameron: NotesDocument1 paginăCameron: NotesArjun PrajapatiÎncă nu există evaluări
- 336.5 129.7 187.8 Proof DWG: Also Use For PN 291-FM1-8700PR, Rev.BDocument1 pagină336.5 129.7 187.8 Proof DWG: Also Use For PN 291-FM1-8700PR, Rev.BArjun PrajapatiÎncă nu există evaluări
- Inv ItemDocument127 paginiInv Itemprabhu181Încă nu există evaluări
- Manual AvicadDocument676 paginiManual AvicadOlivia BlanaruÎncă nu există evaluări
- Chapter # 1 ChemDocument3 paginiChapter # 1 ChemRana Hassan TariqÎncă nu există evaluări
- Woodward LeoPC Engineering ManualDocument40 paginiWoodward LeoPC Engineering ManualZafar AwanÎncă nu există evaluări
- Electrical Submersible Pump HandbookDocument67 paginiElectrical Submersible Pump HandbookAnonymous Xy309m9Sm9Încă nu există evaluări
- High Performance Liquid Chromatographic Technique and Validation For Determination of Favipiravir in Bulk and Tablet FormulationDocument7 paginiHigh Performance Liquid Chromatographic Technique and Validation For Determination of Favipiravir in Bulk and Tablet FormulationEditor IJTSRDÎncă nu există evaluări
- Maquinaria Forestal..Document14 paginiMaquinaria Forestal..Juan G ContrerasÎncă nu există evaluări
- IB Lite 1 11 0 New FeaturesDocument11 paginiIB Lite 1 11 0 New Featuresm.n.malasÎncă nu există evaluări
- 2007 Paper - Water Injection Effects On Compressor Stage OperationDocument30 pagini2007 Paper - Water Injection Effects On Compressor Stage OperationBassam ElsayedÎncă nu există evaluări
- J R Rice - Path Independentt Integral - JAM68Document8 paginiJ R Rice - Path Independentt Integral - JAM68CJCONSTANTEÎncă nu există evaluări
- Staircase Preliminary Design Based On NBC and IS CodeDocument10 paginiStaircase Preliminary Design Based On NBC and IS CodeEducation. HubÎncă nu există evaluări
- S Worksheet-2 Algebraic FractionsDocument1 paginăS Worksheet-2 Algebraic FractionsMath TestÎncă nu există evaluări
- Humiseal 1C49Lv Silicone Conformal Coating Technical Data SheetDocument2 paginiHumiseal 1C49Lv Silicone Conformal Coating Technical Data Sheetmario230991Încă nu există evaluări
- A Geometry Surveying Model and Instrument of A Scraper Conveyor in Unmanned Longwall Mining FacesDocument9 paginiA Geometry Surveying Model and Instrument of A Scraper Conveyor in Unmanned Longwall Mining FacesEviÎncă nu există evaluări
- RO400FC RO300FC Specifications - V3.2Document6 paginiRO400FC RO300FC Specifications - V3.2bogdantn98Încă nu există evaluări
- Tesp12205pi R1Document36 paginiTesp12205pi R1arabsniperÎncă nu există evaluări
- Dh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraDocument3 paginiDh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraSteve CheaÎncă nu există evaluări
- Mole Day Project Report RevisedDocument5 paginiMole Day Project Report Revisedapi-267301173Încă nu există evaluări
- 2009-09-06 181738 Linsw RegDocument67 pagini2009-09-06 181738 Linsw Regam1liÎncă nu există evaluări
- Shape and Volume: A Presentation On AcousticsDocument35 paginiShape and Volume: A Presentation On AcousticsSiddharth BhandariÎncă nu există evaluări
- 1575 Tania SultanaDocument10 pagini1575 Tania SultanaTania SultanaÎncă nu există evaluări
- Mathematics (0580/13) October/November 2019Document12 paginiMathematics (0580/13) October/November 2019kdebipershadÎncă nu există evaluări
- Chapter 6: Fatigue Failure: Introduction, Basic ConceptsDocument21 paginiChapter 6: Fatigue Failure: Introduction, Basic ConceptsNick MezaÎncă nu există evaluări
- How To Find Equilibrium Price and Quantity MathematicallyDocument2 paginiHow To Find Equilibrium Price and Quantity MathematicallyJoshua S Mjinja100% (1)
- 3M Fire Barrier, Fire Protection & Fire Stopping ProductsDocument3 pagini3M Fire Barrier, Fire Protection & Fire Stopping ProductsOtto BorgesÎncă nu există evaluări
- How To Upload Excel File Into Internal Table With Required FormatDocument2 paginiHow To Upload Excel File Into Internal Table With Required FormatErick ViteÎncă nu există evaluări
- Computer Science: Chapter: 16 Relatonal DatabaseDocument10 paginiComputer Science: Chapter: 16 Relatonal DatabaseIshika RajputÎncă nu există evaluări
- Optimum Policy ControlDocument4 paginiOptimum Policy ControlKimberly VargasÎncă nu există evaluări
- HKV-8 Valve Catalog SPLRDocument128 paginiHKV-8 Valve Catalog SPLRCabrera RodriguezÎncă nu există evaluări