S-ar putea să vă placă și
- Air Carbon Arc GougingDocument3 paginiAir Carbon Arc GougingMuhammad Fitransyah Syamsuar PutraÎncă nu există evaluări
- Air Carbon Arc GougingDocument2 paginiAir Carbon Arc Gougingkevin herry100% (1)
- Air Carbon Arc Gouging Process ExplainedDocument3 paginiAir Carbon Arc Gouging Process ExplainedMehmet SoysalÎncă nu există evaluări
- Cutting - GougingDocument9 paginiCutting - GougingAlhaj MassoudÎncă nu există evaluări
- GMAW (CO2) Welding CourseDocument129 paginiGMAW (CO2) Welding Courseanon_554333607Încă nu există evaluări
- MRT-10-2 Arc Welding Principle and SSWDocument27 paginiMRT-10-2 Arc Welding Principle and SSW1026Aniket TankÎncă nu există evaluări
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseDocument30 paginiWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteÎncă nu există evaluări
- CO Welding: 2.1 Power SourceDocument7 paginiCO Welding: 2.1 Power SourceSenthil KumarÎncă nu există evaluări
- GMAW Butt Joint Project ReportDocument43 paginiGMAW Butt Joint Project ReportahmedÎncă nu există evaluări
- Technical Update Methods For Removal of Welds and Opening of Cracks PDFDocument12 paginiTechnical Update Methods For Removal of Welds and Opening of Cracks PDFBogdan PopescuÎncă nu există evaluări
- MachDocument2 paginiMachKing TanÎncă nu există evaluări
- Absorption Welding Instructions: ServiceDocument8 paginiAbsorption Welding Instructions: ServiceArshad MahmoodÎncă nu există evaluări
- Welding and Cutting ProcessDocument60 paginiWelding and Cutting Processquiron2010100% (1)
- Assignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Document11 paginiAssignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Vaibhav MishraÎncă nu există evaluări
- Indian Institute of Welding - ANB Refresher Course - Module 09Document43 paginiIndian Institute of Welding - ANB Refresher Course - Module 09dayalramÎncă nu există evaluări
- Introduction To GMAWDocument63 paginiIntroduction To GMAWRumman Ul AhsanÎncă nu există evaluări
- Advanced Welding Technology Ca2Document3 paginiAdvanced Welding Technology Ca2Monglafru MogÎncă nu există evaluări
- Orbital-Welding Facts enDocument52 paginiOrbital-Welding Facts ene.vicente.caballeroÎncă nu există evaluări
- Gas Tungsten Arc Welding or Often Called TIGDocument1 paginăGas Tungsten Arc Welding or Often Called TIGadiko1986Încă nu există evaluări
- 3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingDocument96 pagini3 Unit 2 - Arc, Gas, Plastic Welding, LBW, EBW and Thermit WeldingAditya KumarÎncă nu există evaluări
- Advanced Welding Process (Welding)Document58 paginiAdvanced Welding Process (Welding)Sk SamsuddinÎncă nu există evaluări
- Basic Weld JointsDocument10 paginiBasic Weld JointsSham AmirÎncă nu există evaluări
- Case Study YayaDocument6 paginiCase Study YayaYayaÎncă nu există evaluări
- Report CuttingDocument7 paginiReport CuttingTiffany JohnstonÎncă nu există evaluări
- Arc WeldingDocument73 paginiArc WeldingAzaad MaverickÎncă nu există evaluări
- GTAWDocument61 paginiGTAWIela TeoÎncă nu există evaluări
- Air Carbon&Arc GougingDocument2 paginiAir Carbon&Arc GougingJanakiram100% (1)
- Arc WeldingDocument42 paginiArc WeldingrkpnakÎncă nu există evaluări
- Arc Welding GuideDocument7 paginiArc Welding GuideJuanÎncă nu există evaluări
- Welding Types Procedures ParametersDocument156 paginiWelding Types Procedures ParametersVinodh Kumar YallaÎncă nu există evaluări
- Chapter 14 WeldingDocument22 paginiChapter 14 WeldingRiian ApriansyahÎncă nu există evaluări
- WeldingDocument169 paginiWeldingamarparimi100% (1)
- Oxyacetylene Welding Process OverviewDocument33 paginiOxyacetylene Welding Process Overviewyaswanth1992Încă nu există evaluări
- WTDocument299 paginiWTrsarunprasathÎncă nu există evaluări
- ARC-2 - CopyDocument59 paginiARC-2 - CopyMay FadlÎncă nu există evaluări
- WeldingDocument16 paginiWeldingwhoami7174Încă nu există evaluări
- 4 GmawDocument41 pagini4 GmawPutra Daha PratamaÎncă nu există evaluări
- Electro Chemical MachiningDocument21 paginiElectro Chemical MachiningShashank AgarwalÎncă nu există evaluări
- Plasma ArcDocument5 paginiPlasma ArcTanu RdÎncă nu există evaluări
- Arc Welding Process: Michigan Occupational Safety & Health Administration Consultation Education & Training DivisionDocument10 paginiArc Welding Process: Michigan Occupational Safety & Health Administration Consultation Education & Training DivisionNamdeo YengadeÎncă nu există evaluări
- Automatic Projectile Propulsion System: AbstractDocument58 paginiAutomatic Projectile Propulsion System: AbstractstroxÎncă nu există evaluări
- JJ104 Workshop Technology CHAPTER9 Arc WeldingDocument14 paginiJJ104 Workshop Technology CHAPTER9 Arc WeldingAh Tiang50% (4)
- TIG Welding Process GuideDocument16 paginiTIG Welding Process GuideSenthil KumarÎncă nu există evaluări
- ELECTROCHEMICAL GRINDING PROCESSDocument2 paginiELECTROCHEMICAL GRINDING PROCESSRivan Dia Eka IndiraÎncă nu există evaluări
- Lecture 4Document65 paginiLecture 4Ishtiaq AhmedÎncă nu există evaluări
- Welding BasicsDocument37 paginiWelding BasicsSnehal DeshmukhÎncă nu există evaluări
- SMAW Welding Section 8 Unit 26Document45 paginiSMAW Welding Section 8 Unit 26Ari WidyantoÎncă nu există evaluări
- Optimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelDocument6 paginiOptimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelIJRASETPublicationsÎncă nu există evaluări
- Arc WeldingDocument16 paginiArc WeldingManohara BabuÎncă nu există evaluări
- Welding Electrodes and Equipment SelectionDocument8 paginiWelding Electrodes and Equipment SelectionSiya JainÎncă nu există evaluări
- Welding Technology: Department of Mechanical Engineering National Institute of Technology RaipurDocument66 paginiWelding Technology: Department of Mechanical Engineering National Institute of Technology RaipuryashÎncă nu există evaluări
- Gmaw Thumb RuleDocument68 paginiGmaw Thumb Rule0502raviÎncă nu există evaluări
- WeldingDocument93 paginiWeldingPradeepÎncă nu există evaluări
- Lecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMDocument32 paginiLecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMSilentxpire75% (4)
- First Tests of Bi-Y T-FDocument8 paginiFirst Tests of Bi-Y T-FEBEÎncă nu există evaluări
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDe la EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonÎncă nu există evaluări
- En 462 IqiDocument3 paginiEn 462 IqiRaje GunaÎncă nu există evaluări
- ChatLog - Design o F Experiments - DOE - For Practising Engineers - by PARTHIBAN RAMASWAMY 2020 - 05 - 02 11 - 16Document4 paginiChatLog - Design o F Experiments - DOE - For Practising Engineers - by PARTHIBAN RAMASWAMY 2020 - 05 - 02 11 - 16Raje GunaÎncă nu există evaluări
- Refl - RefracDocument1 paginăRefl - RefracRaje GunaÎncă nu există evaluări
- Notch DacDocument1 paginăNotch DacRaje Guna100% (1)
- Basic Paper 2012Document1 paginăBasic Paper 2012Raje GunaÎncă nu există evaluări
- Notch DacDocument1 paginăNotch DacRaje Guna100% (1)
- Twin CrystalDocument1 paginăTwin CrystalRaje GunaÎncă nu există evaluări
- ChatLog - Design o F Experiments - DOE - For Practising Engineers - by PARTHIBAN RAMASWAMY 2020 - 05 - 02 11 - 16Document4 paginiChatLog - Design o F Experiments - DOE - For Practising Engineers - by PARTHIBAN RAMASWAMY 2020 - 05 - 02 11 - 16Raje GunaÎncă nu există evaluări
- Product Technology ASNT Module 5Document8 paginiProduct Technology ASNT Module 5Raje GunaÎncă nu există evaluări
- Twin CrystalDocument1 paginăTwin CrystalRaje GunaÎncă nu există evaluări
- 6dB SizingDocument1 pagină6dB SizingRaje GunaÎncă nu există evaluări
- Refl - RefracDocument1 paginăRefl - RefracRaje GunaÎncă nu există evaluări
- 3 Format For Periodic Quality Assurance Test Report For Mammography EquipmeDocument5 pagini3 Format For Periodic Quality Assurance Test Report For Mammography EquipmeRaje Guna100% (1)
- Migration GuidelinesDocument5 paginiMigration GuidelinesRaje GunaÎncă nu există evaluări
- What NextDocument10 paginiWhat NextbalajiÎncă nu există evaluări
- Ansi Asnt Topics BasicDocument7 paginiAnsi Asnt Topics Basicraghava1975Încă nu există evaluări
- Ethics ViolationsDocument7 paginiEthics ViolationsRaje GunaÎncă nu există evaluări
- Basic (BA) Examination: Topical OutlineDocument1 paginăBasic (BA) Examination: Topical OutlineSarath SÎncă nu există evaluări
- Borasi 2006 MedphysDocument14 paginiBorasi 2006 MedphysRaje GunaÎncă nu există evaluări
- Online Application For Certification Guide: Do Not Begin Until You Have All Required DocumentationDocument6 paginiOnline Application For Certification Guide: Do Not Begin Until You Have All Required DocumentationizmitlimonÎncă nu există evaluări
- Magnetic Particle Tes1Document17 paginiMagnetic Particle Tes1Raje GunaÎncă nu există evaluări
- GUIDELINES FOR SUBMISSION OF RADIATION PROFESSIONAL FORM - 09nov2016 PDFDocument6 paginiGUIDELINES FOR SUBMISSION OF RADIATION PROFESSIONAL FORM - 09nov2016 PDFRaje GunaÎncă nu există evaluări
- En 462 IqiDocument3 paginiEn 462 IqiRaje GunaÎncă nu există evaluări
- Simple Formula For Expression of Dose Rate Distributions Around Spent Fuel PDFDocument12 paginiSimple Formula For Expression of Dose Rate Distributions Around Spent Fuel PDFRaje GunaÎncă nu există evaluări
- Singles & Doubles - Becoming World Class - NTDDocument77 paginiSingles & Doubles - Becoming World Class - NTDRaje GunaÎncă nu există evaluări
- Step-by-step in-situ metallography processDocument1 paginăStep-by-step in-situ metallography processRaje GunaÎncă nu există evaluări
- Ansi Asnt Topics BasicDocument7 paginiAnsi Asnt Topics Basicraghava1975Încă nu există evaluări
- NTSE Examination MAT PDFDocument18 paginiNTSE Examination MAT PDFAnonymous M2cyyXPhÎncă nu există evaluări
- Radio GraphicDocument58 paginiRadio GraphicApex AesÎncă nu există evaluări
- A 36 - A 36M - 01 Qtm2ltax PDFDocument3 paginiA 36 - A 36M - 01 Qtm2ltax PDFHassan FekiÎncă nu există evaluări
- Type 4010 and 4010HD non return valvesDocument3 paginiType 4010 and 4010HD non return valvesTanmoy DuttaÎncă nu există evaluări
- Advanced Welding Technology Course OverviewDocument1 paginăAdvanced Welding Technology Course Overviewfaiz ahmadÎncă nu există evaluări
- Colour Coated Aluminium Roofing Sheets, Types, Prices in KeralaDocument11 paginiColour Coated Aluminium Roofing Sheets, Types, Prices in KeralaLife Roof Roofing Manufacturer, Kerala100% (1)
- Rebound Hammer Test: Type of ND TestsDocument2 paginiRebound Hammer Test: Type of ND Testsrameshbabu_1979Încă nu există evaluări
- Is 513 StandardsDocument18 paginiIs 513 StandardsEr Abhijeet Kamble0% (1)
- Drawn Arc Stud Welding MachineDocument4 paginiDrawn Arc Stud Welding MachineRaj KumarÎncă nu există evaluări
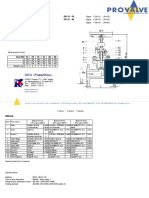
- 5 Globe Valves-DINDocument20 pagini5 Globe Valves-DINkemo10Încă nu există evaluări
- Corrosion Under Insulation (CUI) : A Review of Essential Knowledge and PracticeDocument9 paginiCorrosion Under Insulation (CUI) : A Review of Essential Knowledge and PracticeDiego MoralesÎncă nu există evaluări
- Material Submission Record - To Aecom (1 Jul 21 To 4 Nov 21)Document2 paginiMaterial Submission Record - To Aecom (1 Jul 21 To 4 Nov 21)Park ParkÎncă nu există evaluări
- Astm A999Document12 paginiAstm A999Gustavo FreitasÎncă nu există evaluări
- STRUCTURAL STEEL DESIGN AND CONSTRUCTION Lowres PDFDocument90 paginiSTRUCTURAL STEEL DESIGN AND CONSTRUCTION Lowres PDFscegts100% (3)
- Acceptance Criteria Asme B31 3Document1 paginăAcceptance Criteria Asme B31 3Hadi Allouche100% (9)
- Astm A753Document6 paginiAstm A753Cristian Otivo100% (1)
- Welding Qualification As Per AWS D1.1Document19 paginiWelding Qualification As Per AWS D1.1Ouni AchrefÎncă nu există evaluări
- Fitter 2nd Year (Volume I of II) TTDocument134 paginiFitter 2nd Year (Volume I of II) TTpradeeÎncă nu există evaluări
- Physical Metallurgy 21 TH Lecture: MS&E 410 D.Ast Dast@ccmr - Cornell.edu 255 4140Document55 paginiPhysical Metallurgy 21 TH Lecture: MS&E 410 D.Ast Dast@ccmr - Cornell.edu 255 4140Manikandan VijayanÎncă nu există evaluări
- Introduction To Joining Processes: ObjectiveDocument5 paginiIntroduction To Joining Processes: ObjectiveSubhasis BiswalÎncă nu există evaluări
- TE Ford Kuga 2012Document14 paginiTE Ford Kuga 2012Logic Energy s.l. Green Powered SolutionsÎncă nu există evaluări
- PNSM0110Document16 paginiPNSM0110sprotkar100% (1)
- 975 - ComboRollGroover - LR PDFDocument490 pagini975 - ComboRollGroover - LR PDFarmagan55100% (1)
- On The Tensile Strength and Hardness Relation For MetalsDocument5 paginiOn The Tensile Strength and Hardness Relation For MetalsHammadÎncă nu există evaluări
- Steel Industry Glossary of TermsDocument14 paginiSteel Industry Glossary of TermsSoumyo Broto DasÎncă nu există evaluări
- Rigid Pavement: Postgraduate Studies Highways EngineeringDocument15 paginiRigid Pavement: Postgraduate Studies Highways EngineeringHANAN HUSSÎncă nu există evaluări
- Stud-Bolts (NELSON) General InformationDocument10 paginiStud-Bolts (NELSON) General InformationMbrazaoÎncă nu există evaluări
- Comparing Properties of Pipes Made from Ductile Iron, Steel, Concrete, HDPE & GRPDocument3 paginiComparing Properties of Pipes Made from Ductile Iron, Steel, Concrete, HDPE & GRPDBasak_1974Încă nu există evaluări
- PLSC0017 Requirements For Welder Qualifications in Accordance With ASME Section IXDocument13 paginiPLSC0017 Requirements For Welder Qualifications in Accordance With ASME Section IXBhavin ParekhÎncă nu există evaluări
- 190326quadax Valves Coating SpecificationsDocument5 pagini190326quadax Valves Coating SpecificationsS MhÎncă nu există evaluări
- ZINCALUME Steel Technical Bulletins V14.0Document31 paginiZINCALUME Steel Technical Bulletins V14.0beck.26Încă nu există evaluări
- 4 STD Data 2011-12 Irrg CGG (16-07-11)Document374 pagini4 STD Data 2011-12 Irrg CGG (16-07-11)Govardhan AlurÎncă nu există evaluări