S-ar putea să vă placă și
- HW-1 Jaimin PandyaDocument2 paginiHW-1 Jaimin PandyajaiminÎncă nu există evaluări
- Homework 2 Craig PirrongDocument5 paginiHomework 2 Craig PirrongjaiminÎncă nu există evaluări
- Yesha's ResumeDocument1 paginăYesha's ResumejaiminÎncă nu există evaluări
- Assignment Lecture 1Document5 paginiAssignment Lecture 1jaiminÎncă nu există evaluări
- Case2 Anadarko Group3 PDFDocument20 paginiCase2 Anadarko Group3 PDFjaiminÎncă nu există evaluări
- URS Deviation ListDocument4 paginiURS Deviation ListjaiminÎncă nu există evaluări
- Lecture 3 - Assignment - Jaimin PandyaDocument10 paginiLecture 3 - Assignment - Jaimin PandyajaiminÎncă nu există evaluări
- Mix Sulphuric AcidDocument69 paginiMix Sulphuric AcidjaiminÎncă nu există evaluări
- HW 7Document3 paginiHW 7jaiminÎncă nu există evaluări
- Presented by Geetha.R M.Pharm II - SemisterDocument47 paginiPresented by Geetha.R M.Pharm II - SemisterjaiminÎncă nu există evaluări
- Coursera XVDHNNHD8WEPDocument1 paginăCoursera XVDHNNHD8WEPjaiminÎncă nu există evaluări
- ReadmeDocument7 paginiReadmejaiminÎncă nu există evaluări
- Radiation Fundamentals - 1 PDFDocument14 paginiRadiation Fundamentals - 1 PDFjaiminÎncă nu există evaluări
- Abstract Guidelines ICCI 2017Document5 paginiAbstract Guidelines ICCI 2017jaiminÎncă nu există evaluări
- Das Mita 200912 PHDDocument206 paginiDas Mita 200912 PHDjaiminÎncă nu există evaluări
- Phase RuleDocument27 paginiPhase RulejaiminÎncă nu există evaluări
- Lecture3 PDFDocument12 paginiLecture3 PDFjaiminÎncă nu există evaluări
- ASGP Training ReportDocument46 paginiASGP Training ReportjaiminÎncă nu există evaluări
- Principles of Momentum Transfer and ApplicationsDocument9 paginiPrinciples of Momentum Transfer and ApplicationsjaiminÎncă nu există evaluări
- College of Engineering: Chemical DepartmentDocument40 paginiCollege of Engineering: Chemical DepartmentjaiminÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Two Phase FlowDocument11 paginiTwo Phase FlowVikrant DeshmukhÎncă nu există evaluări
- Air-Fuel-Ratio-Calculation For CarburettorDocument10 paginiAir-Fuel-Ratio-Calculation For Carburettorsumeetsharma27Încă nu există evaluări
- 14OTC Tech Sess 25106MSDocument12 pagini14OTC Tech Sess 25106MSamrÎncă nu există evaluări
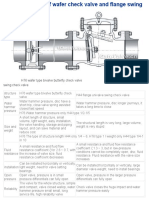
- The Comparison of Wafer Check Valve and Flange Swing Check Valve - Made in China Check ValvesDocument1 paginăThe Comparison of Wafer Check Valve and Flange Swing Check Valve - Made in China Check Valvesselmir_9Încă nu există evaluări
- Agitator Power Requirement and Mixing Intensity CalculationDocument26 paginiAgitator Power Requirement and Mixing Intensity CalculationSIL PROJECTSÎncă nu există evaluări
- Cadabadi - T1 - Taller ConduccionDocument5 paginiCadabadi - T1 - Taller ConduccionAndres FigueroaÎncă nu există evaluări
- Development of Precipitated Iron Fis SCH Catalysts: DOE/PC/93069Document240 paginiDevelopment of Precipitated Iron Fis SCH Catalysts: DOE/PC/93069Passmore DubeÎncă nu există evaluări
- Hardhat Ebng.Document8 paginiHardhat Ebng.Shashi Kant KumarÎncă nu există evaluări
- Uow009694 Hydraulic Services Design StandardsDocument37 paginiUow009694 Hydraulic Services Design StandardsstarykltÎncă nu există evaluări
- 2016 Boiler Safety Checklist and Preventative MaintenanceDocument185 pagini2016 Boiler Safety Checklist and Preventative MaintenanceAcid Burns100% (1)
- Design and Operation of Membrane Bioreactors in EuropeDocument21 paginiDesign and Operation of Membrane Bioreactors in EuropePremchandrahas SastryÎncă nu există evaluări
- Roughing Filter For Water Pre TreatmentDocument9 paginiRoughing Filter For Water Pre TreatmentNaungÎncă nu există evaluări
- ASP Treatment PDFDocument6 paginiASP Treatment PDFdawnÎncă nu există evaluări
- Conjugate Heat TransferDocument30 paginiConjugate Heat Transferteguh hady aÎncă nu există evaluări
- Rainwater Infiltration: by Norma Khoury-NoldeDocument8 paginiRainwater Infiltration: by Norma Khoury-NoldeNiong DavidÎncă nu există evaluări
- Assignment 1 CLL769Document15 paginiAssignment 1 CLL769Simran GuptaÎncă nu există evaluări
- Low Shut Off Vacuum ReasonDocument4 paginiLow Shut Off Vacuum Reasonit's mRFz KaviÎncă nu există evaluări
- Hydraulic Calculation For Pumps: Lamah EstDocument22 paginiHydraulic Calculation For Pumps: Lamah Estrize1159Încă nu există evaluări
- STATOIL-Slug ControlDocument28 paginiSTATOIL-Slug Controlviswalng100% (1)
- Refrigeration and Air-Conditioning by C P Arora 3 EdDocument962 paginiRefrigeration and Air-Conditioning by C P Arora 3 EdDivyank Kumar75% (8)
- The Integral Forms of The Fundamental Laws - 2Document24 paginiThe Integral Forms of The Fundamental Laws - 2Jenille C. VillanuevaÎncă nu există evaluări
- TN048 PDFDocument2 paginiTN048 PDFmjferrari76Încă nu există evaluări
- Air Pollution ControlDocument12 paginiAir Pollution Controlpururaj singhÎncă nu există evaluări
- Liquid PumpsDocument16 paginiLiquid PumpsBruno BrepohlÎncă nu există evaluări
- 8 PDFDocument92 pagini8 PDFSadegh AhmadiÎncă nu există evaluări
- Medical Oxygen Generator: Design Document For 3 NM /H Medical Oxygen Generation SystemDocument46 paginiMedical Oxygen Generator: Design Document For 3 NM /H Medical Oxygen Generation SystemMendoud SofianeÎncă nu există evaluări
- Design of Distillation Column of Nitric AcidDocument20 paginiDesign of Distillation Column of Nitric Aciddhoom 760Încă nu există evaluări
- Armfield F1 17 Datasheet v2b Web 1Document1 paginăArmfield F1 17 Datasheet v2b Web 1Ibrahim ALsultanÎncă nu există evaluări
- De Paula 2020Document11 paginiDe Paula 2020Sangameshwaran SadhasivamÎncă nu există evaluări
- Pipesim User Guide PDFDocument809 paginiPipesim User Guide PDFGuilherme MonteiroÎncă nu există evaluări