S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Etp ManualDocument35 paginiEtp ManualAtul Sharma100% (3)
- Bulletin RHIDocument76 paginiBulletin RHIwaqasaziz786Încă nu există evaluări
- Clean ROOM HVACDocument40 paginiClean ROOM HVACAjay Sastry0% (1)
- Computer Simulation of The Packing of Fine ParticlesDocument9 paginiComputer Simulation of The Packing of Fine ParticlesahmedsidalaÎncă nu există evaluări
- Powder Technology: Z.B. Tong, B. Zheng, R.Y. Yang, A.B. Yu, H.K. ChanDocument6 paginiPowder Technology: Z.B. Tong, B. Zheng, R.Y. Yang, A.B. Yu, H.K. ChanahmedsidalaÎncă nu există evaluări
- Grace 1995Document1 paginăGrace 1995ahmedsidalaÎncă nu există evaluări
- Mastering The Art of The Cover Letter - ACS AxialDocument2 paginiMastering The Art of The Cover Letter - ACS AxialahmedsidalaÎncă nu există evaluări
- Kirsch 2017Document25 paginiKirsch 2017ahmedsidalaÎncă nu există evaluări
- X Jensen2017Document21 paginiX Jensen2017ahmedsidalaÎncă nu există evaluări
- Pharmacokinetic EquationsDocument5 paginiPharmacokinetic EquationsNana BonsuÎncă nu există evaluări
- XAgglomerate Strength and Dispersion of Salmeterol Xinafoate From Powder PDFDocument10 paginiXAgglomerate Strength and Dispersion of Salmeterol Xinafoate From Powder PDFahmedsidalaÎncă nu există evaluări
- Deboer2003 2Document14 paginiDeboer2003 2ahmedsidalaÎncă nu există evaluări
- Pharmacokinetic EquationsDocument5 paginiPharmacokinetic EquationsNana BonsuÎncă nu există evaluări
- The Influence of Fine Excipient Particles On The Performance PDFDocument10 paginiThe Influence of Fine Excipient Particles On The Performance PDFahmedsidalaÎncă nu există evaluări
- Development of A Novel Laser Diffraction Method For Estimating Fine Andersson PDFDocument4 paginiDevelopment of A Novel Laser Diffraction Method For Estimating Fine Andersson PDFahmedsidalaÎncă nu există evaluări
- 1-S2.0-S0378517311003061-Main Does Carrier Size Matter A PDFDocument9 pagini1-S2.0-S0378517311003061-Main Does Carrier Size Matter A PDFahmedsidalaÎncă nu există evaluări
- Counter Rust 7010 TDSDocument2 paginiCounter Rust 7010 TDSFadhli KusumaÎncă nu există evaluări
- N Giungas Presentation PDocument73 paginiN Giungas Presentation PGustavo FuentesÎncă nu există evaluări
- Calibration Uncertainty: NS, Krogsh/'ljvej 51Document6 paginiCalibration Uncertainty: NS, Krogsh/'ljvej 51KhalidÎncă nu există evaluări
- South Coast Air Quality Management District Rule 1168 Voc Limits - For Estidama Lbi2.1Document25 paginiSouth Coast Air Quality Management District Rule 1168 Voc Limits - For Estidama Lbi2.1AtiqÎncă nu există evaluări
- SW 041910 PlasticDocument2 paginiSW 041910 Plasticapi-262527276Încă nu există evaluări
- 2 - Sterilization TechniquesDocument3 pagini2 - Sterilization Techniquesmufeesahamed2215Încă nu există evaluări
- Dawlance Report1Document17 paginiDawlance Report1engr_dkÎncă nu există evaluări
- Aggregates Lab Report PDFDocument5 paginiAggregates Lab Report PDFcharishma takkallapalliÎncă nu există evaluări
- Steel Pipes and Tubes For Pressure Purposes: Carbon and Carbon Manganese Steel With Specified Elevated Temperature PropertiesDocument24 paginiSteel Pipes and Tubes For Pressure Purposes: Carbon and Carbon Manganese Steel With Specified Elevated Temperature PropertiessyakirohÎncă nu există evaluări
- HeatDocument75 paginiHeatVanessaYanjanHarryÎncă nu există evaluări
- Problem Set 1 Data Regression and Numerical Integration - 2013Document3 paginiProblem Set 1 Data Regression and Numerical Integration - 2013April TanjayÎncă nu există evaluări
- IJC H2 Paper 1 and 2 Answers (For Sharing)Document9 paginiIJC H2 Paper 1 and 2 Answers (For Sharing)Sharon HowÎncă nu există evaluări
- B31 - 3 Interpretation - Numerical Index (Volumes 1 To 25)Document7 paginiB31 - 3 Interpretation - Numerical Index (Volumes 1 To 25)Jorge O Solano TorresÎncă nu există evaluări
- ACI 301 XdataDocument5 paginiACI 301 XdatadarebertÎncă nu există evaluări
- USDA Forest Service Forest Products Laboratory: Acetylation of Wood 1945-1966Document23 paginiUSDA Forest Service Forest Products Laboratory: Acetylation of Wood 1945-1966yonÎncă nu există evaluări
- TOPHEALTH SUNOF+ Ethylhexyl-P-Methoxycinnamate, 2-Ethylhexy MsdsDocument7 paginiTOPHEALTH SUNOF+ Ethylhexyl-P-Methoxycinnamate, 2-Ethylhexy MsdsTOP HEALTH ALRROMIÎncă nu există evaluări
- Long Quiz.. Exogenic ProcessDocument3 paginiLong Quiz.. Exogenic ProcessSheryl Lou AngelesÎncă nu există evaluări
- TG 25 - AapmDocument41 paginiTG 25 - AapmglaildoÎncă nu există evaluări
- 87 Kerabondplus GB in PDFDocument4 pagini87 Kerabondplus GB in PDFpankajÎncă nu există evaluări
- ld50 Lab ReportDocument9 paginild50 Lab Reportapi-363325485Încă nu există evaluări
- Concrete Mix Proportioning Using EMMA SoftwareDocument12 paginiConcrete Mix Proportioning Using EMMA SoftwareYuliusRiefAlkhalyÎncă nu există evaluări
- EMEA - Summary of The Product CharacteristicsDocument20 paginiEMEA - Summary of The Product CharacteristicskadecÎncă nu există evaluări
- Mock 2-Chem SPMDocument11 paginiMock 2-Chem SPMLyna JingomÎncă nu există evaluări
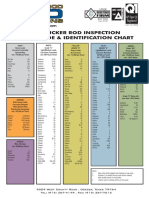
- Permian Rod Operations - Sucker Rod Identification Chart PDFDocument1 paginăPermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78Încă nu există evaluări
- BE3942R15Document26 paginiBE3942R15hrabiecÎncă nu există evaluări
- Ch3 SolutionsDocument64 paginiCh3 Solutionsmohimran2002100% (1)