S-ar putea să vă placă și
- Celanex 3300-2 PBTDocument3 paginiCelanex 3300-2 PBTDiegoTierradentroÎncă nu există evaluări
- R42000249GKF - Celanex 2003 - PBT - TDSDocument4 paginiR42000249GKF - Celanex 2003 - PBT - TDSCarlos AgianiÎncă nu există evaluări
- Makrolon® 2805Document8 paginiMakrolon® 2805Dridi BadredineÎncă nu există evaluări
- Bayer Makrolon 2407Document3 paginiBayer Makrolon 2407DiegoTierradentro100% (1)
- CELANEX® 2000-K-EnDocument3 paginiCELANEX® 2000-K-EnCarlos AgianiÎncă nu există evaluări
- TDS MakrolonET3113Document3 paginiTDS MakrolonET3113It WittayaÎncă nu există evaluări
- PocanB3235000000 GF30 1Document5 paginiPocanB3235000000 GF30 1rihabÎncă nu există evaluări
- TerluranGP 22Document5 paginiTerluranGP 22Chu ChuÎncă nu există evaluări
- Asa Ineos Styrolution Europe GMBH: Luran® S 776seDocument6 paginiAsa Ineos Styrolution Europe GMBH: Luran® S 776sebobÎncă nu există evaluări
- ABS - Novodur P2HGVDocument2 paginiABS - Novodur P2HGVarmandoÎncă nu există evaluări
- 2024 03 06 TDS Elastollan1185ADocument4 pagini2024 03 06 TDS Elastollan1185AChaker AbdellatifÎncă nu există evaluări
- HOSTAFORM® C 9021 TF-enDocument4 paginiHOSTAFORM® C 9021 TF-enshahin_723Încă nu există evaluări
- Riteflex 640aDocument3 paginiRiteflex 640aazaleaemersonÎncă nu există evaluări
- Novodur P2MC: Acrylonitrile Butadiene Styrene (ABS)Document3 paginiNovodur P2MC: Acrylonitrile Butadiene Styrene (ABS)heliocoelhojrÎncă nu există evaluări
- 76 StyrolutionPS454NDocument5 pagini76 StyrolutionPS454N59074Încă nu există evaluări
- Campus® Datasheet: Pocan® BF 4235 - Pbt-Gf30 FR Lanxess Deutschland GMBHDocument2 paginiCampus® Datasheet: Pocan® BF 4235 - Pbt-Gf30 FR Lanxess Deutschland GMBHAngererÎncă nu există evaluări
- Terluran GP35Document5 paginiTerluran GP35cristinamss33Încă nu există evaluări
- HOSTAFORM® C 27021 - POM - Unfilled: DescriptionDocument5 paginiHOSTAFORM® C 27021 - POM - Unfilled: Descriptionrahul vermaÎncă nu există evaluări
- Luran S757 GDocument5 paginiLuran S757 GPeter EvansÎncă nu există evaluări
- Novodur H802: Acrylonitrile Butadiene Styrene (ABS)Document3 paginiNovodur H802: Acrylonitrile Butadiene Styrene (ABS)Maribel GutierrezÎncă nu există evaluări
- Luran S 797se: Acrylonitrile Styrene Acrylate (ASA)Document3 paginiLuran S 797se: Acrylonitrile Styrene Acrylate (ASA)bobÎncă nu există evaluări
- Luran S 778T: Acrylonitrile Styrene Acrylate (ASA)Document3 paginiLuran S 778T: Acrylonitrile Styrene Acrylate (ASA)jineshdmehtaÎncă nu există evaluări
- CELCONM90Document5 paginiCELCONM90DiegoTierradentroÎncă nu există evaluări
- CELCON® M90-EnDocument8 paginiCELCON® M90-EnJosue OrtizÎncă nu există evaluări
- Emerge™ Pc/Abs 7740: Technical InformationDocument3 paginiEmerge™ Pc/Abs 7740: Technical InformationbobÎncă nu există evaluări
- Product Texts: P:Partial BreakDocument8 paginiProduct Texts: P:Partial BreakDridi BadredineÎncă nu există evaluări
- TDS PC - LEXAN+141R - enDocument2 paginiTDS PC - LEXAN+141R - enSơn Nguyễn ĐắcÎncă nu există evaluări
- Elix ABS E401: Technical InformationDocument3 paginiElix ABS E401: Technical InformationDiegoTierradentroÎncă nu există evaluări
- CAMPUS® Datasheet: Ultradur® B 4406 G6 Q798 SW 15138 - PBT-GF30 FR BasfDocument5 paginiCAMPUS® Datasheet: Ultradur® B 4406 G6 Q798 SW 15138 - PBT-GF30 FR BasfdivyarasinÎncă nu există evaluări
- CAMPUS® Datasheet: CELANEX LW2333R - PBT - (GB+GF) 50 TiconaDocument2 paginiCAMPUS® Datasheet: CELANEX LW2333R - PBT - (GB+GF) 50 TiconaAngererÎncă nu există evaluări
- Technyl Safe C 116FC NCDocument3 paginiTechnyl Safe C 116FC NCkls.thorodinsonÎncă nu există evaluări
- Luran 368 RDocument5 paginiLuran 368 RmucahitkaraballÎncă nu există evaluări
- CELANEX® 1600a-EnDocument4 paginiCELANEX® 1600a-EnleftpowtaÎncă nu există evaluări
- Styrolution PS 158N/L: General Purpose Polystyrene (GPPS)Document3 paginiStyrolution PS 158N/L: General Purpose Polystyrene (GPPS)scribdichigoÎncă nu există evaluări
- Makrolon Solid Flame Retardant Polycarbonate Sheet: Your BenefitsDocument2 paginiMakrolon Solid Flame Retardant Polycarbonate Sheet: Your BenefitsAbdelmajid HmÎncă nu există evaluări
- ABS Terlux 2802 TR - Fiche Technique enDocument2 paginiABS Terlux 2802 TR - Fiche Technique endamien_roule5728Încă nu există evaluări
- Elix ABS M220: Technical InformationDocument3 paginiElix ABS M220: Technical InformationDiegoTierradentroÎncă nu există evaluări
- Elix ABS P2M-AT: Technical InformationDocument3 paginiElix ABS P2M-AT: Technical InformationDiegoTierradentroÎncă nu există evaluări
- CAMPUS® Datasheet: Ultradur® B 4330 G6 HR - PBT-I-GF30 BasfDocument4 paginiCAMPUS® Datasheet: Ultradur® B 4330 G6 HR - PBT-I-GF30 BasfAngererÎncă nu există evaluări
- Novodur P2H-ATDocument3 paginiNovodur P2H-ATavinashchauhan2695Încă nu există evaluări
- (Jay Shoemaker) Moldflow Design Guide 'A ResourcDocument3 pagini(Jay Shoemaker) Moldflow Design Guide 'A ResourcFahri ibişoğluÎncă nu există evaluări
- Luran HH-120: Please SelectDocument3 paginiLuran HH-120: Please SelectDavid Costi da RosaÎncă nu există evaluări
- SABIC® PPcompound - H1030 - Global - Technical - Data - SheetDocument2 paginiSABIC® PPcompound - H1030 - Global - Technical - Data - SheetRobertoÎncă nu există evaluări
- Ultradur B2520Document2 paginiUltradur B2520Phung LucÎncă nu există evaluări
- Dupont™ Crastin Sk615Sf Nc010 (Preliminary Data) : Thermoplastic Polyester ResinDocument6 paginiDupont™ Crastin Sk615Sf Nc010 (Preliminary Data) : Thermoplastic Polyester ResinomarÎncă nu există evaluări
- Ultramid: Product Information ®Document2 paginiUltramid: Product Information ®muthuÎncă nu există evaluări
- StyrolutionTDS400700190196 PDFDocument3 paginiStyrolutionTDS400700190196 PDFMirella FaresÎncă nu există evaluări
- Luran S 777K: Acrylonitrile Styrene Acrylate (ASA)Document3 paginiLuran S 777K: Acrylonitrile Styrene Acrylate (ASA)Leonardo DguezÎncă nu există evaluări
- Policarbonato Teijin Panlite Ad-5503Document1 paginăPolicarbonato Teijin Panlite Ad-5503marioÎncă nu există evaluări
- Bayblend T85 XF ISO enDocument3 paginiBayblend T85 XF ISO enryanÎncă nu există evaluări
- PBT - Lanxess Pocan B3235 000000Document3 paginiPBT - Lanxess Pocan B3235 000000armandoÎncă nu există evaluări
- Torelina® A490MA50: Toray Resin CompanyDocument2 paginiTorelina® A490MA50: Toray Resin CompanyChunYenHuangÎncă nu există evaluări
- Pe-Uhmw Technical Data SheetDocument1 paginăPe-Uhmw Technical Data SheetPrashant MalikÎncă nu există evaluări
- Styrolution PS 165N/L: General Purpose Polystyrene (GPPS)Document3 paginiStyrolution PS 165N/L: General Purpose Polystyrene (GPPS)Inês MorgadoÎncă nu există evaluări
- LANXESS Durethan A30SFN31 000000 ISO ENDocument3 paginiLANXESS Durethan A30SFN31 000000 ISO ENNguyen Dinh VinhÎncă nu există evaluări
- Terluran HI-10: Acrylonitrile Butadiene Styrene (ABS)Document3 paginiTerluran HI-10: Acrylonitrile Butadiene Styrene (ABS)bobÎncă nu există evaluări
- Bayblend T88 GF 20 - en - 56968672 00003567 20081863Document3 paginiBayblend T88 GF 20 - en - 56968672 00003567 20081863Mattia Terri TerrandoÎncă nu există evaluări
- Ultradur® B 6550 LN en SI - Product DatasheetDocument2 paginiUltradur® B 6550 LN en SI - Product Datasheetnoto.sugiartoÎncă nu există evaluări
- Kynar Flex® 2800-20 ResinDocument5 paginiKynar Flex® 2800-20 ResinmohammedÎncă nu există evaluări
- Tutorial - 2 - Structural Static Simulation Using Altair SimLabDocument19 paginiTutorial - 2 - Structural Static Simulation Using Altair SimLabklausoshoÎncă nu există evaluări
- !learning Digital PhotographyDocument55 pagini!learning Digital PhotographyklausoshoÎncă nu există evaluări
- Tutorial - 1 - Heat Transfer Simulation Using Altair SimLabDocument17 paginiTutorial - 1 - Heat Transfer Simulation Using Altair SimLabklausoshoÎncă nu există evaluări
- 2019 DYNAmore Seminarbrochure e PDFDocument64 pagini2019 DYNAmore Seminarbrochure e PDFklausoshoÎncă nu există evaluări
- FE Simulation of Ultrasonic Vibrations in TurningDocument11 paginiFE Simulation of Ultrasonic Vibrations in TurningklausoshoÎncă nu există evaluări
- Speos Light Modeling v15.1Document251 paginiSpeos Light Modeling v15.1klausoshoÎncă nu există evaluări
- 2019 DYNAmore Seminarbrochure e PDFDocument64 pagini2019 DYNAmore Seminarbrochure e PDFklausoshoÎncă nu există evaluări
- 2018 DYNAmore Seminar Brochure EDocument64 pagini2018 DYNAmore Seminar Brochure EklausoshoÎncă nu există evaluări
- Rivets Web5116 PDFDocument61 paginiRivets Web5116 PDFklausoshoÎncă nu există evaluări
- True Stress-Strain ME 207 - Chapter 3 - P3Document13 paginiTrue Stress-Strain ME 207 - Chapter 3 - P3klausoshoÎncă nu există evaluări
- Schaums 2500 Problemas Resueltos de Mecanica de Fluidos e HidrulicaDocument807 paginiSchaums 2500 Problemas Resueltos de Mecanica de Fluidos e HidrulicaJ Andres Gonzalez83% (23)
- Friction Stir WeldingDocument17 paginiFriction Stir WeldingklausoshoÎncă nu există evaluări
- Finite Element Aanalysis - David W. NicholsonDocument271 paginiFinite Element Aanalysis - David W. NicholsonkeyvenÎncă nu există evaluări
- ESBEmixing DanfossDocument4 paginiESBEmixing Danfosse-ComfortUSAÎncă nu există evaluări
- Enabling Fingerprint Authentication in Embedded Systems For Wireless ApplicationsDocument11 paginiEnabling Fingerprint Authentication in Embedded Systems For Wireless Applicationspatilrahul100% (2)
- StrippersDocument6 paginiStrippersDiliniÎncă nu există evaluări
- CASANOVA + HERNANDEZ + "SON" Engineering & ConstructionDocument68 paginiCASANOVA + HERNANDEZ + "SON" Engineering & ConstructionMica Mico100% (1)
- ETAG006 2finDocument66 paginiETAG006 2finSerban RaduÎncă nu există evaluări
- TM9-2350-311-20-1 - M109a2 & M109a3Document914 paginiTM9-2350-311-20-1 - M109a2 & M109a3Вадим ЗахарченкоÎncă nu există evaluări
- S60MC-C8 2Document385 paginiS60MC-C8 2Silvia GeorgianaÎncă nu există evaluări
- Aspire Manual PumpDocument19 paginiAspire Manual Pumpsouhaib alviÎncă nu există evaluări
- Guidance For Carrying Out Rig ChecksDocument2 paginiGuidance For Carrying Out Rig Checksargon39Încă nu există evaluări
- Whirlpool Awo D 43105Document28 paginiWhirlpool Awo D 43105Ioana PetrescuÎncă nu există evaluări
- Vit System PDFDocument6 paginiVit System PDFArun S100% (1)
- Pressure Sewerage Drawing IndexDocument1 paginăPressure Sewerage Drawing IndexAndrew FerrierÎncă nu există evaluări
- Folder-Small L & B-EnGDocument16 paginiFolder-Small L & B-EnGRodrigo GonçalvesÎncă nu există evaluări
- Gothong Southern Logistics Company Profile (2017)Document15 paginiGothong Southern Logistics Company Profile (2017)lj_inosaÎncă nu există evaluări
- BPA Market ReportsDocument16 paginiBPA Market Reportsrazamehdi3Încă nu există evaluări
- Whirlpool JT 359 Alu PDFDocument6 paginiWhirlpool JT 359 Alu PDFGustavo Valdez100% (2)
- Tso PitotDocument8 paginiTso PitotElkin CuevasÎncă nu există evaluări
- 938H Partes PDFDocument1.181 pagini938H Partes PDFCarlosirabedra100% (2)
- 9ackermann PDFDocument28 pagini9ackermann PDFravi474Încă nu există evaluări
- Sephco WA Series Workshop and Portable Load Banks OptionsDocument2 paginiSephco WA Series Workshop and Portable Load Banks OptionsFELIXDEJÎncă nu există evaluări
- Part - A: Bangladesh Marine Academy, ChittagongDocument2 paginiPart - A: Bangladesh Marine Academy, ChittagongXahid HasanÎncă nu există evaluări
- 04ref203 054 en Faro Laser Scanner Focus BrochureDocument11 pagini04ref203 054 en Faro Laser Scanner Focus BrochureSabino LaraÎncă nu există evaluări
- Parts Manual Allied W8L PDFDocument328 paginiParts Manual Allied W8L PDFkertajaya ekarya86% (7)
- The B-52 Competition of 1946 and Dark Horses From Douglas, 1947-1950Document7 paginiThe B-52 Competition of 1946 and Dark Horses From Douglas, 1947-1950Jared Zichek100% (15)
- Fosroc Supercast PVC Waterstops: Technical Data SheetDocument4 paginiFosroc Supercast PVC Waterstops: Technical Data Sheetarvin jay santarinÎncă nu există evaluări
- Blasting HazardsDocument107 paginiBlasting Hazardspatel lakulesh100% (2)
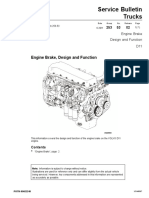
- Engine Brake, Design and Function Volvo D11Document7 paginiEngine Brake, Design and Function Volvo D11Hamilton Miranda0% (1)
- Chaboche NLK Hardening Model Calibration MethodologyDocument10 paginiChaboche NLK Hardening Model Calibration MethodologynicolasÎncă nu există evaluări
- HT Catalog PDFDocument372 paginiHT Catalog PDFLuis De JesúsÎncă nu există evaluări
- Immersion V FitbitDocument29 paginiImmersion V FitbitJonah ComstockÎncă nu există evaluări