S-ar putea să vă placă și
- Las 10 Reglas para Buenas Piezas FundidasDocument2 paginiLas 10 Reglas para Buenas Piezas FundidasjoeljÎncă nu există evaluări
- PISTONESDocument16 paginiPISTONESmauro27Încă nu există evaluări
- Problemas de TermofluenciaDocument2 paginiProblemas de TermofluenciaEfren FazioÎncă nu există evaluări
- GIZ Tutorial Refrigeración 2015Document144 paginiGIZ Tutorial Refrigeración 2015Roger ParraÎncă nu există evaluări
- Catalogo Fusibles NHDocument34 paginiCatalogo Fusibles NHAlberto ChoezÎncă nu există evaluări
- Ensayo de ImplanteDocument10 paginiEnsayo de ImplanteLuis Enrique CarranzaÎncă nu există evaluări
- Iconel 718 PDFDocument205 paginiIconel 718 PDFIAm JosueÎncă nu există evaluări
- Método de Diferencia de Temperatura Media LogarítmicaDocument2 paginiMétodo de Diferencia de Temperatura Media LogarítmicaAP AndrewÎncă nu există evaluări
- El ABC de La Soldadura Por ArcoDocument3 paginiEl ABC de La Soldadura Por ArcoHugo Gualotuna AcostaÎncă nu există evaluări
- Guia 11 Propiedades de Las Arenas de MoldeoDocument3 paginiGuia 11 Propiedades de Las Arenas de MoldeoJüan RojasÎncă nu există evaluări
- Partes de La SoldaduraDocument7 paginiPartes de La SoldaduraJuan Carlos Abarca CerdasÎncă nu există evaluări
- Propiedades Del TeflónDocument21 paginiPropiedades Del Teflón5974234Încă nu există evaluări
- La Historia de La Unión de Metales Se Remonta A Varios MileniosDocument9 paginiLa Historia de La Unión de Metales Se Remonta A Varios MileniosscribdreiÎncă nu există evaluări
- SAW. Soldeo por arco sumergidoDocument21 paginiSAW. Soldeo por arco sumergidoAntonio GarciaÎncă nu există evaluări
- Embutición ProfundaDocument5 paginiEmbutición ProfundaCaroline Amador MaldonadoÎncă nu există evaluări
- Aceros de Gran ResistenciaDocument9 paginiAceros de Gran ResistenciaDoris Arotaipe MaynaÎncă nu există evaluări
- Tratamiento Térmico de Relevado de EsfuerzosDocument7 paginiTratamiento Térmico de Relevado de EsfuerzosKyle Bennett50% (2)
- Aceros CrMo resistencia termofluenciaDocument51 paginiAceros CrMo resistencia termofluencialakarabin100% (2)
- Proyecto Final ForjaDocument24 paginiProyecto Final ForjaDayron Martinez RodriguezÎncă nu există evaluări
- Sustitucion de Revestimiento Duro en Herramientas EstabilizadorasDocument7 paginiSustitucion de Revestimiento Duro en Herramientas Estabilizadorasgregorio diaz cornelioÎncă nu există evaluări
- Soldadura de Plásticos PDFDocument25 paginiSoldadura de Plásticos PDFVíctor JiménezÎncă nu există evaluări
- Proceso de LaminacionDocument9 paginiProceso de LaminacionsupersonicogtÎncă nu există evaluări
- Elaboracion Del BisturiDocument1 paginăElaboracion Del BisturiHugo Cori EscobarÎncă nu există evaluări
- Informe TIGDocument6 paginiInforme TIGFelipe Eduardo JimenezÎncă nu există evaluări
- Taller de MetalurgiaDocument10 paginiTaller de MetalurgiaWilmer Albeiro100% (1)
- Böhler M238Document8 paginiBöhler M238Angel AlbanÎncă nu există evaluări
- 1 - Apuntes de Soldadura CompletoDocument40 pagini1 - Apuntes de Soldadura CompletoGabriel Piacentini TomassettiÎncă nu există evaluări
- Soldadura Por Arco Eléctrico Con Electrodo Revestido PDFDocument31 paginiSoldadura Por Arco Eléctrico Con Electrodo Revestido PDFAnonymous tI6cgOO7NAÎncă nu există evaluări
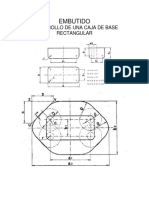
- Embutido Caja RectangularDocument5 paginiEmbutido Caja RectangularJuank AlmeidaÎncă nu există evaluări
- Ensayo MetalograficoDocument14 paginiEnsayo Metalograficosolemino100% (2)
- Introducción Al Proceso de Forjado en CalienteDocument2 paginiIntroducción Al Proceso de Forjado en CalienteTadeo Mario Pagura AlísÎncă nu există evaluări
- Post Lab Práctica No 2 (Ecuación de Antoine y Clausius)Document11 paginiPost Lab Práctica No 2 (Ecuación de Antoine y Clausius)Olguita PerezÎncă nu există evaluări
- Proyecto PDF MANUFACTURA Porta Punzon PDFDocument39 paginiProyecto PDF MANUFACTURA Porta Punzon PDFLuis Vi llamar malvaez100% (3)
- Métodos de EnsambleDocument39 paginiMétodos de EnsambleDart Suarez100% (1)
- Tipos de Arena y Fabricación de Moldes para Fundición de AluminioDocument5 paginiTipos de Arena y Fabricación de Moldes para Fundición de AluminioWilliam ManotoaÎncă nu există evaluări
- Fundamentos de Geotecnia SaezDocument47 paginiFundamentos de Geotecnia SaezAnonymous W3NHorg9tÎncă nu există evaluări
- Vectis G540Document2 paginiVectis G540Daniel TortorelliÎncă nu există evaluări
- Procesos de Soldadura Fcaw Gmaw Saw SmawDocument4 paginiProcesos de Soldadura Fcaw Gmaw Saw SmawEdward Larens100% (1)
- Procesos de maquinado y acabado superficialDocument6 paginiProcesos de maquinado y acabado superficialCristobal GonzálezÎncă nu există evaluări
- Identidaddes TrigonométricasDocument9 paginiIdentidaddes TrigonométricasCarlos David Laura QuispeÎncă nu există evaluări
- Clasificacion Aws para Materiales de AporteDocument41 paginiClasificacion Aws para Materiales de AportelucdaveaÎncă nu există evaluări
- Informe de Laboratorio - 2 PDFDocument9 paginiInforme de Laboratorio - 2 PDFleonardoÎncă nu există evaluări
- Defectologia de Piezas Fundidas Procesos FundicionDocument6 paginiDefectologia de Piezas Fundidas Procesos FundicionAshley ZambranoÎncă nu există evaluări
- Defectos en Uniones SoldadasDocument11 paginiDefectos en Uniones SoldadasAndreita Saavedra CernaÎncă nu există evaluări
- 152 Hardox 500 MX Ficha TecnicaDocument2 pagini152 Hardox 500 MX Ficha Tecnicazen264Încă nu există evaluări
- 3ra Corte Por PlasmaDocument4 pagini3ra Corte Por PlasmajoseÎncă nu există evaluări
- Análisis de Ingeniería Del EmbutidoDocument5 paginiAnálisis de Ingeniería Del EmbutidoAle Calixto HermosillaÎncă nu există evaluări
- Selección de Materiales en Ces Edupack - DELGADO - CÓRDOVADocument5 paginiSelección de Materiales en Ces Edupack - DELGADO - CÓRDOVAYonathan CórdovaÎncă nu există evaluări
- Defectos SoldaduraDocument4 paginiDefectos SoldaduraAriel CaffarattiÎncă nu există evaluări
- Defectologia 1Document11 paginiDefectologia 1Bryan BritoÎncă nu există evaluări
- Soldadura: Esquicha Larico, EliasDocument27 paginiSoldadura: Esquicha Larico, EliasJavierÎncă nu există evaluări
- SOLDADURADocument4 paginiSOLDADURAJerson Jerson VilchezÎncă nu există evaluări
- Defectos de La SoldaduraDocument9 paginiDefectos de La SoldaduraPieroM4Încă nu există evaluări
- Principales Defectos de SoldaduraDocument5 paginiPrincipales Defectos de SoldaduraOscarSandovalÎncă nu există evaluări
- Problemas y Defectos Comunes en La Soldadura Al ArcoDocument1 paginăProblemas y Defectos Comunes en La Soldadura Al ArcoGIMI2009Încă nu există evaluări
- Defectos de Soldadura Con Electrodo. Causas y Soluciones PDFDocument3 paginiDefectos de Soldadura Con Electrodo. Causas y Soluciones PDFRoger ChirinosÎncă nu există evaluări
- Arco ElectricoDocument80 paginiArco ElectricoRonald Eduardo Urbina EsquivelÎncă nu există evaluări
- ACFrOgBQHQZuVjVjghewBt1rSIV0rC Br43vvvyPx6pr Ce3Mi4ybmFBLCWkhnPCoOc5Jc3MltPftC3HuHeye5uikRzF EI6R XLIzXqym8Ff4YhyIc1eotwhJu5wgTw0WNiDC34L3H4fgjF6HHmDocument84 paginiACFrOgBQHQZuVjVjghewBt1rSIV0rC Br43vvvyPx6pr Ce3Mi4ybmFBLCWkhnPCoOc5Jc3MltPftC3HuHeye5uikRzF EI6R XLIzXqym8Ff4YhyIc1eotwhJu5wgTw0WNiDC34L3H4fgjF6HHmRaziel David Poot RodriguezÎncă nu există evaluări
- Fisuras soldadura causas solucionesDocument7 paginiFisuras soldadura causas solucionesrodgerelmejorÎncă nu există evaluări
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe la EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasÎncă nu există evaluări
- Soldadura con alambre tubular. FMEC0210De la EverandSoldadura con alambre tubular. FMEC0210Încă nu există evaluări
- Biblioteca Camara 2016 12 001 PDFDocument45 paginiBiblioteca Camara 2016 12 001 PDFmauricioÎncă nu există evaluări
- Ir-S-06 Manejo Del CambioDocument24 paginiIr-S-06 Manejo Del CambioIllargi Uzcanga Meabe25% (4)
- REFRIGERACIONDocument128 paginiREFRIGERACIONRoger ParraÎncă nu există evaluări
- Tanque Y&V 13 (I)Document3 paginiTanque Y&V 13 (I)Roger ParraÎncă nu există evaluări
- DiorcaDocument89 paginiDiorcaRoger ParraÎncă nu există evaluări
- 9110 - David Solis Ansi 2 Iiar-Ciemi - RevDocument47 pagini9110 - David Solis Ansi 2 Iiar-Ciemi - RevRoger Ramos100% (1)
- Manual de Aplicaciones - DANFOSSDocument152 paginiManual de Aplicaciones - DANFOSSMarquiño Riveros Geronimo100% (3)
- Presentación DomoDocument32 paginiPresentación DomoRoger ParraÎncă nu există evaluări
- Diagrama de Mollier SolkaneDocument11 paginiDiagrama de Mollier SolkaneCesar Orlando Barria VeraÎncă nu există evaluări
- Tanque Y&v 13 (Chaq - Aislante)Document2 paginiTanque Y&v 13 (Chaq - Aislante)Roger ParraÎncă nu există evaluări
- Diseño y Calculos Aislamiento AISLAM GT3 - 07 (IDAE)Document64 paginiDiseño y Calculos Aislamiento AISLAM GT3 - 07 (IDAE)El3ctrikÎncă nu există evaluări
- Biblioteca Camara 2016 12 001 PDFDocument45 paginiBiblioteca Camara 2016 12 001 PDFmauricioÎncă nu există evaluări
- Fallas en PinturaDocument18 paginiFallas en PinturaRoger ParraÎncă nu există evaluări
- Fallas en PinturaDocument31 paginiFallas en Pinturaleunam26100% (1)
- Tabla Equivalecia PDVSA O-201 - Agost 11Document2 paginiTabla Equivalecia PDVSA O-201 - Agost 11Roger ParraÎncă nu există evaluări
- Si-S-04 - (2015) Requisitos SihoDocument68 paginiSi-S-04 - (2015) Requisitos SihoMarielys Hernandez92% (12)
- Recub. Galvanizado (X) 13Document5 paginiRecub. Galvanizado (X) 13Roger ParraÎncă nu există evaluări
- Sanblasol - 10-4-12Document4 paginiSanblasol - 10-4-12Roger ParraÎncă nu există evaluări
- Tanque Y&v 13 Sustrato FerrosoDocument6 paginiTanque Y&v 13 Sustrato FerrosoRoger ParraÎncă nu există evaluări
- Tanque Y&v 13 Tuberia InoxidableDocument3 paginiTanque Y&v 13 Tuberia InoxidableRoger ParraÎncă nu există evaluări
- Tanque San Felipe 13 (II)Document7 paginiTanque San Felipe 13 (II)Roger ParraÎncă nu există evaluări
- Presentacion Sikarustex (II) 13Document15 paginiPresentacion Sikarustex (II) 13Roger ParraÎncă nu există evaluări
- Presentacion Producto 12 (I)Document4 paginiPresentacion Producto 12 (I)Roger ParraÎncă nu există evaluări
- Presentacion Sikarustex (II) 13Document15 paginiPresentacion Sikarustex (II) 13Roger ParraÎncă nu există evaluări
- Inver. Delran - 05-06-12Document6 paginiInver. Delran - 05-06-12Roger ParraÎncă nu există evaluări
- HCL - 12-7-12Document9 paginiHCL - 12-7-12Roger ParraÎncă nu există evaluări
- HCL-Melonws (08-03-13) IIDocument4 paginiHCL-Melonws (08-03-13) IIRoger ParraÎncă nu există evaluări
- Epoxifenolico S400 13Document17 paginiEpoxifenolico S400 13Roger ParraÎncă nu există evaluări