S-ar putea să vă placă și
- Part Design With CatiaDocument42 paginiPart Design With CatiaBirolC.YakupoğluÎncă nu există evaluări
- Af 49137eDocument3 paginiAf 49137eArimbi GembiekÎncă nu există evaluări
- Catalogo Pajero - Manual Do Motor 4m40 PDFDocument0 paginiCatalogo Pajero - Manual Do Motor 4m40 PDFgargwlas86% (7)
- AK Training - Common Rail Diesel Fuel SystemsDocument61 paginiAK Training - Common Rail Diesel Fuel Systemslongtrandang5867100% (20)
- Part Design With CatiaDocument42 paginiPart Design With CatiaBirolC.YakupoğluÎncă nu există evaluări
- Part Design & Sketcher: National Institute For Aviation ResearchDocument30 paginiPart Design & Sketcher: National Institute For Aviation Researchhieu01npÎncă nu există evaluări
- Starting System PDFDocument25 paginiStarting System PDFAnderson ToribiioÎncă nu există evaluări
- TSM4001-S152 Starter Motor Service ManualDocument37 paginiTSM4001-S152 Starter Motor Service ManualArimbi GembiekÎncă nu există evaluări
- SOPManagingWorkOrdersv1 PDFDocument42 paginiSOPManagingWorkOrdersv1 PDFArimbi GembiekÎncă nu există evaluări
- 04mitsubishi Ruber Part (65-79)Document15 pagini04mitsubishi Ruber Part (65-79)Arimbi GembiekÎncă nu există evaluări
- Mercedes Benz AxorDocument8 paginiMercedes Benz AxorArimbi GembiekÎncă nu există evaluări
- 2016 Spare Parts & Accessories PDFDocument91 pagini2016 Spare Parts & Accessories PDFArimbi GembiekÎncă nu există evaluări
- AXOR - SpecificationsDocument18 paginiAXOR - SpecificationsArimbi Gembiek100% (2)
- Work Order #: Requester SectionDocument10 paginiWork Order #: Requester SectionArimbi GembiekÎncă nu există evaluări
- 15 HydraulicToolsDocument5 pagini15 HydraulicToolsArimbi GembiekÎncă nu există evaluări
- Manual Maintenance Lubrication Champion 710 740a 750 780a Motor Graders Service Engine Components SystemsDocument30 paginiManual Maintenance Lubrication Champion 710 740a 750 780a Motor Graders Service Engine Components SystemsRoussel Florez ZuloagaÎncă nu există evaluări
- HG PTO Catalog WebDocument94 paginiHG PTO Catalog WebDark CenobiteÎncă nu există evaluări
- HG PTO Catalog WebDocument94 paginiHG PTO Catalog WebDark CenobiteÎncă nu există evaluări
- TM 5 3805 281 24 1 JD 330LCR PDFDocument883 paginiTM 5 3805 281 24 1 JD 330LCR PDFArimbi Gembiek100% (2)
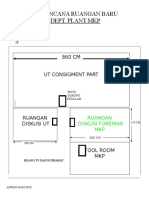
- U Rencana Ruangan Baru Dept. Plant MKPDocument2 paginiU Rencana Ruangan Baru Dept. Plant MKPArimbi GembiekÎncă nu există evaluări
- tp9974 PDFDocument2 paginitp9974 PDFAzizi AbdullahÎncă nu există evaluări
- Tubing Tools: Tube Cutter Mini Tube CutterDocument2 paginiTubing Tools: Tube Cutter Mini Tube CutterArimbi GembiekÎncă nu există evaluări
- 11 Automotive PDFDocument19 pagini11 Automotive PDFArimbi GembiekÎncă nu există evaluări
- Donaldson Filter PDFDocument319 paginiDonaldson Filter PDFArimbi GembiekÎncă nu există evaluări
- Automatic Lubrication SystemDocument24 paginiAutomatic Lubrication SystemArimbi GembiekÎncă nu există evaluări
- GL-1 Injectors: 308953 Instructions-Parts ListDocument4 paginiGL-1 Injectors: 308953 Instructions-Parts ListArimbi GembiekÎncă nu există evaluări
- Controller - TimerDocument12 paginiController - TimerArimbi GembiekÎncă nu există evaluări
- Lubrication Controller (Timer)Document9 paginiLubrication Controller (Timer)Arimbi GembiekÎncă nu există evaluări
- Donaldson Filter Product Specification GuideDocument319 paginiDonaldson Filter Product Specification GuidecivodulÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Weld Powermat PM Img 220T English ManualDocument26 paginiWeld Powermat PM Img 220T English ManualpeterÎncă nu există evaluări
- Miller PipeworxDocument116 paginiMiller PipeworxPramod AthiyarathuÎncă nu există evaluări
- 5 Electroslag Strip Cladding - Lewis Ashby - Voestalpine Bohler WeldingDocument23 pagini5 Electroslag Strip Cladding - Lewis Ashby - Voestalpine Bohler WeldinghjynandÎncă nu există evaluări
- Health Hazard & Biological Effects of Welding Fumes & GasesDocument620 paginiHealth Hazard & Biological Effects of Welding Fumes & Gasesakubestlah100% (2)
- Nioec SP 90 11Document78 paginiNioec SP 90 11masoud132Încă nu există evaluări
- ESAB Welding and Cutting CatalogueDocument76 paginiESAB Welding and Cutting CatalogueFilipe CordeiroÎncă nu există evaluări
- Welding Processes PDFDocument448 paginiWelding Processes PDFseguel2100% (1)
- STP 494-1971Document32 paginiSTP 494-1971ahmadmubarakaliasÎncă nu există evaluări
- Steel Bridges by Metwally Abu-HamdDocument281 paginiSteel Bridges by Metwally Abu-HamdAhmed Hamdy HusseinÎncă nu există evaluări
- 570 950mpa High Tensile Strength SteelDocument32 pagini570 950mpa High Tensile Strength SteelCarlos PadillaÎncă nu există evaluări
- I Can Do That WPS'S, PQR's and WQ'sDocument93 paginiI Can Do That WPS'S, PQR's and WQ'sKo NSÎncă nu există evaluări
- Robots in WeldingDocument12 paginiRobots in WeldingRehan SharmaÎncă nu există evaluări
- Surface & Coatings Technology: SciencedirectDocument8 paginiSurface & Coatings Technology: SciencedirectVikrant Saumitra mm20d401Încă nu există evaluări
- ME8793 Process Planning Cost Estimation 5Document35 paginiME8793 Process Planning Cost Estimation 5Vikashini GÎncă nu există evaluări
- ABBDocument84 paginiABBRodrigo Guzman100% (2)
- Report Tapioca HarvestingDocument42 paginiReport Tapioca HarvestingAmal NirmalÎncă nu există evaluări
- Experimental Investigation For Welding Aspects of AISI 304 & 316 by Taguchi Technique For The Process of TIG & MIG WeldingDocument6 paginiExperimental Investigation For Welding Aspects of AISI 304 & 316 by Taguchi Technique For The Process of TIG & MIG Weldingsurendiran123Încă nu există evaluări
- PANASONIC 2-Welding and Robotics PDFDocument20 paginiPANASONIC 2-Welding and Robotics PDFRoberto De Oliveira100% (1)
- ER1100 & ER4043 SpecificationsDocument3 paginiER1100 & ER4043 SpecificationsYuvaraj SathishÎncă nu există evaluări
- Catalog of HAILI Welder MMA MIG TIG and Plasma CutterDocument41 paginiCatalog of HAILI Welder MMA MIG TIG and Plasma CutterHugo AlvarezÎncă nu există evaluări
- Alloy 4043 - Aluminium Welding Alloy 4043Document2 paginiAlloy 4043 - Aluminium Welding Alloy 4043chandraÎncă nu există evaluări
- Welding Procedure Specification SampleDocument2 paginiWelding Procedure Specification Sampleezdi2083% (23)
- Measurement of Arc Welding Parameters - TWIDocument4 paginiMeasurement of Arc Welding Parameters - TWIFarid Ahmed KhwajaÎncă nu există evaluări
- Easysteel - The Steel Book 2017Document116 paginiEasysteel - The Steel Book 2017Jannie100% (1)
- PWPS For Piping-API 1104Document6 paginiPWPS For Piping-API 1104Nguyen Tien Luong100% (1)
- Cswip 2015 Q& ADocument61 paginiCswip 2015 Q& ANaga Jothi50% (2)
- Sakari Penttilä A4Document117 paginiSakari Penttilä A4oelassal444Încă nu există evaluări
- MCQDocument43 paginiMCQBansal RajNeesh67% (6)
- Design Package Cover Sheet: Customer: METHANEXDocument53 paginiDesign Package Cover Sheet: Customer: METHANEXariyaÎncă nu există evaluări